Статья опубликована в рамках: XVII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 23 января 2013 г.)
Наука: Технические науки
Секция: Транспорт и связь, кораблестроение
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

ВЛИЯНИЕ ГЕОМЕТРИИ И ТЕХНОЛОГИИ ОТЛИВКИ СЛИТКОВ НА РАЗВИТИЕ В ЛИТОМ МЕТАЛЛЕ ВНЕОСЕВОЙ ЛИКВАЦИОННОЙ НЕОДНОРОДНОСТИ
Коновалов Сергей Сергеевич
аспирант ВолгГТУ, г. Волгоград
E-mail: konovalov_ss1988@mail.ru
Воробьёва Анна Сергеевна
студент ВолгГТУ, г. Волгоград
Гаманюк Сергей Борисович
канд. техн. наук, ст. преподаватель ВолгГТУ, г. Волгоград
Руцкий Дмитрий Владимирович
канд. техн. наук, доцент ВолгГТУ, г. Волгоград
E-mail: rtecmat@vstu.ru
Зюбан Николай Александрович
д-р. техн. наук, профессор ВолгГТУ, г. Волгоград
E-mail: tecmat@vstu.ru
INFLUENCE OF GEOMETRY AND INGOT CASTING TECHNOLOGY DEVELOPMENT IN CAST METAL OFF-CENTER SEGREGATIONAL HETEROGENEITY
Sergei Konovalov
Postgraduate student of VSTU, Volgograd
Anna Vorobyova
Student of VSTU, Volgograd
Sergei Gamanuk
Candidate of Technical Sciences, sr. lecturer of VSTU, Volgograd
Dmitry Rutskii
Candidate of Technical Sciences, Associate Professor of VSTU, Volgograd
Nikolay Zyuban
Doctor of Technical Sciences, Professor of VSTU, Volgograd
Работа выполнена в рамках гранта МК-4034.2012.8
АННОТАЦИЯ
Целью данной работы являлось определение влияния геометрии и технологии отливки слитков на условия образования и развитие в литом металле зоны внеосевой ликвационной неоднородности. Исследование проводилось на серных отпечатках осевых плит двух опытных крупных слитков, отлитых с изменением конфигурации донной части и технологии отливки, и одного сравнительного слитка, отлитого по штатной технологии. В результате исследований определено влияние изменения теплофизических параметров затвердевания слитка при изменении геометрии и технологии отливики на формирование внеосевой неоднородности, что говорит о возможности управления развитием зоны внеосевой ликвации с целью снижения её вредного влияния на свойства стали.
ABSTRACT
The aim of this work was to determine the influence of geometry and technology of ingots casting the conditions of formation and development in the cast metal areas of off-center segregational heterogeneity. Research was conducted on the sulfuric imprints of axial plate of two experienced large ingots cast with configuration change the bottom of and casting technology, and one comparative ingot cast by standard technology. A result of research determined the effect of changes the thermophysical parameters of ingot solidification when changing of geometry and casting technologies on the formation of off-center segregational heterogeneity, which indicates about the possibility of development management of off-center segregational heterogeneity to reduce its harmful effects on the properties of steel.
Ключевые слова: крупный слиток; внеосевая неоднородность.
Keywords: large ingot; off-center segregational heterogeneity.
Перспективы развития производства крупных слитков тесно связаны с возможностями технологии получения высококачественного металла для изделий ответственного назначения энергетического, атомного и химического машиностроения. На сегодняшний день одним из опасных и трудно устранимых дефектов является образование в слитке зоны внеосевой химической неоднородности, которая проявляется в виде «шнуров» внеосевой ликвации, представляющих собой участки повышенной травимости на макроструктурах слитков, иногда сопровождающиеся пористостью. В зоне шнура наблюдается значительное падение характеристик пластичности стали, большое количество неметаллических включений, а иногда и пористость [1].
Воздействуя на интенсивность и направление теплоотвода от затвердевающего слитка за счёт изменения геометрических параметров изложницы или на процесс вакуумной отливки крупного слитка применением инокулирования, можно изменять теплофизические условия процесса затвердевания [1, 2], следовательно оказывать влияние на формирование внеосевой ликвационной неоднородности крупных слитков.
Были исследованы три вакуумных слитка хромоникельмолибденовой стали массой 24,2 т, один из которых отливался по штатной технологии (сравнительный слиток), второй — с вогнутой донной частью (за счёт специфической формы поддона масса слитка уменьшилась до 22,5 т) и третий — отлитый с применением инокулирования струи. С продольных осевых плит слитков снимались серные отпечатки по методу Баумана. Их оцифрованные копии исследовались с помощью метода секущих.
Из полученных в результате исследования данных следует, что в опытных слитках количество шнуров гораздо больше, чем в слитке обычной геометрии (рис. 1). В слитке с вогнутой донной частью их в 1,7 раза больше, а в инокулированном — в 2,5 раза. Средняя видимая длина шнуров в обычном слитке и в слитке с вогнутой донной частью практически одинакова, интервал длин шнуров в опытных слитках шире в 1,5 раза. По результатам исследования угла наклона шнуров внеосевой ликвации к вертикальной оси, можно сказать, что в опытных слитках шнуры располагаются более полого, причём в слитке с вогнутой донной частью это наиболее ярко выражено. Диаметр шнуров характеризует размер дефектной зоны по сечению слитка и является очень важным параметром. В опытных слитках по сравнению с обычным средний диаметр шнуров внеосевой ликвации меньше на 2 мм (35 %). Максимальный диаметр шнура уменьшился с 14 мм до 10 мм (на 29 %) в слитке изменённой геометрии и до 7 мм (в 2 раза) в инокулированном. Область внеосевой ликвации в опытных слитках занимает большую площадь на продольном осевом темплете. Для инокулированного слитка этот параметр больше почти в 2 раза, а для слитка изменённой геометрии — в 1,9 раза.
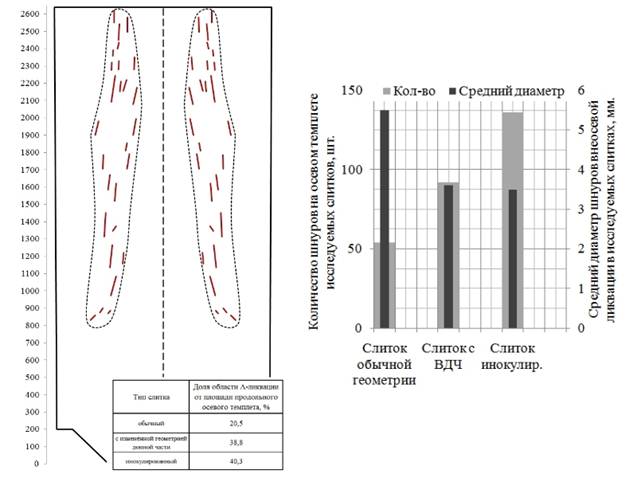
Рисунок 1. Схема области внеосевой ликвации в слитке обычной геометрии и параметры аналогичных зон в опытных слитках (слева), а также основные параметры шнуров внеосевой ликвации в исследуемых слитках (справа)
Применяя методы изменения теплофизичеких параметров затвердевания стали, а именно, измененяя скорость затвердевания, можно добиться более раннего образования ликвационных шнуров и меньшего их размера по всему объёму затвердевающего слитка. Изменяя форму поддона, удаётся интенсифицировать процессы кристаллизации в нижней половине слитка, что приводит к изменению распределения шнуров внеосевой ликвации и с ними ликвирующих примесей в лучшую сторону. Применение инокулирования позволяет ускорить кристаллизацию путём введения дополнительных частиц-теплостоков на всём протяжении процесса заполнения изложницы, то есть оказывать влияние на весь объём слитка, а не только на нижнюю половину. Инокулирование более эффективно, но требует применения специальной технологии и оснастки. Представленные результаты говорят о возможности активно влиять на образование ликвационных шнуров.
Список литературы:
1.Жульев, С.И., Зюбан, Н.А. Влияние инокуляторов на качество металла слитков и изделий // Сталь. — 2001. — № 6. — С. 57—60.
2.Зюбан, Н.А., Руцкий, Д.В., Гаманюк, С.Б., Коновалов, С.С. Формирование внеосевой неоднородности кузнечного слитка с изменённой геометрией донной части изложницы // Металлург. — 2011. — № 6. — С. 65—68.
дипломов