Статья опубликована в рамках: XLIV Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 30 марта 2015 г.)
Наука: Технические науки
Секция: Организация производства и менеджмент, системы управления качеством
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
ОЦЕНКА КАЧЕСТВА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В СИСТЕМЕ МЕНЕДЖМЕНТА КАЧЕСТВА ОРГАНИЗАЦИИ
Парфеньева Ирина Евгеньевна
канд. техн. наук, доцент Московского государственного машиностроительного университета (МАМИ), РФ, г. Москва
Е-mail: iparfeneva@mail.ru
Шмелева Анастасия Алексеевна
магистр Московского государственного машиностроительного университета (МАМИ), РФ, г. Москва
ASSESSMENT OF THE QUALITY OF TECHNOLOGICAL PROCESSES IN THE QUALITY MANAGEMENT SYSTEM OF THE ORGANIZATION
Parfenieva Irina
candidate of Technical Science, Professor of the Moscow state engineering University (MAMI), Russia, Moscow
Shmelev Anastasia
master of the Moscow state engineering University (MAMI), Russia, Moscow
АННОТАЦИЯ
Проводится анализ существующих подходов к оценке качества технологических процессов. Предлагается методика оценки их качества, основанная на определении обобщенной функции желательности Харрингтона. Подход, основанный на оценке процессов по шкале значимости Харрингтона, широко используется в системах менеджмента качества организаций для оценки их результативности.
ABSTRACT
Analysis of existing approaches to assessing the quality of technological processes. The technique of assessing their quality, based on the definition of generalized desirability function Harrington. An approach based on an assessment of the processes on the scale of importance Harrington, widely used in the quality management systems of organizations to assess their performance.
Ключевые слова : система менеджмента качества; технологический процесс; оценка качества; индекс воспроизводимости технологического процесса; шкала Харрингтона.
Keywords: the quality management system; production process; quality assessment; index of reproducibility of the process; the scale of Harrington.
Производственные процессы, в составе которых выделяют технологические процессы, в системе менеджмента качества (СМК) организаций относятся к основным процессам жизненного цикла продукции, к процессам, добавляющим ценность. При рассмотрении технологических процессов как объекта управления с позиций процессного подхода, необходимо определить перечень показателей качества процесса для оценки эффективности их выполнения.
В СМК организаций ежегодно проводятся внутренние аудиты, по результатам которых выявляются несоответствия требованиям ГОСТ ISO 9001. Анализ производственных данных, полученных в организации ОАО «Промтрактор» за 2012 год (рисунок 1), показывает, что большой процент несоответствий (49 %) приходится на производственные операции. Одной из основных причин выявленных несоответствий является несоответствие изделий заданным параметрам по конструкторской и технологической документации. Поэтому задача оценки и повышения качества технологических процессов является, безусловно, важной и актуальной.
Анализ отечественных и зарубежных литературных источников свидетельствует о том, что имеются различные подходы к оценке качества технологических процессов.
Например, имеет место подход на основе операционного свертывания показателей различных единичных свойств технологического процесса.
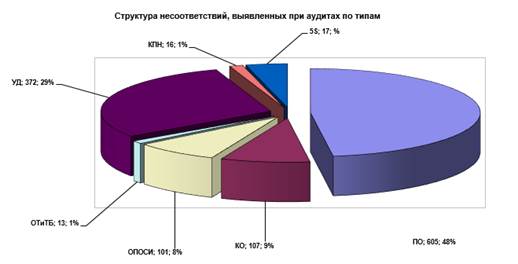
Рисунок 1. Структура несоответствий, выявленных при аудитах
Типы несоответствий: КПН — квалификация персонала; ПО — выполнение производственных операций; КО — выполнение контрольных операций; ОПОСИ — несоответствия в работе оборудования, приспособлений и средств измерений; УД — управление документацией; 5S — несоответствия по культуре производства; ОТиТБ – охрана труда и промышленная безопасность.
Численный показатель единичных свойств находят дифференциальным методом квалиметрии, то есть как среднее арифметическое значение их величин
 , (1)
, (1)
где: ![]() — единичный показатель, характеризующий единичное свойство технологического процесса;
— единичный показатель, характеризующий единичное свойство технологического процесса;
n — количество единичных показателей, характеризующих свойство технологического процесса.
Оценка показателей ![]() производится по одной шкале, например, балльной.
производится по одной шкале, например, балльной.
Расчет абсолютной величины комплексного показателя, характеризующего оцениваемый технологический процесс, осуществляют по формуле нахождения средневзвешенного значения ![]()
![]() , (2)
, (2)
где: ![]() —
— ![]() -й групповой среднеарифметический показатель (
-й групповой среднеарифметический показатель (![]() );
);
N — количество учитываемых групповых показателей свойств;
![]() — коэффициент весомости (значимости) соответствующих групповых показателей, определяемый экспертным методом.
— коэффициент весомости (значимости) соответствующих групповых показателей, определяемый экспертным методом.
Уровень качества оцениваемого технологического процесса находят по основной квалиметрической формуле
![]() , (3)
, (3)
где: ![]() — комплексный показатель оцениваемого технологического процесса;
— комплексный показатель оцениваемого технологического процесса;
![]() — комплексный показатель базового (эталонного) технологического процесса.
— комплексный показатель базового (эталонного) технологического процесса.
Данный подход является типовым и применяется в квалиметрии для оценки уровня качества промышленной продукции. В работе [1] показано, что применение такого подхода к оценке качества технологического процесса является не совсем правильным, так как эта оценка «не чувствительна» к изменениям, имеющим место при протекании технологического процесса. При осуществлении технологического процесса изменения одних показателей качества может быть компенсировано за счет изменения других показателей.
Имеет место подход, основанный на рассмотрении таких свойств технологического процесса как точность и стабильность. Именно показатели этих свойств (коэффициент точности ![]() , коэффициент настроенности
, коэффициент настроенности ![]() , коэффициент стабильности
, коэффициент стабильности ![]() ), начиная с 70-х годов стали включаться практически во все отечественные нормативные документы, касающиеся точности изделий и технологического процесса.
), начиная с 70-х годов стали включаться практически во все отечественные нормативные документы, касающиеся точности изделий и технологического процесса.
Определение указанных показателей производится с использованием полученных выборочных статистических характеристик измеряемого параметра продукции: выборочного среднего арифметического значения ![]() и выборочного среднего квадратического отклонения S, а оценка качества технологического процесса — через сопоставление их с установленным в нормативно-технической документации полем допуска
и выборочного среднего квадратического отклонения S, а оценка качества технологического процесса — через сопоставление их с установленным в нормативно-технической документации полем допуска ![]() на параметр
на параметр
![]() (4)
(4)
где: ![]() — поле допуска на параметр;
— поле допуска на параметр;
![]() — середина поля допуска;
— середина поля допуска;
![]() — среднее квадратическое отклонение в фиксированный момент времени t1;
— среднее квадратическое отклонение в фиксированный момент времени t1;
![]() — среднее квадратическое отклонение в сравниваемый фиксированный момент времени t2.
— среднее квадратическое отклонение в сравниваемый фиксированный момент времени t2.
Оценить уровень качества технологического процесса можно также по показателям свойств производимой продукции через уровень дефектности и уровень брака продукции [3]
 ; (5)
; (5)
 , (6)
, (6)
где: ![]() и
и ![]() — соответственно уровень дефектности, и уровень брака продукции в расчетном периоде;
— соответственно уровень дефектности, и уровень брака продукции в расчетном периоде;
![]() и
и ![]() — общее количество дефектной и произведенной продукции в расчетном периоде;
— общее количество дефектной и произведенной продукции в расчетном периоде;
![]() — количество забракованной продукции в расчетном периоде;
— количество забракованной продукции в расчетном периоде;
![]() — количество партий продукции, изготовленных в расчетном периоде;
— количество партий продукции, изготовленных в расчетном периоде;
![]() — соответственно количество единиц дефектной, забракованной и изготовленной продукции в каждой из n партий (
— соответственно количество единиц дефектной, забракованной и изготовленной продукции в каждой из n партий (![]() );
);
![]() — соответственно нормативные уровни дефектности и брака продукции.
— соответственно нормативные уровни дефектности и брака продукции.
Если уровни дефектности и брака одинаковы от партии к партии и равны уровням общей дефектности и брака изготовляемой продукции за рассматриваемый период времени, то это свидетельствует о стабильности технологического процесса производства; а если их уровни к тому же меньше допустимых значений, то очевидно технологический процесс достаточно точен.
Начиная с 90-х годов, когда на предприятиях стали появляться системы менеджмента качества, в отечественной и зарубежной технической литературе и нормативно-технической документации, количественную оценку возможностей любого процесса, включая и технологический, стали производить на основе индекса воспроизводимости ![]() (или
(или ![]() ) процесса. Этот показатель получил широкое распространение в зарубежной практике при сертификации технологического оборудования автомобильных корпораций США и Японии. Индексы воспроизводимости явились своеобразным развитием известных коэффициентов точности и настроенности технологического процесса. Они объективно характеризует вероятность получения некачественной продукции. По их значениям можно формировать заключения о состоянии технологического процесса.
) процесса. Этот показатель получил широкое распространение в зарубежной практике при сертификации технологического оборудования автомобильных корпораций США и Японии. Индексы воспроизводимости явились своеобразным развитием известных коэффициентов точности и настроенности технологического процесса. Они объективно характеризует вероятность получения некачественной продукции. По их значениям можно формировать заключения о состоянии технологического процесса.
В работе [2] в качестве обобщенного показателя для оценки качества технологического процесса предлагается использовать его результативность ![]() . За результативность
. За результативность ![]() технологического процесса принимается показатель, обратный суммарной взвешенной вероятности выхода несоответствующей продукции
технологического процесса принимается показатель, обратный суммарной взвешенной вероятности выхода несоответствующей продукции
 , (7)
, (7)
где: ![]() — количество показателей результативности технологического процесса;
— количество показателей результативности технологического процесса;
![]() — взвешенная вероятность выхода несоответствующей продукции по показателю качества, определяемому i-ым свойством технологического процесса.
— взвешенная вероятность выхода несоответствующей продукции по показателю качества, определяемому i-ым свойством технологического процесса.
В качестве значений единичных показателей для каждого из оцениваемых свойств предлагается использовать показатель ppm (от англ. partspermillion ). Этот показатель в настоящее время широко распространен в мировой практике и характеризует выход бракованной продукции по показателям качества изделий на миллион произведенных. Показатель функционально связан с индексом воспроизводимости, при этом подразумевается, что процесс устойчив и воспроизводим.
Значимость отдельных свойств при оценке качества технологического процесса учитывается через коэффициенты весомости ![]() , определяемые экспертным опросом по методу рангов.
, определяемые экспертным опросом по методу рангов.
Зная показатели![]() и их коэффициенты весомости
и их коэффициенты весомости ![]() рассчитывают «взвешенную вероятность выхода несоответствующей продукции»
рассчитывают «взвешенную вероятность выхода несоответствующей продукции» ![]() как произведение относительного выхода несоответствующих изделий
как произведение относительного выхода несоответствующих изделий ![]() по i-му показателю качества, на весомость
по i-му показателю качества, на весомость ![]() данного показателя
данного показателя
![]() . (8)
. (8)
Однако не все свойства технологического процесса можно свести к показателю ppm.
Существуют и другие подходы к оценке качества технологических процессов.
В данной работе предлагается оценивать качество технологических процессов по совокупности различных свойств по методике, основанной на использовании безразмерного обобщенного показателя. Этот показатель учитывает всю совокупность необходимых потребителю свойств (характеристик) технологического процесса — технических, экономических, эргономических и других, таблица 1. В качестве такого показателя принимается обобщенная функция желательности Харрингтона. Подход, основанный на оценке процессов по шкале значимости Харрингтона, широко используется в системах менеджмента качества организаций для оценки их результативности.
Таблица 1.
Основные свойства технологического процесса
|
Технические |
Экономические |
Эргономические |
Безопасности |
… |
|
Точность Стабильность Надежность и т. д.
|
Трудоемкость Себестоимость Материалоемкость Энергоемкость Производительность и т. д. |
Удобствообслуживания и управления Гигиеничность Освещенность и т. д. |
Токсичность Уровень шума Электробезопасность Пожаро- и взрывобезопасность и т. д. |
|
В основе построения обобщенного показателя качества технологического процесса лежит преобразование единичных показателей свойств в безразмерную шкалу желательности.
Такой подход обусловлен тем, что различные показатели свойств технологического процесса имеют различную размерность, что не позволяет усреднять их непосредственно. Поэтому использование единой безразмерной шкалы (шкалы желательности) позволяет избежать указанного затруднения и дает возможность объединить единичные показатели свойств в обобщенный показатель.
Обобщенная функция желательности ![]() рассчитывается как среднее геометрическое из частных функций желательности
рассчитывается как среднее геометрическое из частных функций желательности ![]() с учетом значимости каждого свойства
с учетом значимости каждого свойства
 , (9)
, (9)
где: ![]() — число свойств технологического процесса;
— число свойств технологического процесса;
![]() — показатель значимости (коэффициент весомости) свойства технологического процесса;
— показатель значимости (коэффициент весомости) свойства технологического процесса;
u — место (номер) свойства в ранжированной последовательности свойств.
Частная функция желательность — это значение частного показателя, переведенного в безразмерную шкалу желательности. Шкала желательности имеет интервал от ![]() , что соответствует неприемлемому уровню данного свойства, до
, что соответствует неприемлемому уровню данного свойства, до ![]() , что означает самое лучшее значение свойства.
, что означает самое лучшее значение свойства.
В методике Харрингтона математическая зависимость оценки от показателя свойства выражается экспоненциальной зависимостью
![]() , (10)
, (10)
где ![]() — кодированное значение частного показателя, то есть его значение в условном масштабе.
— кодированное значение частного показателя, то есть его значение в условном масштабе.
Графически зависимость (10) представлена на рисунке 2.
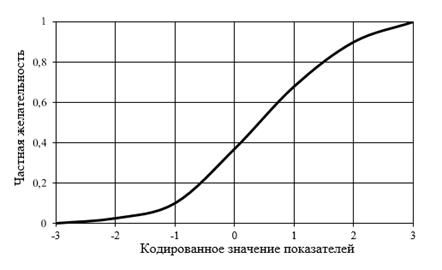
Рисунок 2. Функция желательности
Функция (10) имеет несколько критических или базовых точек (точек перегиба). Задаются границы градаций желательности, руководствуясь строгими интервальными диапазонами, таблица 2.
Таблица 2.
Границы градаций желательности
|
Желательность |
Отметки на шкале частной желательности |
|
Очень хорошо |
1,00—0,80 |
|
Хорошо |
0,80—0,63 |
|
Удовлетворительно |
0,63—0,37 |
|
Плохо |
0,37—0,20 |
|
Очень плохо |
0,20—0,00 |
Коэффициенты весомости ![]() показателей свойств технологического процесса определяются экспертным опросом по методу рангов. Составляется ранжированный ряд свойств технологического процесса в порядке возрастания суммы рангов. Показатель значимости свойства соответствует месту u, которое свойство занимает в полученном ранжированном ряду, и вычисляется по формуле
показателей свойств технологического процесса определяются экспертным опросом по методу рангов. Составляется ранжированный ряд свойств технологического процесса в порядке возрастания суммы рангов. Показатель значимости свойства соответствует месту u, которое свойство занимает в полученном ранжированном ряду, и вычисляется по формуле
![]() . (11)
. (11)
Значения![]() приведены в таблице 3.
приведены в таблице 3.
Таблица 3.
Показатель значимости свойств технологического процесса
|
Место свойства (ранг) |
1 |
2 |
3 |
4 |
5 |
6 |
|
¥ |
|
Показатель значимости |
1,00 |
1,00 |
0,75 |
0,50 |
0,31 |
0,187 |
... |
0,00 |
Таким образом, для определения обобщенной оценки технологического процесса по формуле (9) нужно, во первых, все частные показатели свойств технологического процесса (х) перевести в кодированные значения (у) и вычислить частные функции желательности ![]() . С этой целью априорно задается характер зависимости между ними. Простейший случай — линейная зависимость
. С этой целью априорно задается характер зависимости между ними. Простейший случай — линейная зависимость
![]() . (12)
. (12)
Прологарифмировав дважды уравнение (10), получим
![]() .
.
Подставляем значения ![]() в уравнение (12)
в уравнение (12)
 .
.
Составляем систему уравнений для известных значений показателей свойств
 .
.
Решением системы уравнений находят значения коэффициентов ![]() и
и ![]() . Коэффициенты
. Коэффициенты ![]() и
и ![]() вычисляются по базовым точкам на шкале желательности (0,37; 0,63; 0,80). Задача эксперта в этом случае – правильно поставить в соответствие значениям базовых точек (для построения уравнения достаточно две точки) адекватные значения наблюдаемых параметров.
вычисляются по базовым точкам на шкале желательности (0,37; 0,63; 0,80). Задача эксперта в этом случае – правильно поставить в соответствие значениям базовых точек (для построения уравнения достаточно две точки) адекватные значения наблюдаемых параметров.
В результате получают уравнение линейной зависимости между исследуемым показателем и безразмерными значениями. По этому уравнению можно найти значение у для любого значения х, а далее по формуле (10) — частную функцию желательности. Далее рассчитывается обобщенная функция желательности ![]() по выражению (9).
по выражению (9).
Обобщенная оценка технологического процесса сравнивается со шкалой стандартных оценок (таблицу 2) и между собой. Качество технологического процесса будет тем выше, чем большее значение имеет обобщенная функция желательности.
На основании анализа результатов делается вывод о пригодности технологического процесса к использованию, путях улучшения технологического процесса, направлениях новых разработок и т. п.
Таким образом, обобщенная функция желательности является количественным, однозначным и универсальным показателем качества исследуемого объекта — технологического процесса.
Список литературы:
1.Буткевич Р.В., Клочков Ю.С., Яницкая Т.С., Ярыгин С.А. Методические основы количественного оценивания технологических процессов//Известия Самарского научного центра РАН, — т. 7, — № 2, — 2005. — с. 456—463.
2.Михайловский И.А. Управление качеством изделий на основе регламентации комплекса требований к процессам их производства // Век качества, — № 2, — 2011. — с. 49—51.
3.Федюкин В.К. Управление качеством технологических процессов. М.: КНОРУС, 2013 — 232 с.