Статья опубликована в рамках: XIII Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 31 октября 2013 г.)
Наука: Технические науки
Секция: Технологии
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

СРАВНИТЕЛЬНЫЙ АНАЛИЗ ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ РАЗЛИЧНЫХ КОНСТРУКЦИЙ НОЖЕВЫХ ГАРНИТУР
Федорова Ольга Николаевна
магистрант 1 курса, кафедра Машины и аппараты промышленных технологий СибГТУ, г. Красноярск
Шуркина Валентина Ивановна
аспирант 1 курса, кафедра Машины и аппараты промышленных технологий СибГТУ, г. Красноярск
E-mail: Welta0007@mail.ru
Алашкевич Юрий Давыдович
научный руководитель, д-р техн. наук, профессор СибГТУ, г. Красноярск
Размалывающая гарнитура — основной рабочий орган мельницы, осуществляющий непосредственное воздействие на волокна в процессе их обработки.
Известно, что характер исполнения рисунка ножевой размалывающей поверхности диска зависит от его геометрических особенностей [5, 7].
Принято считать, что определяющими параметрами являются:
· толщина ножей;
· Ширина и глубина межножевых канавок;
· Толщина и высота перегородок, при наличии их в межножевых канавках;
· Угол наклона режущих кромок к радиусу диска;
· Вектор наклона режущих кромок ножей относительно направления вращения гарнитуры;
· Характер расположения режущих кромок ножей ротора и статора относительно центра вращения;
· Угол скрещивания режущих кромок ножей и т. д.
Поэтому общая классификация может включать в себя множество подвидов, в свою очередь классифицированных по различным признакам [1].
Наиболее характерные схемы расположения ножей на рабочей поверхности гарнитуры, применяемой на отечественных дисковых мельницах, представлены на рисунке 1.
Гарнитура для отечественных дисковых мельниц, применяемых для размола массы низкой концентрации, по количеству ножей’ приближается ко второму условному типу гарнитуры. Она имеет три зоны (реже две) заходную, среднюю и периферическую. Заходная зона служит для создания определенной направленности потока массы и на результаты размола влияния не оказывает. Средняя зона имеет, как правило, более крупные и реже расположенные ножи, чем периферическая [6].
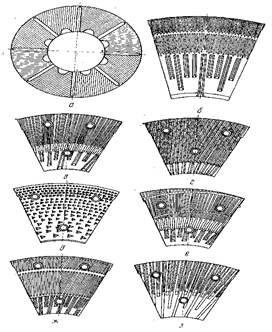
Рисунок 1. Гарнитура, размалывающая для дисковых мельниц: а — нарезная из цельных дисков; б — для размола щепы и массы высокой концентрации; в — радиальная; г — с расположенными ножами и перемычками; д — шипообразная; е — радиальная со спирально расположенными перемычками; ж — с параллельно расположенными ножами и с разделительной канавкой; з — радиальная с перемычками для предварительного размола
Известна размалывающая гарнитура дисковой мельницы, включающая роторный и статорный диски, снабженные прямолинейными ножами, чередующимися со сквозными межножевыми канавками.
Недостатком данной гарнитуры являются то, что угол наклона прямолинейных режущих кромок ножей к радиусу выходной окружной кромки зависит от угла их наклона к радиусу входной окружной кромки и всегда меньше по величине.
За счет этого касательные составляющие окружных скоростей и сил на входе всегда больше, чем на выходе. Поскольку на выходе, за счет подпора массы, скапливается основная часть сконцентрированного волокнистого полуфабриката, превалирование нормальных составляющих окружных скоростей и сил над касательными ведет к его рубке и резке, что снижает качество готового продукта.
Наиболее близким по технической сущности известным решением является устройство для измельчения материалов, включающее рабочий орган, выполненный в виде двух дисков, один из которых неподвижен, а другой установлен с возможностью вращения, рабочие поверхности дисков, обращенные друг к другу, снабжены радиальными спиральными выступами и направлены, соответственно, в противоположные стороны.
Спиральная форма выступов создает технические сложности при производственном выполнении рисунка ножевых выступов.
Радиальная форма спирального выступа подразумевает, что, например, линия его рабочей кромки проходит через центр диска, а касательная, проведенная к ней из центра, совпадает с радиусом диска. При таком построении угол наклона касательной рабочей кромки единичного спирального выступа к радиусу произвольной окружной кромки диска, в точке их пересечения, имеет минимальное значение. Это снижает величины касательных составляющих окружной скорости и силы в этой точке. Преобладание больших по величине нормальных составляющих, способствует рубке волокнистого полуфабриката, снижению качества готового продукта и производительности, увеличению потерь в виде необратимых отходов [2].
Задачу повышения качества обработки волокнистого полуфабриката, повышения производительности и снижения энергозатрат решает использование размалывающей гарнитуры с криволинейной формой ножей (рисунок 2).
Технический эффект заключается в:
· увеличении доли касательных составляющих окружных скоростей и сил;
· сохранении целостности ножей от входной окружной кромки до наружной.
Научными работниками кафедры Машины и аппараты промышленных технологий Сибирского государственного технологического университета на гарнитуру получен патент [3].
Для обеспечения указанного технического эффекта в размалывающей гарнитуре, включающей роторный и статорный диски, рабочие поверхности дисков, обращенные одна к другой, снабжены криволинейными ножевыми выступами, направленными, соответственно, в противоположные стороны. Согласно изобретению режущие кромки ножевых выступов роторного и статорного дисков выполнены круговыми и с эксцентриситетом относительно центра диска.
Круговая форма позволяет упростить технологию производственного выполнения рисунка ножевых выступов по сравнению с другими криволинейными ножами.
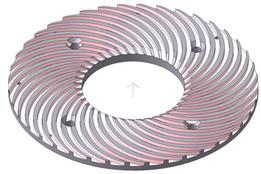
Рисунок 2. Гарнитура № 1
Однако гарнитура содержит меньшее количество ножей по сравнению с традиционными гарнитурами и размеры ножей и ячеек изменяются в направлении от центра к переферии.
Позже была разработана гарнитура № 2 (рисунок 3) [4] так же с криволинейной формой ножей, сохраняющая достоинства гарнитуры № 1 и учитывающая ее недостатки.
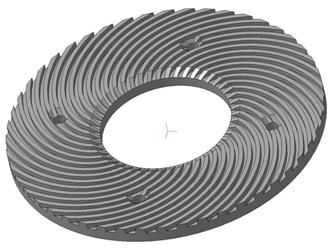
Рисунок 3. Гарнитура № 2
Технический эффект данной гарнитуры заключается в:
· увеличении доли касательных составляющих окружных скоростей и сил;
· сохранении целостности ножей от входной окружной кромки до наружной.
· наиболее плотном расположении ножей гарнитуры по поверхности диска;
· сохранении ширины ячеек и ширины ножей от входной окружной кромки до наружной.
Выводы:
Использование предлагаемой размалывающей гарнитуры с криволинейными ножами позволит:
· повысить качество обработки за счет преобладающего воздействия касательных усилий на волокнистый полуфабрикат, что способствует его большей фибрилляции, сохранению природной длины волокна и снижению потерь в виде необратимых отходов;
· повысить производительность за счет снижения потерь в виде необратимых отходов;
· снизить энергозатраты за счет повышения скользящего эффекта в местах контакта ножевых выступов.
Список литературы:
1.Алашкевич Ю.Д. Влияние рисунка гарнитуры на процесс размола волокнистых полуфабрикатов: Монография в 2-х частях. Часть 1 / Ю.Д. Алашкевич Ю.Д., Ковалев В.И, А.А. Набиева А.А.. Красноярск: СибГТУ, 2010. — 168 с. Рисунков 19, библиогр.: 129 назв.
2. Алашкевич Ю.Д., Ковалев В.И., Набиева А.А. / Патент на изобретение № 2314381 Размалывающая гарнитура для дисковой мельницы МПК D21D1/30 (2006.01)B02C7/12 (2006.01).
3.Алашкевич Ю.Д., Ковалев В.И., Харин В.Ф., Мухачев А.П. / Патент на изобретение № 2307883 Размалывающая гарнитура МПК D21D1/30 (2006.01)B02C7/12 (2006.01).
4.Алашкевич Ю.Д., Ковалев В.И., Пахарь Е.Е., Нестеров Д.В. / Патент на изобретение № 2365695 Размалывающая гарнитура МПК D21D1/30 (2006.01)B02C7/12 (2006.01).
5.Легоцкий С.С. Размол бумажной массы / С.С. Легоцкий, Л.Н. Лаптев. М.: Лесная промышленность, 1981. — С. 93.
6.Легоцкий С.С. Новые виды размалывающих гарнитур дисковых мельниц[Текст]: Обзор. Информ / С.С. Легоцкий М.: 1985. — 43 с.
7.Оборудование целлюлозно-бумажного производства / под ред. В.А. Чичаева. М.: Лесная промышленность, — 1981. — Т. 1. — С. 365.
дипломов