Статья опубликована в рамках: XXXVI Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 24 ноября 2015 г.)
Наука: Технические науки
Секция: Машиностроение
Скачать книгу(-и): Сборник статей конференции
отправлен участнику

АВТОМАТИЗАЦИЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ В ИНТЕГРИРОВАННОЙ СИСТЕМЕ ADEM CAD/CAM/CAPP
Воронцова Яна Дмитриевна
Макарчук Дарья Николаевна
студенты 3 курса, кафедра теории и методики профессионально-технологического образования, Брянский государственный университет им. ак. И.Г. Петровского,
РФ, г. Брянск
E-mail: yanchik_voron96@mail.ru
Селезнев Владимир Аркадьевич
научный руководитель, доцент БГУ,
РФ, г. Брянск
При автоматизированной разработке технологической документации для изготовления деталей металлообработкой применяются различные компьютерные программы. Наиболее приемлемым вариантом являются интегрированные конструкторско-технологические программы, одна из них отечественная разработка ADEM CAD/CAM/CAPP. Эта система позволяет решать различные задачи по подготовке производства в едином программном пространстве. Для подготовки технологической документации в этой программе имеются функции позволяющие существенно сэкономить время разработки технологического процесса. Об одной из них, апробированной авторами, пойдет речь в этой статье [2; 4].
Одной из трудоемких технологических задач является разработка схемы получения отверстий в сплошном металле, для выполнения этой операции требуется подобрать комплект режущего инструмента, определить режимы обработки, подобрать необходимый мерительный инструмент, расчитать нормы времени.
В версии ADEM 9.0 в модуле CAM/CAPP эта задача решается комплексно, на основе исходных данных о требуемых параметрах отверстия [3]. При заполнении разработчиком таблиц в режиме диалога с системой в результате программа предлагает несколько решений этой технологической задачи. В предложенных вариантах отражается схема обработки, необходимый набор режущего и мерительного инструмента, режимы резания и нормы времени. Рассмотрим решение этой задачи на конкретном примере. В детали, показанной на рис. 1 необходимо получить центральное отверстие диаметром 20Н11 с шероховатостью Ra 6.3 мкм, обработка выполняется на токарном станке.

Рисунок 1. Чертеж детали с центральным отверстием
Переходы по получению отверстия входят в состав ранее созданной операции 005 ТОКАРНАЯ. Для автоматизированной разработки перечня переходов по созданию центрального сквозного отверстия диаметром 20 Н11 используем сервис получения маршрута обработки отверстия [1]. Для этого нажимаем правой кнопкой мыши на операции 005 ТОКАРНАЯ 16К20 в окне проекта и последовательно выбираем Сервис – Получение маршрута обработки отверстия, как показано на рис. 2.

Рисунок 2. Получение маршрута обработки отверстия
В открывшемся табло (рис. 3) Получение маршрута обработки отверстия заполним окна, напротив поля Диаметр отв. нажимаем на кнопку Сколоть размер с чертежа ![]() и в появившемся меню выбираем Сколоть размер. Выбираем размер соответствующий обрабатываемой поверхности на эскизе, т. е. 20 Н11. Из списка выбора Шероховатость выбираем шероховатость соответствующую обрабатываемой поверхности, т. е. Ra 0,8…1,6. Далее скалываем с чертежа глубину отверстия в поле Глубина отверстия, т. е. 90.
и в появившемся меню выбираем Сколоть размер. Выбираем размер соответствующий обрабатываемой поверхности на эскизе, т. е. 20 Н11. Из списка выбора Шероховатость выбираем шероховатость соответствующую обрабатываемой поверхности, т. е. Ra 0,8…1,6. Далее скалываем с чертежа глубину отверстия в поле Глубина отверстия, т. е. 90.

Рисунок 3. Окно получения маршрута обработки отверстия
Нажимаем на кнопку ![]() напротив надписи Определить/Передать маршрут обработки отверстия. В появившемся диалоге Выбор из таблицы выбираем номер схемы обработки 1 и нажимаем кнопку OK.
напротив надписи Определить/Передать маршрут обработки отверстия. В появившемся диалоге Выбор из таблицы выбираем номер схемы обработки 1 и нажимаем кнопку OK.
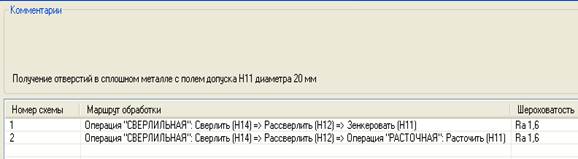
Рисунок 4. Схемы обработки отверстия
Вид окна после проделанных операций представлен на рис. 4. Повторно нажимаем на кнопку ![]() напротив надписи Определить/Передать маршрут обработки отверстия и в появившемся меню выбираем опцию Передать выбранный маршрут в ТП. При выводе системой подтверждения передачи маршрута обработки нажимаем кнопку OK. В диалоге Получение маршрута обработки отверстия нажимаем кнопку Закрыть (рис. 5).
напротив надписи Определить/Передать маршрут обработки отверстия и в появившемся меню выбираем опцию Передать выбранный маршрут в ТП. При выводе системой подтверждения передачи маршрута обработки нажимаем кнопку OK. В диалоге Получение маршрута обработки отверстия нажимаем кнопку Закрыть (рис. 5).
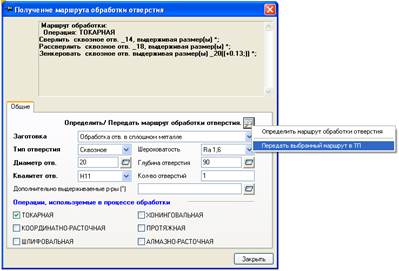
Рисунок 5. Результат обработки отверстия
Переходы обработки отверстия созданы и отображаются в окне проекта (рис. 6) и разделе технологический процесс. Для них из баз данных системы подобраны – режущий и мерительный инструмент, выполнен расчет режимов резания.

Рисунок 6. Окно проекта
Все действия выполнены на основе данных полученных с чертежа, а схем обработки может быть несколько, разработчику остаётся на основе анализа выбрать приемлемый вариант для конкретного производства. Аналогичным способом подбирается перечень переходов для получения резьбовых отверстий. Эта функция существенно сокращает время разработки технологического процесса и исключает технические ошибки при реализации подобных технологических задач.
Список литературы:
- ADEM – Автоматизация проектно-конструкторской и технологической подготовки производства. [Электронный ресурс] – Режим доступа. – URL: http: www.adem.ru (дата обращения 18.11.2015).
- Селезнев В.А. Интегрированные компьютерные конструкторско-технологические CAD/CAM системы в подготовке квалифицированных рабочих. Информационные технологии в проектировании и производстве. – 2012. – № 2. – С. 36–40.
- Селезнев В.А. Компьютерные технологии и образное представление информации в учебном процессе образовательных организаций. Электронный научный журнал // Теория и практика общественного развития. – 2012. – № 1. [Электронный ресурс] – Режим доступа. – URL: http//www.teoria-practica.ru (дата обращения 18.11.2015).
- Селезнев В.А. Программа обучения пользователей ADEM9.0 CAD/CAM/CAPP. Учительский сайт. [Электронный ресурс] – Режим доступа. – URL: http://infourok.ru/user/seleznev-vladimir-arkadevich (дата обращения 18.11.2015).
отправлен участнику