Статья опубликована в рамках: II Международной научно-практической конференции «Научное сообщество студентов: МЕЖДИСЦИПЛИНАРНЫЕ ИССЛЕДОВАНИЯ» (Россия, г. Новосибирск, 16 апреля 2012 г.)
Наука: Технические науки
Секция: Машиностроение
Скачать книгу(-и): Часть I, Часть II, Часть III, Часть IV, Часть V
дипломов

ВЫБОР КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЯ ДЛЯ ХОНИНГОВАЛЬНОЙ ОБРАБОТКИ
Тетерин Сергей Вячеславович
Студент 4 курса, ГБОУ СПО (ССУЗ)
«Миасский автомеханический техникум», г. Миасс
E-mail:teterew93@mail.ru
Миниахметова Альфия Салаватовна
Научный руководитель, ГБОУ СПО (ССУЗ) «МАМТ», г. Миасс
Основное требование к современному производству – дать как можно больше продукции лучшего качества и с наименьшей стоимостью – относится, прежде всего, к машиностроению, призванному обеспечить технический прогресс всех отраслей народного хозяйства. Выполнение этого требования обеспечивается не только за счет простого количественного роста производства (нового капитального строительства, увеличение рабочей силы, модернизации устаревшего оборудования и создания нового), но и путем лучшего использования имеющейся техники, хорошей организации труда, внедрения передовой технологии, распространения передового опыта и применения прогрессивной оснастки.
Технический уровень любого производства в каждой отрасли определяется уровнем технологии. [6, с. 4–6] Одним из современных методов финишной обработки отверстий в машиностроении является хонингование.
Целью моей работы является поиск и анализ различных конструкций приспособлений, применяемых при хонинговании. Задачей исследования является выбор наиболее оптимальной конструкции приспособления для хонингования конкретной детали.
Хонингование (англ. honing, от hone – хонинговать, буквально – точить), отделочная обработка в основном внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения. Хонингование является заключительной (финишной) операцией, производится после растачивания, протягивания, развёртывания, шлифования и позволяет получать точность обработки до4–6 квалитета и шероховатость поверхности в пределах Rа 0,04–0,063 мкм.
Внутреннее хонингование дает возможность получать отверстия с отклонением от параметра цилиндричности не более 5 мкм.
Наружные поверхности обрабатываются хонингованием на специальных хонинговальных, горизонтально-расточных, шлифовальных станках. Из-за применения нескольких абразивных брусков, производительность хонингования гораздо выше, чем у других финишных операций.
Хонингованием обрабатывают отверстия блоков цилиндров; отверстия гильз цилиндров; отверстия шестеренок, шатунов; отверстия головок. Отверстия, полученные после обработки хонингованием, имеют высокую точность и отличные параметры шероховатости.
При хонинговании применяют специализированные хонинговальные станки, расточные станки, модернизированные токарные станки. Самый простой пример – хонинговальная головка, которую закрепляют в патроне ручной дрели.
Хонингование – это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см3 в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона. [1]
Хонингование широко применяется при обработке отверстий как в России так и за рубежом.
В июне 2008 г. в Сент-Луисе (США) прошла конференция по вопросам хонингования и обобщению мирового опыта. На конференции были представлены типовые технологические процессы обработки отверстий в следующих группах деталей:
1. .Зубчатые колеса.
2. Втулки, корпуса гидрораспределителей и аксиальных поршневых насосов.
3. Инжекторы и другие детали топливных систем.
4. Гильзы цилиндров ДВС.
5. Блоки компрессоров и ДВС.
6. Детали самолетного шасси, гидроцилиндры, цилиндры штанговых насосов.
В перечисленных типовых процессах отражен мировой опыт производства современной техники. Предприятия при подготовке технических предложений на поставку хонинговальных станков опираются на типовые технологические процессы и тем самым предоставляют будущим потребителям современную и, что немаловажно, апробированную технологию. [2].
На базовом предприятии в технологическом процессе обработки детали «Цилиндр главный тормозов» также внедряется операция хонингование. В процессе обработки данная деталь подвергается следующим технологическим операциям:
1. 005 Токарная с ЧПУ
2. 010 Вертикально - сверлильная
3. 015Вертикально - сверлильная
4. 020 Агрегатная
5. 025 Сверлильная
6. 030 Вертикально - сверлильная
7. 035 Вертикально - сверлильная
8. 040 Вертикально- сверлильная
9. 045 Хонинговальная
10. 050 Хонинговальная.
Цилиндр главный тормозов является составной частью усилителя тормоза пневматического и представляет собой корпусную деталь.
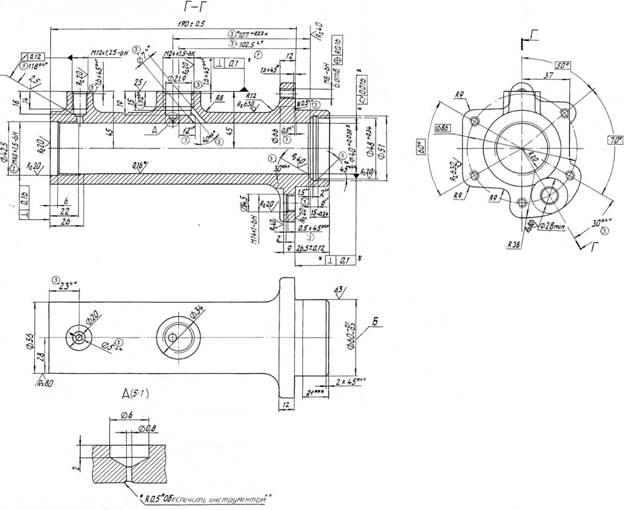
Рисунок 1 – Цилиндр главный тормозов.
Данная деталь крепится шестью болтами к цилиндру усилителя тормоза.
В процессе обработки деталь подвергается следующим технологическими операциям:
11. 005 Токарная с ЧПУ
12. 010 Вертикально - сверлильная
13. 015Вертикально - сверлильная
14. 020 Агрегатная
15. 025 Сверлильная
16. 030 Вертикально - сверлильная
17. 035 Вертикально - сверлильная
18. 040 Вертикально- сверлильная
19. 045Хонинговальная, Хонинговальный станок 3К83;
20. 050Хонинговальная, Хонинговальный станок 3К82.
Хонингование применяется для обработки поверхности диаметром 40 миллиметров и длиной 190 миллиметров.
Для установки и закрепления деталей на хонинговальных станках применяют различные зажимные приспособления, конструкция которых зависит от формы и размеров обрабатываемых деталей, требуемой точности изготовления, способа базирования, типа хонинговальной головки, характера производства и т.п. В значительной степени конструкция приспособления зависит от схемы хонингования. Для жестких деталей с длинными отверстиями, когда усилия зажима не вызывают значительных деформаций, влияющих на точность обработки, выбирают схему жесткое приспособление – плавающий инструмент. Детали с короткими отверстиями (тельца подшипников, зубчатые колеса, шатуны) для обеспечения их высокой геометрической точности обычно обрабатывают по схеме плавающее приспособление – жестко закрепленный инструмент.
Наиболее широко применяют два вида приспособлений: плавающее, которое позволяет осуществлять перемещение детали в плоскости, перпендикулярной к оси обрабатываемого отверстия, и жесткое, обеспечивающее неподвижное крепление обрабатываемого изделия в приспособлении.
В первом случае хонинговальная головка жестко закреплена на шпинделе станка, а деталь самоустанавливается по головке. Во втором – за счет шарнирного соединена со шпинделем станка головка самоустанавливается по отверстию. Конструкция приспособления для жесткого крепления деталей должна обеспечивать центрирование обрабатываемого отверстия относительно шпинделя станка. [3].
В зависимости от характера производства приспособления могут быть одноместными и многоместными с ручным, гидравлическим или пневматическим зажимом.
Рассмотрим наиболее распространенные в практике конструкции приспособлений для хонингования:
· Плавающее приспособление для хонингования отверстий.
Схема простейшего плавающего приспособления для хонингования отверстий в большой головке шатуна. Шатун устанавливают на плиту и палец, удерживающий его от поворота при хонинговании. Между верхней плитой и торцем большой головки шатуна должен быть зазор 0,03–0,05 мм, что обеспечивает плавание шатуна и самоустанавливаемость обрабатываемого отверстия по жестко закрепленной на шпинделе станка хонинговальной головке. Осевые усилия при обработке воспринимаются верхней и нижней плитами приспособления. Для получения геометрически точных отверстий необходимо обеспечить параллельность торцев большой головки шатуна и плоскостей плит и, а также их перпендикулярность к оси хонингуемого отверстия в пределах заданных допусков.
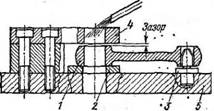
Рисунок 2– Схема плавающего приспособления для хонингования отверстий.
· Плавающее зажимное приспособление для хонингования отверстий в зубчатых колесах.
Плавающее зажимное приспособление для хонингования отверстий в зубчатых колесах. Для облегчения «плавания» детали по жестко закрепленной головке при самоустановке подвижная плита размешена на шариковых опорах. Между фланцем верхней плиты и ступицей шестерни выдерживают зазор 0,03–0,05 мм путем пригонки колец по высоте. Прижим верхней плиты осуществляется с помощью двух гидроцилиндров.
При хонинговании отверстий в крупногабаритных зубчатых колесах с большой массой применяют приспособления для жесткого крепления деталей и плавающую хонинговальную головку.
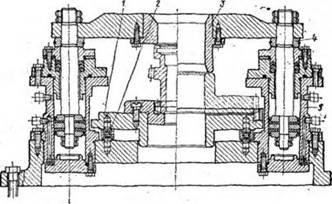
Рисунок 3 – Плавающее зажимное приспособление для хонингования отверстий в зубчатых колесах. [4]
· Приспособление для жесткого крепления деталей.
Приспособление для жесткого крепления деталей. Деталь базируется по нижнему торцу и обрабатываемому отверстию с помощью фиксатора, который после закрепления детали отводится вниз для обеспечения перебега брусков. Зажим зубчатого колеса осуществляется верхней плитой с помощью гидроцилиндров, удерживающих ее от проворота и осевых перемещений (Рис.4).
При хонинговании деталей типа втулок в зависимости от их конфигурации, толщины стенок, длины применяют различные зажимные приспособления. Так, при обработке тонкостенных втулок во избежание их деформации под действием зажимного усилия используют приспособления с эластичными зажимными элементами (стальными лентами, резиновыми манжетами), либо зажим осуществляется по выступающим буртикам.
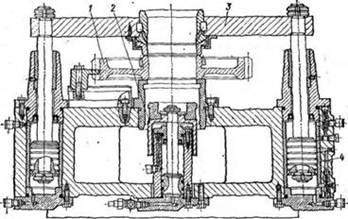
Рисунок 4 – Приспособление для жесткого крепления деталей.
· Двухместное поворотное приспособление с зажимом гильз по наружному диаметру резиновыми манжетами. (Рис.5)
Приспособление имеет две позиции – загрузочную и рабочую. В загрузочной позиции обработанную гильзу снимают и устанавливают новую. При перемещении ее за счет поворота приспособления в рабочую позицию в полость между манжетой и корпусом гильзы подается сжатый воздух, под действием которого гильза равномерно обжимается манжетой и стенки ее не деформируются. После зажатия гильзы производится хонингование отверстия и обработанная гильза перемещается в загрузочную позицию.
Фиксация поворотного приспособления осуществляется фиксатором с помощью системы тяг и рычагов рукояткой. Крутящий момент и осевое усилие, возникающее при хонинговании, воспринимаются эластичной манжетой. Приспособление относится к типу «плавающих», так как гильза вместе с манжетой имеет возможность перемещаться в радиальном и осевом направлениях.
Рисунок 5 – Двухместное поворотное приспособление с зажимом гильз по наружному диаметру резиновыми манжетами.
· Приспособление для крепления гильзы за бурт. С помощью прижимного кольца гильза прижимается двумя планками к посадочному месту приспособления. При таком способе значительно снижаются деформации гильзы от усилий зажима.
Рисунок 6 – Приспособление для крепления гильзы за бурт.
В процессе анализа различных конструкций приспособлений для хонингования детали «Цилиндр главный тормозов» мною было выбрано в качестве аналога «Приспособление для закрепления гильзы за бурт».Так как производство является малосерийным, нас устраивает, что приспособление одноместное и имеет ручной зажим. [5]Данное приспособление работает по схеме: жесткое приспособление – плавающий инструмент. При небольшой доработке установочных и зажимных элементов это приспособление может быть использовано в производстве. Оно имеет следующие достоинства:
· Обеспечиваются заданные условия обработки детали «Цилиндр главный тормозов»;
· Обеспечивается надежное базирование и закрепление данной детали;
· Обладает простотой конструкции;
· Удобно в эксплуатации;
· Имеет низкую себестоимость.
При увеличении программы выпуска деталей в приспособлении можно применить пневмозажим.
Рассмотрев несколько вариантов приспособлений, считаю, что конструкция данного приспособления может быть использована в процессе обработки хонингованием детали «Цилиндр главный тормозов».
Список литературы:
1. Понятие процесса хонингование. Реферат[электронный ресурс] – сайт. – URL:http://www.coolreferat.com (дата обращения:15.02.12)
2. Хонингование.Cущность процесса хонингования и схемы его осуществления [электронный ресурс] – сайт. – URL: http://dlja-mashinostroitelja.info– (дата обращения:24.02.12)
3. Хонингование. Реферат[электронный ресурс] – Режим доступа:сайт. – URL:http://www.referat.com (дата обращения:5.03.12)
4. Хонингование – один из методов высокоточной обработки отверстий.// Журнал «Экспозиция МашМетСварка» 2009– № 3 – Июнь [электронный ресурс] – сайт. – URL:http://www.mmsv.ru(дата обращения:29.02.12)
5. Хонингование-Википедия. сайт. – URL:
http://ru.wikipedia.org/wiki/%D5%EE%ED%E8%ED%E3%EE%E2%E0%ED%E8%E5(дата обращения 3.03.12)
6. Шишмарев И. В. Машиностроительное производство: учебное пособие. – М.: Машиностроение, 2008. – 336 с.
дипломов