
Статья опубликована в рамках: XXX Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 31 марта 2015 г.)
Наука: Технические науки
Секция: Машиностроение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
отправлен участнику

НЕЙРОСЕТЕВОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССА ДЕФОРМИРОВАНИЯ ПРИ ТЕРМОСИЛОВОЙ ОБРАБОТКЕ
Журавлев Роман Романович
магистрант Тольяттинского государственного университета, РФ, г. Тольятти
E -mail: pr9unik@rambler.ru
Расторгуев Дмитрий Александрович
научный руководитель, канд. тех. наук, доцент Тольяттинского государственного университета, РФ, г. Тольятти
E -mail: Rast_73@mail.ru
В статье рассматривается методика нейросетевого моделирования процесса температурного-силового нагружения при термосиловой обработке маложестких валов как аппроксимация существенно нелинейной зависимости. С использованием аналитических моделей на основе реологического подхода получены исходные данные для обучения нейронной сети. Приведено сравнение точности аппроксимации для разных параметров сети.
При изготовлении маложестких валов для стабилизации остаточных напряжений (ОН) в разных сечениях на всех этапах технологического процесса, начиная с заготовительной стадии, используется способ термосиловой обработки [1; 2; 3; 7; 8]. Это снижает до минимума коробление вала в после операционный период.
При различных видах термообработки маложестких деталей (МЖД) типа вал материал изделий подвергается комплексному воздействию силовых и температурных напряжений. При температурах, выше температуры фазовых превращений, остаточные напряжения стремятся к минимуму, равномерны и в продольных и поперечных сечениях. Основной момент — сохранение этого равновесного состояния до температуры окружающей среды. При остывании заготовки не выполняется условие совместности упруго-пластических деформаций от силовых и температурных воздействий.
Суть способа ТСО [2; 3; 8] заключается в фиксации заготовки в зажимах в стапеле по сферическим шайбам, которые необходимы для самоустановки заготовки при возникновении осевых нагрузок для исключения изгибающих моментов. Необходимые рабочие усилия возникают за счет разности температурных удлинений стапеля и заготовки вследствие подбора их соответствующих коэффициентов температурного расширения.
За счет большего коэффициента линейного расширения стапель при нагреве до рабочей температуры термообработки удлиняется больше заготовки. При остывании, за счет большей теплоемкости, он остывает медленнее заготовки. За счет этого продольная сила сохраняется на всем этапе нагрева — нагружения и охлаждения — разгрузки с плавным снижением осевой силы в конце термообработки.
Зависимость деформация — напряжения носит существенно нелинейный характер и состоит из характерных участков: линейного, так называемой полочки (для углеродистых сталей) и участка упрочнения. Процесс усложняется при изменении температуры в процессе самого деформирования. Для аппроксимации таких зависимостей лучше всего подходит нейросетевое моделирование, особенностью которого является свойство самообучения. В дальнейшем эти модели можно совершенствовать как на основе уточненных аналитических моделей, так и на основе результатов натурных экспериментов.
Для описания упруго-вязко-пластической деформации на основе реологической модели Ишлинского используется следующая формула [4]:
 , (1)
, (1)
где условие отсутствия пластических деформаций
![]() (2)
(2)
условие возникновения пластических деформаций
![]() (3)
(3)
где: ![]() — интенсивность скоростей пластической деформации;
— интенсивность скоростей пластической деформации;
![]() — плотность вероятностного распределения безразмерных пределов текучести. В формулы входит относительный предел текучести t
— плотность вероятностного распределения безразмерных пределов текучести. В формулы входит относительный предел текучести t
![]() . (4)
. (4)
В формулы (1)—(4) входят температурно зависимые параметры — модуль упругости и предел текучести, которые определяются по формулам:
![]() , (5)
, (5)
 , (6)
, (6)
где: ![]() — температура плавления материала, оС;
— температура плавления материала, оС;
![]() — значения модуля при нулевом напряжении, МПа.
— значения модуля при нулевом напряжении, МПа.
По данной модели получены температурные зависимости напряжения — деформация (рис. 1) в виде табличных данных, на основе которых в дальнейшем производится обучение нейронной сети.

Рисунок 1. Данные для обучения нейронной сети
В рассматриваемом случае нейронная сеть используется для аппроксимации непрерывной нелинейной функции [5; 6]. Для обучения нейронной сети необходимо создать обучающую выборку. В данном случае, при аналитическом моделировании нагружения материала при разных температурах получены зависимости от времени значений напряжений, которые являются выходом системы. Входом является в данном случае деформация, но т.к. она одинаковая при всех температурах, а изменения характера отклика определяется температурой, то входные данные скомбинировали. Обучающий вектор задавался в виде линейного возрастания деформации совместно со значением рабочей температуры при которой моделировалось нагружение.
Нейронная сеть представляет собой набор связанных и взаимодействующих между собой нейронов, преобразующих входной сигнал в соответствии с определенной передаточной функцией. Коэффициенты связи нейронов находятся в процессе обучения сети. Создание нейронной сети включает следующие этапы: выбор структуры сети (количество слоев, количество нейронов по слоям, функции активации нейронов); алгоритм и параметры обучения; собственно процесс обучение сети; проверка адекватности обучения.
Для моделирования использовалась двухслойная нейронная сеть с обратным распространением ошибки с сигмоидальной функцией активации в слое скрытых нейронов, число которых менялось. Выходной слой состоял из одного нейрона с линейной функцией активации (рис. 2). Сеть обучалась по алгоритму Левенберга-Маркварта.
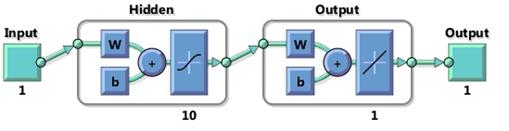
Рисунок 2. Структура нейронной сети
Регрессионная зависимость на рис. 3 показывает степень соответствия выхода обученной сети и заданных значений. Как видно из графиков, увеличение количества нейронов в первом слое приводит к снижению погрешности моделирования. Основная погрешность возникает в месте перехода от линейного участка упругой деформации к стадии пластической деформации. На участке зависимости, соответствующем собственно стадии пластического течения, погрешность составляет менее 1 %.
а)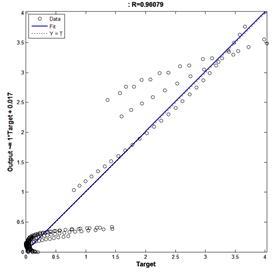
б)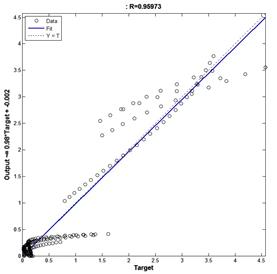
в)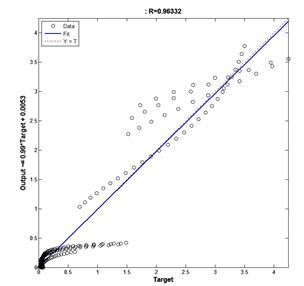
Рисунок 3. Регрессия от числа нейронов в скрытом слое: а — 10 нейронов; б — 15 нейронов; в — 20 нейронов
Полученная нейросетевая модель процесса упруго-пластического деформирования твердого тела при различных температурах адекватно аппроксимирует сложную нелинейную зависимость и может быть использована для исследования и управления процессом термосиловой обработки маложестких заготовок.
Список литературы:
1.Драчев О.И. Новая технология термосиловой обработки маложестких валов / О.И. Драчев, Д.Ю. Воронов, Д.А. Расторгуев // Известия Волгоградского государственного технического университета. — 2004. — № 1. — С. 32—35.
2.Драчев О.И. Повышение эффективности обработки маложестких валов при комбинированном термосиловом нагружении / О.И. Драчев, Д.А. Расторгуев, М.В. Старостина // Металлообработка. — 2012. — № 3 (69). — С. 30—35.
3.Драчев О.И. Экспериментальная установка для равномерного осевого пластического деформирования маложестких деталей при термосиловой обработке / О.И. Драчев, Д.Ю. Воронов, Д.А. Расторгуев // Известия Волгоградского государственного технического университета. — 2004. — № 9. — С. 15—18.
4.Драчев О.И. Моделирование упруго-пластических деформаций при термосиловой обработке / О.И. Драчев, Д.А. Расторгуев, М.В. Старостина // Вектор науки Тольяттинского государственного университета. — 2012. — № 3. — С. 80—85.
5.Медведев В.С. Нейронные сети. Matlab 6 / В.С. Медведев, В.Г. Потемкин. Издательство: Диалог МИФИ 2002. — 496 с.
6.Оссовский С. Нейронные сети для обработки информации / С. Оссовский Издательство: Финансы и статистика М. 2002. — 345 с.
7.Патент РФ № 2232198. Устройство для термосиловой обработки / Д.А. Расторгуев, О.И. Драчев, Д.Ю. Воронов / 2003113840/02; заявл. 12.05.2003; опубл. 10.07.2004.
8.Патент РФ № 2254383. Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления / Д.А. Расторгуев, О.И. Драчев, Д.Ю. Воронов. № 2003136837/02; заявл. 19.12.2003; опубл. 20.06.2005, Бюл. № 17. — 12 с.
отправлен участнику