Статья опубликована в рамках: XLVII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 29 июня 2015 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
ТЕХНИЧЕСКИЕ И ЭКОНОМИЧЕСКИЕ ПРЕДПОСЫЛКИ ПРОИЗВОДСТВА И ПРИМЕНЕНИЯ АРОЧНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ
Марголит Ремир Борисович
канд. техн. наук, профессор РИ (ф)
Московского государственного университета машиностроения,
РФ, г. Рязань
Е-mail: r.margolit@yandex.ru
Штрыков Андрей Константинович
канд. экон. наук, доцент РИ (ф)
Московского государственного университета машиностроения,
РФ, г. Рязань
Е-mail : mr.strikov@yandex.ru
Липатов Сергей Игоревич
канд. техн. наук, ГК «ФИНВАЛ»,
РФ, г. Москва
Е-mail:
TECHNOLOGICAL AND ECONOMIC PRECONDITIONS OF MANUFACTURE AND USE OF ARCH GEARS
Remir Margolit
Ph.D., professor of the Ryasan(branch)
of the Moscow state machine-building University (MMBU),
Russia, Ryazan
Аndr еy Shtrykov
Ph.D., associate Professor of the Ryazan (branch)
of the Moscow state machine-building University (MMBU),
Russia, Ryazan
Sergey Lipatov
candidate Technical, «FINVAL»,
Russia, Moscow
АННОТАЦИЯ
В статье представлен описание технологии нарезания арочных зубчатых колес и подход к оценке их себестоимости.
ABSTRACT
This article presents technological process description of arch gears cutting and approach to the assessment of their primecost.
Ключевые слова: арочная передача; зубонарезание; инструментальная головка; себестоимость.
Keywords: arch gears; gear cutting; instrumental flow-head; primecost.
Зубчатые колеса применяются в различных механических передачах, преобразующих крутящий момент. Возрастание требований к техническим характеристикам машин и механизмов вызывает естественный рост требований к технико-экономическим показателям и качеству этих передач — повышению несущей способности, долговечности, надежности, плавности работы, снижению массогабаритных параметров и стоимости. Увеличение скоростей и нагрузок в зубчатых зацеплениях привело в свое время к появлению в дополнение к прямозубым других видов колес — косозубых и шевронных.
До настоящего времени ничто не смогло поколебать в зубчатых передачах ведущее место эвольвентного зацепления. Предпринятые попытки увеличить площадь контакта зубьев использованием иных, не эвольвентных, видов колес (циклоидных, эпициклоидных, Новикова) не увенчались успехом.
Тем интересней обратить внимание на разновидность эвольвентных зубчатых колес с круговым расположением зубьев, а именно, на арочные колеса (рисунок 1). Первое упоминание о них относится к началу XX века. Уже тогда теоретически обосновывались их существенные преимущества перед прямозубыми колесами по несущей способности, долговечности и плавности работы. По сути, арочные колеса являются улучшенной конструкцией эвольвентных шевронных, но с более жестким зубом. Кроме того, в арочных передачах облегчено достижение одинаковости расположения всех частей ведущих и ведомых зубьев.

Рисунок 1. Арочная передача
Однако, несмотря на очевидные преимущества, арочные колеса до последнего времени не нашли широкого использования. Основная причина этому – отсутствие технологии, позволяющей выполнять зубонарезание с высокими показателями точности и производительности.
В настоящее время эта проблема решена в Рязанском институте (филиале) Университета машиностроения. Разработанная технология высокопроизводительного изготовления арочных колес по технико-экономическим параметрам вполне сопоставима с технологиями производства традиционных колес с прямолинейными зубьями [5], и может даже иметь преимущества перед ними по себестоимости. Реализованный способ зубонарезания арочного колеса обеспечивает образование эвольвенты с одинаковым углом зацепления во всех сечениях зубчатого венца, перпендикулярных оси колеса [4]. Зубонарезание выполняется на универсальных многокоординатных станках с ЧПУ (рисунок 2) инструментальными головками (рисунок 3), оснащенными быстросменными пластинами твердого сплава [3].

Рисунок 2. Зубонарезание на расточном станке с ЧПУ
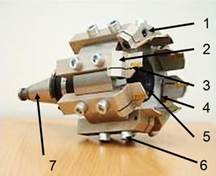
Рисунок 3. Инструментальная головка с оправкой
Инструментальная головка состоит из корпуса 1, резцов 2, оснащенных быстросменными режущими пластинами твердого сплава 3, подкладок под резцы 4, регулировочных 5 и крепежных 6 винтов. Грубая настройка положения резцов осуществляется с помощью мерных подкладок 4 под резцы, а тонкая настройка точнее 0,01 мм — с помощью регулировочных винтов.
В отличие от червячных фрез, различных для каждого модуля, инструментальной головкой одного наименования можно нарезать арочные колеса широкого диапазона модулей с любым числом зубьев. Важной особенностью является то, что точность обработки в наименьшей степени зависит от точности режущего инструмента.
Для полного зубонарезания венца, выполняемого в три технологических перехода, требуется использование трех инструментальных головок, отличающихся друг от друга только положением режущих пластин:
· для чернового прорезания впадины между зубьями;
· для нарезания вогнутой стороны зубьев:
· для нарезания выпуклой стороны зубьев.
Твердосплавные режущие пластины обладают шестью периодами стойкости: двумя для обработки вогнутой стороны зубьев, двумя для выпуклой стороны и двумя для прорезания впадины между зубьями в режиме кольцевого сверления. Каждая из пластин дважды работает в головках для выпуклой и вогнутой сторон зубьев и для порезки материала между зубьями.
К настоящему времени освоено нарезание на различных по типу и компоновкам универсальных четырехкоординатных обрабатывающих центрах арочных колес с числом зубьев от 9 до 100 модулей 2,5—9 мм с достижением 5—6 степени точности по ГОСТ1643-81.
Доказано, что высокая несущая способность арочных передач проявляется при обеспечении совмещения центральных сечений колес зубчатой пары, чему благоприятствует способность колес передачи самоустанавливаться в положение «арка в арку» [1], [2]. Эту особенность зубчатых передач необходимо учитывать в конструкции редукторов.
В данной работе проводится сравнительный экономический анализ технологий зубонарезания колес арочных и с прямолинейными зубьями, к которым относятся колеса прямозубые и косозубые.
Зубчатые передачи являются частями более сложных изделий, выполняющих законченную функцию — редукторов или иных трансмиссий. Сопоставимость должна основываться на сравнении себестоимости не колес, а именно этих изделий. Арочные передачи за счёт преимуществ формы зубьев имеют повышенную несущую способность, что может привести к снижению габаритов и массы трансмиссий по предварительной оценке на 12—18 %. Однако, в настоящее время имеется относительно малый опыт промышленного использования редукторов с арочными передачами. Поэтому проведение сравнительного экономического анализа использования различных по массогабаритным параметрам редукторов с разными передачами будет преждевременным.
Авторы работе исходили из следующей посылки. Если расчеты покажут, что себестоимость изготовления арочных колес окажется равной себестоимости изготовления прямозубых колес или разница будет относительно небольшой, то это явится серьезным аргументом в пользу перехода к редукторам с арочными передачами. Существенно более высокая себестоимость арочных колес будет аргументом не в пользу их использования, даже если будут обоснования, что эти затраты окупятся за счет экономии по другим показателям.
Выполненный экономический анализ предусматривает сравнение себестоимости изготовления двух одинаковых по размерам и параметрам зацепления колес — с прямолинейными зубьями (вариант 1) и его арочного аналога (вариант 2). Для этого была выполнена методическая разработка соответствующих расчетов и составлены модели расчетов в параметрическом виде. Включение в расчет исходных значений технологических параметров позволяет получить завершенное сравнение экономичности зубонарезания.
Если выполнять расчет составляющих себестоимости для варианта 1 традиционного зубофрезерования червячной фрезой из быстрорежущей стали, работающей на скорости резания 25 м/мин, то расчет всегда окажется в пользу варианта 2 нарезания арочного колеса по технологии Рязанского института (филиала) Университета машиностроения. Наибольший интерес представляет использование новейшей технологии зубонарезания, выполняемой современными червячными фрезами из порошковой быстрорежущей стали со сверхтвердым покрытием TiAlN. Скорость резания при зубонарезании такими фрезами достигает 125 м/мин., и производительность зубонарезания по варианту 1 превысит нарезание арочных колес по варианту 2.
Сравнительный анализ затрат на изготовление зубчатых колёс фрезерованием по новейшей технологии и арочных колёс по технологии Рязанского института (филиала) Университета машиностроения проводится по изменяющимся издержкам. Стоимость затрат на заготовку при этом не учитывается. Вследствие различий в технологии изменяющиеся затраты включают стоимость машино-часов и стоимость инструмента. Также существенными могут оказаться издержки, связанные с образованием запасов в оборотных активах по этим технологиям.
В таблице 1 представлен сравнительный расчет стоимости машино-часа нарезания колес по вариантам 1 и 2.
Таблица 1.
Сравнительный расчет стоимости машино-часа
|
ПОКАЗАТЕЛИ |
Технология (инструмент) |
|
|
Вариант 1 Нарезание колеса червячной фрезой |
Вариант 2. Зубонарезание арочного колеса |
|
|
Потребляемая мощность, кВт. |
20 |
20 |
|
Коэффициент загрузки мощности |
0,8 |
0,8 |
|
Тариф оплаты электроэнергии, руб./кВт.-час. |
4,54 |
4,54 |
|
Тариф заявленной мощности |
0 |
0 |
|
Габаритные размеры станка: длина, м. |
4 |
2,9 |
|
ширина, м. |
2,5 |
5 |
|
Коэффициент использования станка |
0,8 |
0,8 |
|
Вспомогательная площадь, м. кв. |
8 |
8 |
|
Затраты на СОЖ, руб/час |
1,9 |
1,9 |
|
Цена станка с НДС, руб. |
32000000 |
22000000 |
|
Зарплата оператора, руб./мес. |
40800 |
40800 |
|
Платежи в фонды социального страхования(30%), руб./мес. |
12240 |
12240 |
|
Количество рабочих дней в месяц, дни |
22 |
22 |
|
Количество рабочих часов в смене, час. |
8 |
8 |
|
Коэффициент сменности |
1 |
1 |
|
Количество станков, шт |
1 |
1 |
|
Норматив амортизации в год, % |
8,33 % |
8,33 % |
|
Затраты на зарплату рабочих, руб./час |
301,4 |
301,4 |
|
Амортизационные отчисления, руб./час. |
1262,12 |
867,71 |
|
Электроэнергия, руб./час |
72,64 |
72,6 |
|
Налог на имущество (2,2%), руб./час |
348,51 |
236,00 |
|
Прочие расходы, руб./час. |
8,90 |
8,90 |
|
Штучно-калькуляционное время, мин./деталь |
4,2 |
8,62 |
|
Стоимость эксплуатации станка, руб./час |
1995,48 |
1488,51 |
Стоимость основного времени на изготовление одного колеса по сравниваемым технологиям составляет, (руб./дет.):
СПКТФ — стоимость основного времени в варианте 1 при обработке колеса с прямолинейными зубьями по новейшей технологии зубофрезерования:
СПКТФ = 139,68 [руб./дет.].
САКТР — стоимость основного времени в варианте 2 при обработке арочного колеса:
САКТР = 213,78 [руб./дет.].
Рассмотрим затраты на инструмент, образуемые сравниваемыми технологиями.
В таблице 2 представлен расчет затрат на инструмент в параметрическом виде.
Таблица 2.
Расчёт в параметрической форме расхода инструмента на одно изделие
|
№ |
ПОКАЗАТЕЛИ |
Инструмент |
|
|
Вариант 1. Червячная фреза |
Вариант 2. Режущая головка |
||
|
1 |
Количество комплектов режущего инструмента, шт. |
1 |
3 |
|
2 |
Стоимость корпусарежущей головки, руб. |
— |
СКР |
|
3 |
Стоимость режущего инструмента (фреза, 8 пластин режущей головки) |
ЦФ1 |
ЦАК1 |
|
4 |
Стоимость вспомогательнойоснастки (оправки), руб. |
СВИФ |
СВИР |
|
5 |
Стоимость переточки фрезы, руб. |
СПФ |
— |
|
6 |
Количество переточек фрезы, максимальное |
ПФ |
— |
|
7 |
Количество замен резцов в корпусе |
— |
ЗР |
|
8 |
Стойкость фрезы до переточки, мин. |
ТФ |
— |
|
9 |
Стойкость резцов с учётом перестановок, мин. |
— |
ТР |
|
10 |
Стойкость вспомогательного инструмента, мин |
ТВИФ |
ТВИР |
|
11 |
Стойкость корпуса, мин. |
- |
ТКР |
|
12 |
Основное время резания, мин./деталь |
ТР1 |
ТР2 |
|
13 |
Расход режущего инструмента в комплекте с учётом переточек фрезы, руб./дет. |
ЗФИ=(ЦФ1+ПФ*СПФ/(ТФ*(1+ПФ)))*ТР1 |
ЗРИ=3*ЦАК1*ТР2/ ТР |
|
14 |
Расход вспомогательного инструмента, руб./дет. |
ЗВФ=СВИФ/ТВИФ*ТР1 |
ЗВР=СВИР/ТВИР*ТР2 |
|
15 |
Общие затраты на инструмент, руб./дет. |
ЗФР= ЗФИ+ ЗВФ |
ЗРГ= ЗРИ+ ЗВР |
|
16 |
Штучно-калькуляционное время, мин./деталь |
Т1 |
Т2 |
В таблице 3, как и в таблице 2, приведены данные для расчета затрат на инструмент при нарезании зубьев зубчатых колес модуля 4 мм с числом зубьев 18, шириной венца 40 мм из стали марки 40Х.
Таблица 3.
Оценка затрат на инструмент в расчете на одно изделие
|
№ |
ПОКАЗАТЕЛИ |
Инструмент |
|
|
Вариант 1 Червячная фреза |
Вариант 2 Режущая головка |
||
|
1 |
Количество комплектов режущего инструмента, шт. |
1 |
3 |
|
2 |
Стоимость корпуса режущей головки, руб. |
— |
8500 |
|
3 |
Стоимость режущего инструмента (1 фреза, 8 пластин режущей головки) |
260000 |
2400 |
|
4 |
Стоимость вспомогательной оснастки (оправки), руб. |
25000 |
10000 |
|
5 |
Стоимость восстановления фрезы, руб. |
47000 |
— |
|
6 |
Количество переточек фрезы, макс. |
5 |
— |
|
7 |
Количество замен резцов в корпусе, макс. |
— |
600 |
|
8 |
Стойкость фрезы до переточки, мин |
3000 |
— |
|
9 |
Стойкость резцов с учетом перестановок, мин. |
— |
360 |
|
10 |
Стойкость вспомогательного инструмента, мин. |
10140 |
27180 |
|
11 |
Стойкость корпуса, мин. |
— |
300000 |
|
12 |
Время резания ТР1 и ТР2, мин./дет. |
3,864 |
7,928 |
|
13 |
Расход режущего инструмента в комплекте с учётом переточек фрезы, руб./дет. |
115,92 |
53,08 |
|
14 |
Расход вспомогательного инструмента, руб./дет. |
9,53 |
0,16 |
|
15 |
Общие затраты на инструмент (ЗФР и ЗРГ), руб./дет. |
115,79 |
53,24 |
Отсюда получаем стоимость зубонарезания с учетом затрат на инструмент:
· по варианту 1: СПКТФ = 265,13 [руб./дет.].
· по варианту 2: САКТР = 267,0 [руб./дет.].
Технологии варианта 1 и варианта 2, кроме изложенных выше параметров стоимости машино-часов и инструмента, отличаются по очень существенному экономическому фактору — уровню формируемых производственных запасов. Без учета этого фактора сравнительная оценка затрат на производство колес по вариантам 1 и 2 будет не полной и не вполне корректной.
Разница в уровне запасов, создаваемых сравниваемыми технологиями, зависит от стоимости применяемого инструмента и его количества, необходимого для обеспечения непрерывности процесса производства. Для рассматриваемого примера колеса потребуется по варианту 1 одна резервная фреза и один комплект вспомогательного инструмента, а для технологии нарезания арочных колес достаточно иметь одну-две резервные инструментальные головки и один комплект вспомогательного инструмента. Принимаем резерв режущего инструмента для технологии нарезания арочных колес в количестве двух головок. Тогда полная стоимость инструментов для варианта 1 составит (260000+25000)*2=570000 руб. Полная стоимость инструмента для варианта 2 будет равна ((8500+2400)*5+10000*2)=74500 руб.
Для формирования запаса инструмента по варианту 1 необходимо на 495500 руб. больше оборотных средств, чем по варианту 2. Эта сумма составит дополнительные капитальные вложения по варианту 1 по сравнению с вариантом 2. Для оценки альтернативных издержек при переходе от варианта 2 к варианту 1 принимаем стоимость капитала равной 5 %, что на самом деле существенно меньше ставки по долгосрочному кредиту. Тогда альтернативные затраты, то есть дополнительные процентные выплаты в связи с ростом капитальных затрат на увеличение запасов, составят 495500*5/100 = 24775 руб. в год.
Для включения альтернативных затрат в стоимость производства одного колеса принимаем годовую программу равной 10000 шт. В этом случае альтернативные затраты на одно колесо, изготовленное фрезерованием, составят +2,48 руб./дет.
Окончательно для рассматриваемого примера колес стоимость изготовления колес методом фрезерования равна, руб./деталь:
САКТР = 267,61 [руб./дет.].
Таким образом, с учетом разницы в запасах на производство колес стоимость колеса, изготовленного методом фрезерования, незначительно — на 0,58 руб., превышает затраты на арочное колесо.
Подчеркнем, что это себестоимость колес, изготовленных по самой производительной технологии. Традиционная зубообработка обычными червячными фрезами проиграет значительно больше.
В реальных условиях многономенклатурного производства колес различных модулей зубонарезание арочных колес получит еще большие экономические выгоды перед зубофрезерованием колес с прямолинейными зубьями. Это связано с тем, что предложено ограничить число диаметров инструментальных головок семью типоразмерами, придав им возможность перенастраивать на различные радиусы арки за счет подкладок под резцы. Дорогостоящие червячные фрезы подобной способностью не обладают. Для каждого модуля колеса необходимо иметь свою фрезу.
Выводы
1. Технология зубонарезания, разработанная Рязанским институтом (филиалом) Университета машиностроения позволяет изготавливать арочные зубчатые колеса с высокой производительностью и точностью.
2. Расчеты для стадии производства доказывают достаточную экономическую эффективность перехода к использованию арочных передач в конструкции трансмиссий многих машин и механизмов.
3. Согласно сравнительным расчетам себестоимости нарезания зубьев арочных колес и колес с прямолинейными зубьями по самой прогрессивной современной технологии практически равны между собой.
4. Дополнительный, возможно основной, экономический эффект будет достигнут при уменьшении массогабаритных характеристик редукторов, использующих повышенную несущую способность арочных передач.
Список литературы:
1.Виноградов А.Н., Липатов С.И., Марголит Р.Б. Проблемы сборки редукторов с арочными зубчатыми передачами // Сборка в машиностроении, приборостроении, № 5, 2014.
2.Виноградов А.Н., Давыдов А.П., Липатов С.И., Марголит Р.Б., Панков И.Г. Арочная цилиндрическая зубчатая передача // Патент на изобретение № 2551250, заявка № 2014119980 от 19.05.2014, зарегистрировано 16.04.2015.
3.Давыдов А.П., Липатов С.И., Марголит Р.Б., Панков И.Г.. Паршин А.Н., Плахтин В.Д. Резцовая зуборезная головка для нарезания арочных зубьев цилиндрических зубчатых колес // Патент на изобретение № 2430813, заявка № 2009133751 от 08.09.2009, зарегистрировано 10.10.2011.
4.Давыдов А.П., Липатов С.И., Марголит Р.Б., Панков И.Г., Паршин А.Н. Способ изготовления цилиндрических зубчатых колес с арочными зубьями // Патент на изобретение № 246783, заявка № 201100521/02 от 11.01.2011, зарегистрировано 27.11.2012.
5.Липатов С.И., Виноградов А.Н., Марголит Р.Б.. Нарезание арочных зубчатых колес многорезцовыми инструментальными обкатными головками с нулевым углом профиля // Вестник МГТУ «Станкин» № 4, 2013.
дипломов