Статья опубликована в рамках: IX Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 07 марта 2013 г.)
Наука: Технические науки
Секция: Металлургия
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

МЕТОДЫ НАНЕСЕНИЯ НА ОПРАВКУ ИЗНОСОСТОЙКОГО СЛОЯ ДЛЯ ПОВЫШЕНИЯ ЕЕ РАБОТОСПОСОБНОСТИ
Чугункин Сергей Владимирович
студент 6 курса, кафедра МиТЛП ВолгГТУ, г. Волгоград
E-mail: renyss@yandex.ru
Цурихин Сергей Николаевич
научный руководитель, доцент ВолгГТУ, г. Волгоград
Оправка — металлургический инструмент для формирование внутреннего отверстия в заготовке.
Современный этап развития техники обусловливает повышение требования к быстроизнашивающемуся металлургическому инструменту, к которому относятся, в частности, оправки трубопрошивного стана. Циклическое температурно-силовое воздействие (ЦТСВ) на оправки приводит к быстрому износу наиболее нагруженной их части — носка. Оправки прошивного стана имеют низкую технологическую надежность, которая определяется, преимущественно, сопротивлением металла носка оправки пластической деформации [4, с. 5]. Во время работы оправки подвергаются длительному циклическому воздействию высокой температуры (носик разогревается до 1000°С) и значительного давления (до 170 МПа), поэтому материал оправок должен обладать высокой прочностью, термостойкостью и повышенной теплопроводностью.
На практике наиболее распространенным и трудноустранимым видом брака бесшовных труб являются внутренние плены и трещины прокатного или металлургического происхождения. Возникновение их при прокатке в основном связано с центральным разрушением металла перед носком оправки во время процесса прошивки заготовок, вызванным специфическими условиями деформации металла в осевой зоне.
Известны конструктивные решения, позволяющие снизить износ оправки из-за пластической деформации и тем самым повысить срок ее службы. Носок оправки должен быть изготовлен из более высокопрочного материала, чем основное тело оправки. Поверхность оправки подвергается упрочняющей обработке, например лазером или нанесение защитного покрытия на основе тугоплавких металлов, которое играет роль теплового барьера, препятствующего разупрочнению материала оправки [1, с. 124].
Эффективным способом повышения износостойкости оправок является наплавка на их рабочую поверхность жаропрочных материалов. Благодаря жаропрочному сплаву износостойкость оправок повышается в 1,7—2,0 раза, а с учетом зачисток налипших частиц металла — до 5 раз и составляет 3000—3500 проходов. Применяется металлизация носка оправки.
Дуговая наплавка под флюсом.
Нагрев и расплавление металла, осуществляются теплом дуги, горящей между плавящимся электродом и основным металлом под слоем флюса. Наплавка под флюсом является одним из распространенных видов механизированной наплавки. В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рисунок 1).

Рисунок 1. Способы легирования наплавленного металла: а — через сварочную проволоку, б — порошковую проволоку, в — керамический флюс, г — укладка легированной присадки
Для наплавки под флюсом применяют электроды в виде одной или нескольких проволок диаметром 1—6 мм или электродной ленты толщиной 0,4—0,8 мм и шириной 20—100 мм. Качество наплавленного металла, форма валиков, глубина проплавления металла изделия зависят от режима наплавки. При наплавке под флюсом получается однородный наплавленный металл, свободный от трещин и пор с гладкой поверхностью и плавным переходом от валика к валику [2, с. 436].
Данный способ имеет ряд недостатков:
1. Значительный нагрев изделия;
2. Нет возможности выполнять сварку во всех пространственных положениях;
3. Тяжелые условия труда;
4. Повышенную текучесть расплавленных металла и флюса.
Плазменная наплавка.
Сущность этого метода заключается в том, что нагрев присадочного металла и основного осуществляется сжатой дугой или газовой плазмой, выделенной или совпадающей со столбом дуги. Плазма представляет собой смесь электрически нейтральных молекул газа и электрически заряженных частиц, электронов и положительных ионов. Поэтому наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей [3, с. 261]. Механизм образования наплавленного слоя такой же, как и при других способах дуговой наплавки. Из наплавочных материалов при плазменной наплавке используют проволоку, прутки и порошки. Схема плазменной наплавки с вдуванием порошка в дугу показана на рисунок 2. Между вольфрамовым электродом 1 и внутренним соплом 2 возбуждают дугу. Плазмообразующий газ, проходя через нее, создает плазменную струю 3 косвенного действия, которая обеспечивает расплавление присадочного порошка.
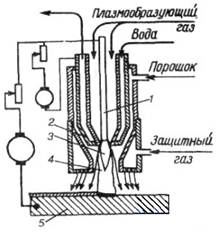
Рисунок 2. Схема плазменной наплавки с вдуванием порошка в дугу: 1 — вольфрамовый электрод; 2 — внутренние сопло; 3 — плазменная струя; 4 — дуга прямого действия; 5 — основной металл
Другая дуга, 4 прямого действия, горящая между электродом 1 и основным металлом 5, совпадает с плазменной струей прямого действия. Последняя создает необходимый нагрев поверхности, обеспечивая сплавление порошка и основного металла. Изменяя значение силы тока сжатой дуги прямого действия, можно достичь минимальной величины проплавления основного металла. Толщину наплавленного слоя можно изменять в пределах 0,3—10 мм с разбавлением основным металлом от 3 до 30 %.
Недостатки данного способа:
1. Относительно невысокая производительность;
2. Необходимость в сложном оборудовании;
3. Значительные затраты на присадочный материал увеличивающие стоимость восстановленной детали.
Электрошлаковая наплавка.
При электрошлаковой наплавке для оплавления основного и присадочного металла служит шлаковая ванна, разогреваемая проходящим через нее электрическим током. Этот способ наплавки, как правило, сочетается с принудительным формированием наплавляемого слоя. Электрошлаковой наплавкой можно получить наплавленный слой любого заданного химического состава на плоских деталях и телах вращения [2, с. 442]. Сущность процесса электрошлаковой наплавки (рис. 3) состоит в том, что в пространстве, образованном поверхностью наплавляемого изделия 1 и формирующим кристаллизатором 4, охлаждаемым водой, создается ванна расплавленного шлака 3, в которую подается электродная проволока 5.
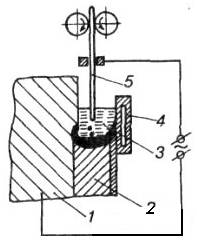
Рисунок 3. Схема электрошлаковой наплавки на вертикальную поверхность: 1 — изделие; 2 — наплавленный слой; 3 — шлак; 4 — кристаллизатор; 5 — электродная проволока.
Ток, проходя между электродом и изделием, нагревает шлаковую ванну до температуры выше 2000°С, в результате чего электродный и основной металлы оплавляются, образуя металлическую ванну, при затвердевании которой формируется наплавленный слой 2.
Рисунок 4. Схема наплавки носка оправки: 1 — электрод; 2 — кристаллизатор; 3 — шлаковая ванна; 4 — металлическая ванна; 5 — наплавленный металл; 6 — основной металл
Недостатки способа:
1. Большая погонная энергия процесса, что обуславливает перегрев основного металла в ЗТВ;
2. Сложность и уникальность оборудования;
3. Невозможность получения слоев малой толщины;
4. Большая длительность подготовительных операций.
Горячий метод или метод погружения в расплавленный металл.
Для повышения износостойкости прошивных оправок служит нанесение на их поверхность жаропрочных или жаростойких покрытий.
К данным покрытиям предъявляют ряд требований. Они должны быть сплошными и непроницаемыми для агрессивных сред, обладать высокой прочностью сцепления с металлом, не ухудшать технологические свойства основного металла.
Способ горячего нанесения покрытий заключается в погружении изделий в расплавленный металл. Возможности получения покрытия горячим способом определяются способностью покрываемого металла смачиваться расплавленным металлом покрытия. Покрывающий металл, как правило, должен иметь более низкую температуру плавления, чем покрываемый металл. К числу недостатков этого способа относится: большой расход наносимого металла, неравномерность покрытия по толщине на изделиях сложной формы и т. д. «Горячий» метод заключается в погружении изделий в расплавленный металл и диффузии металла в основу с образованием промежуточного сплава, который и обеспечивает хорошую прочность сцепления с основой. Основным преимуществом этого метода является его простота и большая производительность, а недостатком — трудность регулирования толщины покрытия.
Наиболее широко этот метод применяется в промышленности для нанесения на углеродистую сталь цинка, олова, свинца.
Наряду с традиционными покрытиями из нитрида титана, разработаны технологии получения покрытий из: нитридов циркония, хрома, молибдена, гафния, тантала, карбонитридов титана, нитридов интерметаллида титан — алюминий, оксидов алюминия [5].
Преимущества данного метода:
1. Простота метода;
2. Большая производительность;
3. Изделие полностью погружается в расплавленный металл, вследствие чего покрываются все поверхности детали;
4. Покрытие обладает отличной устойчивостью к разрушению.
Наносимые покрытия с более высокой жаропрочностью и жаростойкостью при температурах до 1200°С, отличающихся пониженной плотностью и экономичным химическим составом, а так же выбор метода нанесения этих покрытий является весьма актуальной задачей для повышения технических и экономических показателей. Увеличение стойкости носка при температурах до 1100ºС износостойкими покрытиями позволит увеличить стойкость оправок и сократить расходы на эксплуатацию трубопрошивного стана, а также увеличить качество производимых труб. А выбор метода погружения в расплавленный металл позволит сократить трудоемкость, повысить производительность и улучшить технические показатели.
Список литературы:
1.Вавилкин Н.М., Бухмиров В.В.Прошивная оправка: научн. изд. М.: МИСИС, 2000. — 128 с.
2.Степанов В.В. Справочник сварщика: изд. 3-е. М.: Машиностроение, 1974. — 520 с.
3.Фоминых В.П., Яковлев А.П. Электросварка: изд. 4-е, перераб. и доп. М.: Высш. школа, 1976. — 288 с.
4.Цурихин С.Н. Разработка технологии электрошлаковой наплавки оправок трубопрошивного стана термостойким сплавом на основе Ni3Al: Автореф. дис. на соискание ученой степени канд. тех. Наук. — Волгоград, 2007. — 22 с.
5.Износостойкие упрочняющие покрытия [Электронный ресурс]. — Режим доступа. — URL: http://www.inacotec.com/pokrytiya/wearrest/ (дата обращения: 05.02.13)
дипломов