Статья опубликована в рамках: XI Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 06 мая 2013 г.)
Наука: Технические науки
Секция: Технологии
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ УСИЛИЙ ПРИ ХОЛОДНОЙ ГИБКЕ ТРУБ С ОБКАТЫВАНИЕМ
Иванов Никита Владимирович
студент 5 курса, факультет техники и технологии, филиал ФГБОУ ВПО «ЮУрГУ» (НИУ) в г. Златоусте
E-mail: koollerok@mail.ru
Козлов Александр Васильевич
научный руководитель, д-р техн. наук, профессор, филиал ФГБОУ ВПО «ЮУрГУ» (НИУ) в г. Златоусте
E-mail: kozlov@zb-susu.ru
Гибка труб — основная операция технологического процесса изготовления криволинейных деталей трубопроводов. В современных промышленных условиях очень сложно произвести качественную холодную гибку труб диаметром более 6,0 мм.
В Южно-Уральском государственном университете на кафедре технологии машиностроения, станков и инструментов разработана технология холодной гибки труб различных диаметров. В основе данной технологии лежит создание в изгибаемой трубе перемещающейся пластической зоны, в каждой точке которой под воздействием сосредоточенных радиальных сил возникают знакопеременные изгибные напряжения стенок трубы. В результате при приложении к трубе относительно небольшого изгибающего момента в кольцевой зоне происходит гибка трубы [2]. Одним из способов такого воздействия на изгибаемую трубу является ее обкатывание и раскатывание вращающимися шариками. Преимуществом обкатывания (рис. 1) по сравнению с раскатыванием является возможность его применения для труб с внутренним защитным покрытием, которое при этом не будет повреждено.
Схема деформация трубы при ее обкатывании по наружной поверхности представлена на рис. 2 [3].
При обкатывании стенка трубы испытывает знакопеременные изгибные напряжения, что создает условия для образования «пластических шарниров». При воздействии шариков обкатной головки на поверхность трубы, стенка трубы прогибается внутрь непосредственно под самим шариком, а в местах, где давление шарика отсутствует, стенка трубы прогибается в противоположную сторону [4].
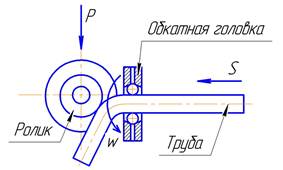
Рисунок 1. Схема гибки труб с обкатыванием
Рисунок 2. Схема деформации трубы при обкатывании
Теоретически было рассчитано усилие, необходимое для гибки труб без использования обкатного инструмента. Расчеты были произведены на основе известных зависимостей из условия прочности материала трубы [1]. Установлено, что изгиб трубы Ø 60 мм с толщиной стенки 3 мм из стали 20 (ГОСТ 1050-88) начинается при воздействии на неё поперечной силы равной P = 23 000 Н.
Для исследования новой технологии гибки труб была спроектирована лабораторная установка. Кинематическая схема установки показана на рис. 3.
Вращение от двигателя 6 через ремённую передачу сообщается червяку 7, червяк, в свою очередь, передает вращение на червячное колесо, соединенное с цепной передачей 8, которая вращает ходовой винт подачи трубы 9. Главное движение от электродвигателя 5 передаётся на обкатную головку 1. При помощи прижимного ролика 3 происходит фиксация трубы в направляющей 2 и создается изгибающее усилие. Труба 4 устанавливается в обкатную головку 1, другой конец трубы упирается в подающий винт 9. После чего задается необходимый натяг в обкатной головке. Подается вращение на обкатную головку, затем включается продольная и поперечная подача.
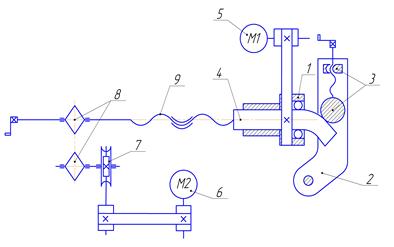
Рисунок 3. Кинематическая схема лабораторной установки
Внешний вид лабораторной установки представлен на рис. 4.
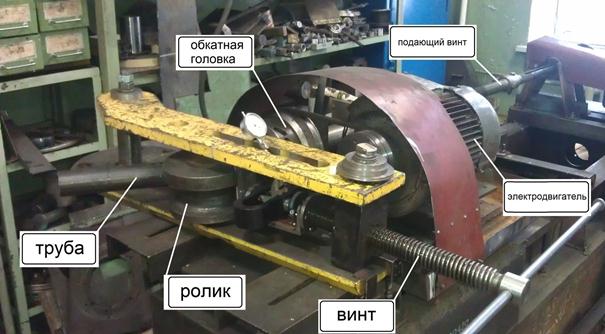
Рисунок 4. Внешний вид установки
Для получения экспериментальных данных об усилиях гибки при различных параметрах в прижимной механизм был установлен динамометр. За основу был принят серийный динамометр сжатия модели ДС-3, так как он подходит по габаритным размерам и основным характеристикам. Динамометр расположен между винтом и прижимным роликом. Было разработано приспособление для крепления динамометра на установке (рис. 5).
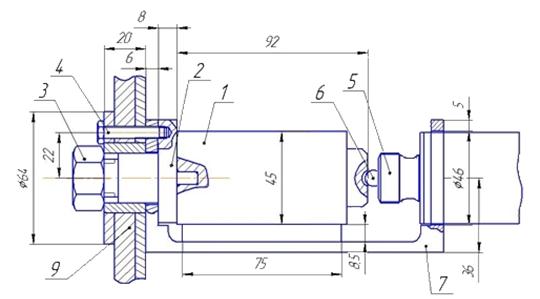
Рисунок 5. Схема крепления динамометра
Динамометр устанавливается на специальной скобе 7, которая в свою очередь крепится к серьге 9 прижимного ролика с помощью оси 2, гайки 3 и болта 4. Ось служит для фиксации динамометра, обеспечения соосности и передачи усилия от динамометра 1 на прижимной ролик. Между винтом 5 и динамометром 1 находится шарик 6. При гибке трубы винт поворачивается и ролик совершает перемещение перпендикулярно оси трубы. При этом деформация скобы динамометра, пропорциональная усилию гибки, будет отображаться на индикаторе динамометра. Внешний вид установленного динамометра представлен на рис. 6.
В качестве образцов для проведения эксперимента была использована труба, материал — Сталь 20. Геометрические параметры образцов: длина — 1200 мм; диаметр — 60 мм ;толщина стеки — 3 мм.
Была проведена серия экспериментов с обкатыванием изгибаемой трубы на различных режимах гибки, главными из которых являются натяг обкатной головки и скорость продольной подачи трубы.
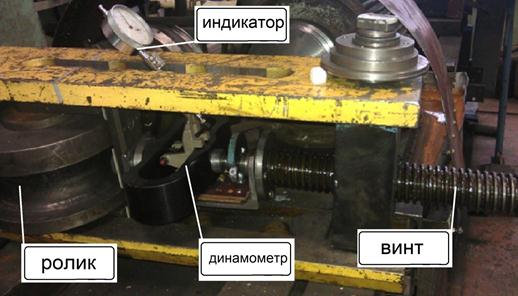
Рисунок 6. Динамометр на прижимном ролике
Также было произведено измерение усилия гибки трубы без использования обкатного инструмента. Измерения производились при подаче 80 мм/мин. Полученное усилие составляет 22 500 Н, что совпадает с теоретически рассчитанным значением. На рис. 7 представлен один из образцов, который был обработан на лабораторной установке.

Рисунок 7. Образец после обработки
Полученные результаты измерений представлены в таблице № 1 и в графическом виде на рис. 8.
Проанализировав полученные результаты, можно сделать следующие выводы:
1. усилие гибки при воздействии на трубу обкатного инструмента в 1,5—2,7 раза (в зависимости от режима работы установки) ниже, чем усилие гибки без использования обкатного инструмента;
2. наименьшее усилие гибки достигалось при минимальном значении продольной подачи. При увеличении подачи в 4 раза усилие гибки трубы возрастает на 11,5—20,5 %;
3. радиус гибки обеспечивается в пределах 3,5—5D трубы;
4. при гибке трубы с обкатыванием сохраняется внутреннее защитное покрытие трубы.
Таблица 1.
Результаты проведения эксперимента
|
Натяг, мм |
Подача, мм/мин |
Максимальное усилие в момент нагрузки, Н |
Усилие гибки в установившемся режиме, Н |
|
0,7; 1,5; 2 |
20 |
11 000 |
8500 |
|
0,7; 1,5; 2 |
40 |
13 500 |
9000 |
|
0,7; 1,5; 2 |
80 |
15 500 |
9500 |
 а)
а)
 б)
б)
Рисунок 8. Графики зависимости усилия гибки от подачи при натяге 0,7 мм: а — максимально усилие в момент нагрузки; б — усилие в установившемся режиме
Список литературы:
1.Беляев Н.М. Сопротивление материалов. — М.: Наука, 1976. — 608 с.
2.Козлов А.В., Бобылев А.В. Технология и оборудование холодной гибки тонкостенных труб: монография. — Челябинск: Изд-во ЮУрГУ, 2007. — 169 с.
3.Козлов А.В., Лакирев С.Г., Хилькевич Я.М. Новая технология гибки труб // Прогрессивная технология чистовой и отделочной обработки. — Челябинск: ЧГТУ, 1993.
4.Козлов А.В., Дерябин И.П. Холодная гибка с воздействием на изгибаемую трубу вращающимся раскатником-обкатником // Надежность и качество в промышленности, энергетике и на транспорте: труды международной конференции. — Самара: СамГТУ, 1999. — Ч. 1.
дипломов