
Статья опубликована в рамках: XXVII Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 16 декабря 2014 г.)
Наука: Технические науки
Секция: Металлургия
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

АДАПТАЦИЯ МЕТОДИКИ Л.В. АНДРЕЮКА ДЛЯ РАСЧЕТА ПРЕДЕЛА ТЕКУЧЕСТИ ПРИ ГОРЯЧЕЙ ПРОКАТКЕ КРУПНОГАБАРИТНЫХ ЛИСТОВ НА СТАНЕ 5000
Разгулин Игорь Андреевич
студент 5 курса, кафедра обработки металлов давлением МГТУ им Г.И. Носова, РФ, г. Магнитогорск
Белов Владимир Игоревич
студент 5 курса, кафедра обработки металлов давлением МГТУ им Г.И. Носова, РФ, г. Магнитогорск
E -mail: beliyvovan@yandex.ru
Румянцев Михаил Игоревич
научный руководитель, канд. техн. наук, профессор МГТУ им Г.И. Носова, РФ, г. Магнитогорск
В исследованиях ученых России и стран СНГ для расчета предела текучести металла![]() при горячей прокатке широко используется формула Л.В. Андреюка[1]. Преимуществом данной формулы является то, что она позволяет учесть влияние на
при горячей прокатке широко используется формула Л.В. Андреюка[1]. Преимуществом данной формулы является то, что она позволяет учесть влияние на ![]() реального химического состава стали. Однако область её применения ограничена следующими значениями термомеханических параметров: степень деформации
реального химического состава стали. Однако область её применения ограничена следующими значениями термомеханических параметров: степень деформации ![]() = 0,05 – 0,3; скорость деформации
= 0,05 – 0,3; скорость деформации ![]() = 0,01 – 150 с-1; температура деформации
= 0,01 – 150 с-1; температура деформации ![]() = 800 – 1300
= 800 – 1300![]() . С целью возможности применения формулы Андреюка для моделирования прокатки при температурах менее 800
. С целью возможности применения формулы Андреюка для моделирования прокатки при температурах менее 800 ![]() в работе[2] предложено дополнить её коэффициентом
в работе[2] предложено дополнить её коэффициентом ![]() , который отображает изменчивость свойств металла в связи с фазовыми превращениями.
, который отображает изменчивость свойств металла в связи с фазовыми превращениями.
|
|
(1) |
С учетом указанного дополнения формула принимает вид:
|
|
(2) |
Чтобы оценить возможность использования формулы (2) для расчета параметров прокатки на стане 5000 сравнили получаемые значения со значениями предела текучести, найденными пересчетом по фактическим параметрам процесса прокатки:
|
|
(3) |
где: ![]() — напряжение текучести, МПа;
— напряжение текучести, МПа;
![]() — усилие прокатки, Н;
— усилие прокатки, Н;
![]() — площадь поверхности контакта металла с валком, мм2:
— площадь поверхности контакта металла с валком, мм2:
|
|
(4) |
где: ![]() — начальная ширина листа, мм;
— начальная ширина листа, мм;
![]() — конечная ширина листа, мм;
— конечная ширина листа, мм;
![]() — длина очага деформации, мм:
— длина очага деформации, мм:
|
|
(5) |
где: ![]() — радиус валков, мм. Для стана 5000
— радиус валков, мм. Для стана 5000 ![]() = 600 мм;
= 600 мм;
![]() — коэффициент напряженного состояния;
— коэффициент напряженного состояния;
![]() — абсолютное обжатие:
— абсолютное обжатие:
|
|
(6) |
![]() — толщины листа на входе и выходе из очага деформации;
— толщины листа на входе и выходе из очага деформации;
Коэффициент напряженного состояния ![]() рассчитывали по следующей методике[3]:
рассчитывали по следующей методике[3]:
|
|
(7) |
где: ![]() — коэффициент влияния внешнего трения:
— коэффициент влияния внешнего трения:
|
|
(8) |
 ;
;
![]() — характеристика высоты очага деформации:
— характеристика высоты очага деформации:
|
|
(9) |
![]() — средняя толщина листа в очаге деформации:
— средняя толщина листа в очаге деформации:
|
|
(10) |
где: ![]() — коэффициент влияния внешних зон:
— коэффициент влияния внешних зон:
|
|
(11) |
 ;
;
![]() — угол захвата, рад;
— угол захвата, рад;
|
|
(12) |
где: ![]() — коэффициент влияния ширины листа:
— коэффициент влияния ширины листа:
|
|
(13) |
![]() — отношение длины очага деформации к абсолютному обжатию;
— отношение длины очага деформации к абсолютному обжатию;
|
|
(14) |
![]() — соотношение толщины листа до и после прохода;
— соотношение толщины листа до и после прохода;
|
|
(15) |
![]() — средняя ширина полосы, мм;
— средняя ширина полосы, мм;
|
|
(16) |
где: ![]() — коэффициент Лоде:
— коэффициент Лоде:
|
|
(17) |
 .
.
Параметры ![]() определяли с помощью датчиков АСУ ТП стана. Изучали прокатку низколегированной стали класса прочности К65, а также стали марок 15ХСНДА, Ст3сп. На рисунках 1—5 представлены степени деформации (рис. 1), скорости прокатки (рис. 2) и скорости деформации (рис. 3), температуры прокатки (рис. 4), а также погонные (отнесенные к ширине листа) усилия прокатки (рис. 5). Пробелы на графиках заменяют некорректные показания датчиков.
определяли с помощью датчиков АСУ ТП стана. Изучали прокатку низколегированной стали класса прочности К65, а также стали марок 15ХСНДА, Ст3сп. На рисунках 1—5 представлены степени деформации (рис. 1), скорости прокатки (рис. 2) и скорости деформации (рис. 3), температуры прокатки (рис. 4), а также погонные (отнесенные к ширине листа) усилия прокатки (рис. 5). Пробелы на графиках заменяют некорректные показания датчиков.
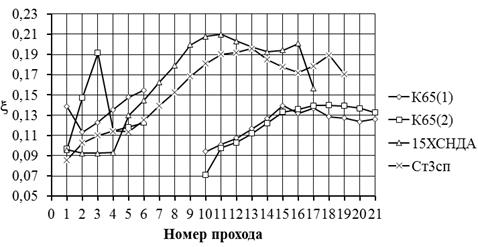
Рисунок 1. Степень деформации различных марок сталей по проходам
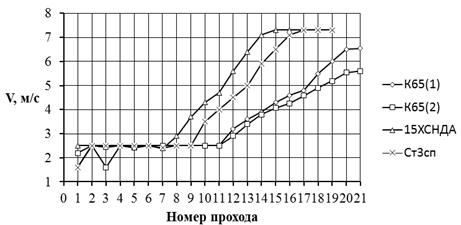
Рисунок 2. Скорость прокатки различных марок сталей по проходам
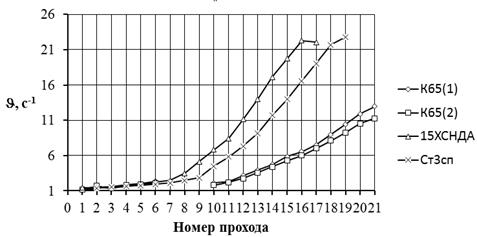
Рисунок 3. Скорость деформации различных марок сталей по проходам

Рисунок 4. Температура прокатки различных марок сталей по проходам
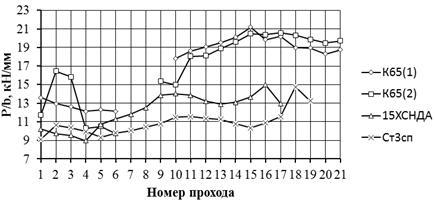
Рисунок 5. Усилие прокатки отнесенное к средней ширине для различных марок сталей по проходам
Сопоставление значений предела текучести рассчитанных по формулам (2) и (3) показывает достаточно высокое соответствие результатов (рисунок 6). В данном случае показатель достоверности аппроксимации R2 характеризует степень соответствия прогнозируемых и действительных значений. Следовательно, степень соответствия между значениями напряжения текучести рассчитанными по формуле (2) и экспериментальными по формуле (3) равна 82,6 %.
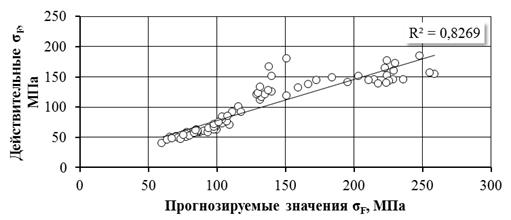
Рисунок 6. Сравнение действительных значений предела текучести по формуле (3) с прогнозируемыми по формуле (2)
Для повышения точности расчета предела текучести по формуле (2) посчитали необходимым дополнить её поправочным коэффициентом ![]() , который учитывает влияние на погрешность расчета действительных значений степени и скорости деформации. С применением модуля общих регрессионных моделей программы STATISTICA по методу исключения переменных получили следующую зависимость коэффициента
, который учитывает влияние на погрешность расчета действительных значений степени и скорости деформации. С применением модуля общих регрессионных моделей программы STATISTICA по методу исключения переменных получили следующую зависимость коэффициента ![]() , от условий прокатки :
, от условий прокатки :
|
|
(18) |
 ,
,
С учетом этого коэффициента формула (2) приобретает вид:
|
|
(19) |
Расчеты по формуле (19) показали, что соответствие с экспериментальными данными возросло до 94,7 % (рис. 7).
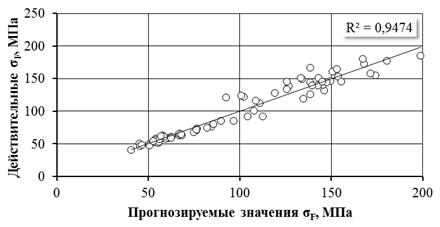
Рисунок 7. Сравнение действительных значений сопротивления деформации с расчетными по формуле (19)
Таким образом, в результате исследования фактических данных, полученных на толстолистовом стане 5000 уравнение для расчета предела текучести, предложенное Л.В. Андреюком, дополнено коэффициентом влияния фазовых превращений ![]() и коэффициентом адаптации по скорости и степени деформации
и коэффициентом адаптации по скорости и степени деформации ![]() . Получена формула для расчета коэффициента
. Получена формула для расчета коэффициента ![]() , что позволило добиться степени соответствия расчетных и экспериментальных значений предела текучести на уровне 94,7 %.
, что позволило добиться степени соответствия расчетных и экспериментальных значений предела текучести на уровне 94,7 %.
Список литературы:
- Коновалов Ю.В., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки. Справочник. М.: «Металлургия», 1986. — С. 18—24.
- Румянцев М.И. Опыт построения и применения моделей сопротивления деформации для автоматизированного проектирования режимов прокатки. Современные металлические материалы и технологии (СММТ 2013): труды международной научно-технической конференции. СПб.: Изд-во Политехн. Ун-та. 2013. — С. 408—410.
- Шабалов И.П., Морозов Ю.Д., Эфрон Л.И. Стали для труб и строительных конструкций с повышенными эксплуатационными свойствами. М.: Металлург издат, 2003. — С. 358—359.
дипломов