
Статья опубликована в рамках: XXVII Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 16 декабря 2014 г.)
Наука: Технические науки
Секция: Машиностроение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ИССЛЕДОВАНИЕ СТРУКТУРЫ И СВОЙСТВ НАПЛАВЛЕННЫХ ШТАМПОВ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ С ЦЕЛЬЮ ПОВЫШЕНИЯ СТОЙКОСТИ
Хайруллин Руслан Айратович
Мартемьянова Ольга Николаевна
Раджабов Марат Равильевич
магистранты, кафедра «Машиностроение», Набережночелнинский институт КФУ, РФ, г. Набережные Челны
E -mail: guanava@mail.ru
Кужагильдин Рим Салихович
научный руководитель, доцент, кафедра «Машиностроение», Набережночелнинский институт КФУ, РФ, г. Набережные Челны
Крупные штампы для горячей объемной штамповки, изготовление которых характеризуется высокой металлоемкостью, восстанавливают методом наплавки. Наплавка — это нанесение слоя металла на поверхность штампа посредством сварки плавлением. В качестве электрода используется порошковая проволока.
Проблематика: низкая стойкость штампов восстановленных методом наплавки (порядка 2,5 тысяч поковок) по сравнению со вновь изготовленными штампами из стали 4Х5МФС (порядка 5 тысяч поковок). Низкая стойкость штамповой оснастки увеличивает себестоимость изготовления поковок, снижает производительность труда.
Ремонт вставок методом наплавки включает следующие основные операции:
1. Отпуск для снятия ковочных напряжений;
2. Слесарная обработка — очищение вставок от производственных отходов и грязи;
3. Воздушно-дуговая резка — по всему ручью штампа снимают выработанный слой, на глубину не менее 10 мм. Разгарные трещины вырезаются до их исчезновения;
4. Очистка дробеструйная — очищают вставку дробеметом;
5. Нагрев штампа перед наплавкой. Нагрев проводится в шахтной электропечи, нагретой до температуры 500 ºС. Время нагрева 2 мин. на 1 мм толщины;
6. Наплавка дуговая в инертных газах плавящимся электродом. Наплавку выполняют с самой нижней точки, предварительно создав удерживающий порог, путем наплавки валика по периметру наплавляемого участка. Перед наплавкой каждого последующего слоя, с уже наплавленного слоя тщательно удаляется шлак и проковывается наплавленный слой пневматическим молотком. При накладывании каждого последующего наплавляемого слоя меняется направление движения.
7. Отпуск — проводится для получения необходимой твердости наплавленного слоя;
Анализ стойкости наплавленных штампов проводился на примере восстановления ковочного штампа для поковки коленчатого вала.
Наиболее интенсивный износ наплавленных штампов происходит на перемычках между противовесами. Под действием сил трения и высоких удельных усилий металл перетекает на боковую поверхность, что вызывает образование поднутрений и становится причиной «залипания» поковки. Другой причиной, по которой штампы отправляют на ремонт, является выкрашивание металла гравюры тонких второй и четвертой коренных шеек.
Для исследования структуры наплавленных штампов были проведены лабораторные исследования на пяти наплавленных образцах.
Наплавленные образцы в лабораторных условиях прошли нагрев под отпуск при температурах 520 °С, 535 °С, 550 °С, 560 °С и 570 °С, выдержаны 2 часа и охлаждены на воздухе.
На наплавленных образцах были проведены следующие исследования:
1. Замер твёрдости поверхности наплавки до и после отпуска;
2. Анализ химсостава;
3. Стилоскопический анализ;
4. Замер твёрдости и микроанализв поперечном сечении до отпуска;
5. Замер твёрдости и микроанализ в поперечном сечении после отпуска
6. Макроанализ до и после отпуска.
Замер твердости по сечениям наплавленных образцов после отпуска выявил разность значений твердости в зависимости от расстояния от основного металла. Поперечное сечение наплавленного образца после отпуска показано на рисунке 1. Распределение твердости по сечениям образцов после отпуска приведены в таблице 1.

Рисунок 1. Поперечное сечение наплавленного образца после отпуска и проведенного замера твердости
Таблица 1.
Распределение твердости по сечениям образцов после отпуска
|
Расстояние от поверх-ности основного метала, мм |
Твёрдость образца №1 отпуск при 520°С |
Твёрдость образца №3 отпуск при 550°С |
Твёрдость образца №5 отпуск при 570°С |
||||||
|
HRC |
HB |
слой |
HRC |
HB |
слой |
HRC |
HB |
слой |
|
|
3 |
- |
179 |
Основной металл |
- |
179 |
Основной металл |
- |
179 |
Основной металл |
|
6 |
- |
- |
- |
||||||
|
9 |
- |
- |
- |
||||||
|
12 |
32 |
- |
- |
- |
- |
- |
- |
||
|
15 |
50 |
- |
1 слой |
- |
- |
- |
- |
- |
|
|
18 |
47 |
- |
1 слой |
44,5 |
- |
1 слой |
39 |
- |
1 слой |
|
21 |
49,5 |
- |
2 слой |
42,5 |
- |
2 слой |
39,5 |
- |
2 слой |
|
24 |
48 |
- |
3 слой |
46 |
- |
3 слой |
39 |
- |
3 слой |
|
27 |
47 |
- |
3 слой |
45,5 |
- |
3 слой |
38 |
- |
3 слой |
|
30 |
40 |
- |
3 слой |
44,5 |
- |
3 слой |
39 |
- |
3 слой |
Анализ микроструктуры наплавленных образцов по слоям выявил различность структур в зависимости от слоя наплавки.
Результаты анализа микроструктуры образца отпущенного при температуре 550 °С.
Микроструктура основного металла (рисунок 2а) — перлит сорбитообразный, феррит в виде зёрен, слегка распределён в строчки. Балл зерна № 8—9(10).
Микроструктура 1-го слоя наплавки (рисунок 2б) — крупноигольчатый мартенсит 8—9 балла, ГОСТ8233-56, белая составляющая.
Микроструктура 2-го слоя наплавки (рисунок 2в) — среднеигольчатый мартенсит 6 балла, ГОСТ 8233-56, белая составляющая.
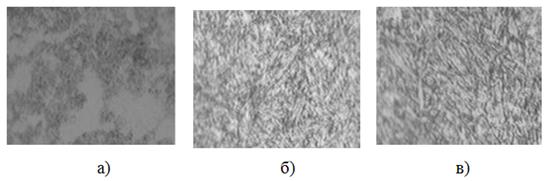
Рисунок 2. Микроструктура образца после отпуска: а) основного металла; б) первого слоя наплавки; в) третьего слоя наплавки
Различные структуры наплавленных слоев и неравномерность твердости по сечению наплавленных образцов ведет к образованию концентраторов напряжений на границах слоев, вследствие различного сопротивления деформации структур.
Соответственно неоднородность структуры и твердости по сечению наплавленного металла при циклических нагрузках увеличивает вероятность разрушения наплавленного слоя.
Анализ химического состава наплавленного слоя подтвердил соответствие химического состава, составу заявленному производителем проволоки для наплавки. Химический состав наплавленного слоя приведен в таблице 2
Таблица 2.
Химический состав наплавленного слоя
|
Химический элемент |
C |
Si |
Mn |
Cr |
Ni |
Mo |
|
Содержание % |
0,13 |
0,49 |
0,94 |
9,31 |
1,62 |
2,60 |
Для определения величины температур и напряжений, действующих на поверхности штампа на участках подверженных наибольшему износу процесс штамповки смоделирован в программном комплексе QFORM. По результатам моделирования штамповки в окончательном переходе, перемычки между противовесами нагреваются с 300 ºС (начальная температура нагрева штампов) до 680 ºС при среднем напряжении 1200 МПА. Следовательно, при выборе материала для наплавки применимы рекомендации данные в статье Соколова Г.Н. [1, с. 51—59].
Исследованиями Соколова Г.Н. установлено, что в наплавленном металле системы Fe-Cr-Mo-C при соотношениях атомных содержаний Мо/С и Cr/С в диапазонах соответственно 0,3…0,5 и 2,5…3,0 , а также предельном (масс. %) содержании углерода до 2,8, хрома до 30, молибдена до 7 и никеля до 2 реализуются повышенные, в сравнении с промышленными инструментальными материалами, сопротивление пластической деформации и износостойкость при температурах до 700 °С за счет формирования композиционной структуры [1, с. 51—59].
После сравнения химического состава наплавленного слоя с рекомендациями можно сделать вывод о нерациональности применения проволоки с данным химическим составом, так как химический состав не удовлетворяет рекомендуемым рациональным соотношениям, вследствие чего данная проволока не обеспечивает необходимого сочетания механических свойств в условиях работы штампов горячего деформирования для поковки коленчатого вала.
В качестве эксперимента в инструментальном цехе была произведена дополнительная шлифовка гравюры наплавленного штампа после окончательной механической обработки, с целью уменьшения шероховатости гравюры. В результате было отмечено значительное повышение стойкости штампа, которая составила порядка 4000 у первого экспериментального комплекта оснастки и более 3800 поковок у второго комплекта.
В результате проведенных исследований были сформулированы следующие рекомендации для повышения стойкости штампов восстановленных методом наплавки:
1. Наплавленные штампы необходимо подвергать термической обработке по режимам, обеспечивающим наименьший разброс твердости и наибольшую равномерность структуры по сечению наплавленных штампов (570 ºС) для снижения образования концентраторов напряжений на границах наплавленных слоев.
2. Необходимо подобрать материал для наплавки с химическим составом, наиболее рациональным для штампов горячей объемной штамповки работающих при температурах до 700 ºС.
3. Дополнительная шлифовка гравюры штампа позволяет существенно повысить стойкость.
Список литературы:
1.Соколов Г.Н. Новые термостойкие композиционные материалы для наплавки на прессовый инструмент// Вопросы материаловедения. — 2004. — № 4. — С. 51—59.
дипломов