Статья опубликована в рамках: XIX Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 20 марта 2013 г.)
Наука: Технические науки
Секция: Приборостроение, метрология, радиотехника
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

АНАЛИЗ ДОСТОВЕРНОСТИ ПОВЕРКИ СРЕДСТВ ИЗМЕРЕНИЯ ДАВЛЕНИЯ
Парфеньева Ирина Евгеньевна
канд. техн. наук, доцент МГМУ (МАМИ) г. Москва
E-mail: iparfeneva@mail.ru
Аксёнов Артур Николаевич
студент МГМУ (МАМИ), инженер ФБУ «Ростест-Москва» г. Москва
THE ANALYSIS OF AUTHENTICITY VERIFICATION OF PRESSURE MEASUREMENT
Parfenyeva Irina
Candidate of Technical Science, Associate Professor of MGMU (MAMI), Moscow
Aksenov Artur
Student of MGMU (MAMI), engineer of Metrology FBU «Rostest-Moscow», Moscow
АННОТАЦИЯ
Целью данной работы является установление технически обоснованного подхода для выбора требований к допускаемой погрешности поверки. В статье рассмотрена поверка средств измерений давления (датчиков), критерии достоверности поверки и параметры методики поверки. Для конкретного типа датчиков получена расчетная таблица для проведения анализа достоверности поверки. Полученные результаты использовались при разработке методики поверки на датчики в ФБУ «Ростест-Москва».
ABSTRACT
The aim of this work is to establish a technically sound approach to select the requirements of the tolerable error checking. The article is devoted to the checking of means of measurements of pressure (gauges), the criteria for validity verification and settings calibration procedure. For a specific type of sensors received by the target table for the analysis of reliability of verification. The obtained results were used in the development of the methods for the calibration of the sensors in the FBU «Rostest-Moscow».
Ключевые слова: поверка средств измерений; критерии достоверности поверки; параметры поверки; контрольный допуск; датчики давления.
Key words: checking of means of measurements; criteria of reliability of the calibration; parameters calibration; control access; pressure sensors.
Для определения метрологических характеристик средств измерений (СИ) и подтверждения их соответствия установленным требованиям проводится поверка СИ — совокупность операций, выполняемых органами государственной метрологической службы (или другим официально уполномоченным органом, организацией) с целью установления пригодности СИ к применению.
Основной метрологической характеристикой датчиков давления (далее датчиков) является основная погрешность. Пределы допускаемой основной погрешности датчиков выражаются в процентах диапазона измерений или верхнего предела измерений и составляют от ±0,1 до ±1,5 %.
Основную погрешность определяют следующими способами:
1. по образцовому СИ на входе датчика устанавливают измеряемый параметр, равный номинальному, а по другому образцовому СИ измеряют значение выходного сигнала;
2. по образцовому СИ на выходе датчика устанавливают расчетное значение выходного сигнала, соответствующее номинальному значению измеряемого параметра, а по другому образцовому СИ измеряют значение этого параметра на входе датчика;
3. сравнением выходных сигналов проверяемого и образцового датчиков.
Основную погрешность определяют как максимальное отклонение действительных значений от расчетных.
Наличие погрешностей эталонных СИ, а также погрешности метода поверки приводят к тому, что всегда существует погрешность поверки, которая будет оказывать влияние на результат поверки.
Очевидно, что из-за погрешностей поверки возможны ошибки двух видов: имеется риск принять в качестве дефектного фактически годное СИ (фиктивный брак), или в качестве годного фактически дефектное СИ (необнаруженный брак). Ошибку в первом случае считают ошибкой первого рода, а во втором — ошибкой второго рода.
Очевидно, что ошибки первого и второго родов имеют разное значение для изготовителей и потребителей (заказчиков) контролируемой продукции.
Наличие необнаруженного брака опасно тем, что будут использованы СИ, погрешность которых превышает допускаемое значение. В результате увеличивается погрешность измерений, проводимых с помощью этого СИ, и не будет обеспечиваться требуемая точность и достоверность измерений.
Фиктивный брак опасен для предприятий — изготовителей СИ (при первичной поверке) и предприятий, эксплуатирующих СИ (при периодической поверке), так как это приводит к дополнительным затратам на ремонт, регулировку, перепроверку в действительности годных СИ.
Уменьшение уровня брака поверки можно достичь путем снижения погрешности поверки (использовать более точное эталонное СИ, изменить методику поверки, ужесточить требования к условиям поверки и др.). Однако на практике это уменьшение имеет определенные границы, обусловленные рядом технико-экономических факторов: наличием эталонных СИ требуемой точности, неточностью применяемых методов поверки и т. д.
Другим способом уменьшения брака поверки является установление контрольного допуска путем введения некоторого коэффициента сужения для предела погрешности поверяемого СИ. Вводимый коэффициент снижает вероятность ошибки второго рода, как наиболее опасной по последствиям.
В этих условиях необходим технически обоснованный подход к установлению требований к допускаемой погрешности поверки, обеспечивающих ее требуемую достоверность.
За основные критерии достоверности поверки принимаются:
·наибольшая вероятность ошибочного признания годным любого в действительности дефектного экземпляра СИ Pbam (необнаруженный брак);
·отношение наибольшего возможного модуля контролируемой характеристики погрешности СИ, которое может быть ошибочно признано годным, к пределу ее допускаемых значений ![]() (наибольший выход за допуск);
(наибольший выход за допуск);
·наибольшая средняя для совокупности годных экземпляров СИ вероятность ошибочного признания дефектным в действительности годных экземпляров СИ ![]() (фиктивный брак).
(фиктивный брак).
При выборе допускаемых значений критериев достоверности поверки следует руководствоваться технико-экономическими данными с учетом назначения и области применения конкретных СИ. Допускаемые значения ![]() и
и ![]() должны задаваться в НТД, содержащих методику поверки СИ.
должны задаваться в НТД, содержащих методику поверки СИ.
Рекомендуется принимать ![]() не более 1,35 — для СИ, основная погрешность которых составляет незначительную (менее 1/5) долю в погрешности измерений; не более 1,25 — для СИ, основная погрешность которых вносит такой же вклад в погрешность измерений, что и все остальные составляющие; не более 1,15 — для СИ, применяемых для измерений, погрешность которых практически полностью определяется основной погрешностью СИ; не более 1,00 — если известно, что такое СИ применяется для ответственных измерений, когда нельзя допускать выхода его основной погрешности за допускаемое значение.
не более 1,35 — для СИ, основная погрешность которых составляет незначительную (менее 1/5) долю в погрешности измерений; не более 1,25 — для СИ, основная погрешность которых вносит такой же вклад в погрешность измерений, что и все остальные составляющие; не более 1,15 — для СИ, применяемых для измерений, погрешность которых практически полностью определяется основной погрешностью СИ; не более 1,00 — если известно, что такое СИ применяется для ответственных измерений, когда нельзя допускать выхода его основной погрешности за допускаемое значение.
Графическая иллюстрация критериев приведена на рис.1, где ![]() — отношение значения контролируемой характеристики
— отношение значения контролируемой характеристики ![]() к модулю ее предельно допускаемого значения
к модулю ее предельно допускаемого значения ![]() (рисунок иллюстрирует случай, когда
(рисунок иллюстрирует случай, когда ![]() );
); ![]() — условная вероятность признания поверяемого экземпляра СИ годным при условии, что
— условная вероятность признания поверяемого экземпляра СИ годным при условии, что ![]() имеет некоторое конкретное значение;
имеет некоторое конкретное значение; ![]() — нормализованная (в долях модуля
— нормализованная (в долях модуля ![]() ) граница, левее которой находится область значений
) граница, левее которой находится область значений ![]() для годных в действительности экземпляров СИ, правее — для дефектных в действительности СИ;
для годных в действительности экземпляров СИ, правее — для дефектных в действительности СИ; ![]() — нормализованная граница области
— нормализованная граница области ![]() таких значений
таких значений ![]() , для которых отрицательные результаты контроля (экземпляр СИ признается дефектным) рекомендуется считать ошибочным.
, для которых отрицательные результаты контроля (экземпляр СИ признается дефектным) рекомендуется считать ошибочным.
Критерию ![]() соответствует ордината кривой
соответствует ордината кривой ![]() в точке
в точке ![]() .
.
Критерию ![]() соответствует абсцисса кривой
соответствует абсцисса кривой ![]() , при которой ее ордината
, при которой ее ордината ![]() равна (или практически близка) нулю. При этом
равна (или практически близка) нулю. При этом  , где
, где ![]() — наибольшее возможное значение контролируемой характеристики
— наибольшее возможное значение контролируемой характеристики ![]() экземпляра СИ, который может быть ошибочно признан годным с вероятностью
экземпляра СИ, который может быть ошибочно признан годным с вероятностью ![]() . Наиболее приемлемой областью значений для
. Наиболее приемлемой областью значений для ![]() следует считать область от 0 до 0,05.
следует считать область от 0 до 0,05.
Критерию ![]() соответствует заштрихованная на рисунке площадь, численно характеризующая отношение числа ошибочно забракованных в области
соответствует заштрихованная на рисунке площадь, численно характеризующая отношение числа ошибочно забракованных в области ![]() экземпляров СИ к их общему числу в области
экземпляров СИ к их общему числу в области ![]() . Наиболее приемлемой областью для критерия
. Наиболее приемлемой областью для критерия ![]() следует считать область от 0 до 0,05. Значение
следует считать область от 0 до 0,05. Значение ![]() не должно превышать 0,3.
не должно превышать 0,3.
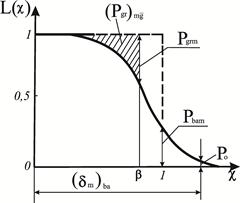
Рисунок 1. Графическая иллюстрация критериев достоверности поверки
Пунктирной линией на рисунке показана идеальная оперативная характеристика, которая имела бы место при идеальном методе поверки. Вид реальной оперативной характеристики полностью определяется методикой поверки и ее параметрами. Критерию ![]() соответствует дополнении ординаты кривой
соответствует дополнении ординаты кривой ![]() до единицы в точке
до единицы в точке ![]() . Выделение области
. Выделение области ![]() , т. е. принятие
, т. е. принятие ![]() имеет смысл в тех случаях, когда контролируемая характеристика может после контроля изменяться настолько, что вскоре после контроля возможен ее выход за границы поля допуска. Введение
имеет смысл в тех случаях, когда контролируемая характеристика может после контроля изменяться настолько, что вскоре после контроля возможен ее выход за границы поля допуска. Введение ![]() как бы учитывает заинтересованность потребителя в том, чтобы экземпляры СИ, контролируемые характеристики которых близки к границам поля допуска, признавались (с некоторой вероятностью) дефектными. В противном случае принимается
как бы учитывает заинтересованность потребителя в том, чтобы экземпляры СИ, контролируемые характеристики которых близки к границам поля допуска, признавались (с некоторой вероятностью) дефектными. В противном случае принимается ![]() . Значение
. Значение ![]() рекомендуется принимать равным 0,8.
рекомендуется принимать равным 0,8.
Рассмотрим параметры методики поверки.
1. Число и расположение контрольных точек ![]() по диапазону измерения СИ; определяется характером функции
по диапазону измерения СИ; определяется характером функции ![]() — зависимостью систематической составляющей
— зависимостью систематической составляющей ![]() основной погрешности СИ от входного сигнала
основной погрешности СИ от входного сигнала ![]() . В нормализованном виде указанная зависимость имеет вид
. В нормализованном виде указанная зависимость имеет вид ![]() , где
, где ![]() — предел допускаемой систематической составляющей основной погрешности СИ. Выбор числа проверяемых точек ведется из условия, что для любого экземпляра СИ разность
— предел допускаемой систематической составляющей основной погрешности СИ. Выбор числа проверяемых точек ведется из условия, что для любого экземпляра СИ разность ![]() между наибольшим значением непрерывной функции
между наибольшим значением непрерывной функции ![]() и ее наибольшим значением в проверяемых точках удовлетворяет условию
и ее наибольшим значением в проверяемых точках удовлетворяет условию ![]() , где допускаемое значение
, где допускаемое значение ![]() обычно принимают равным 0,05 или 0,1. Число контрольных точек
обычно принимают равным 0,05 или 0,1. Число контрольных точек ![]() при указанных
при указанных ![]() обычно не превышает 5—6 для достаточно большого класса встречающихся функций
обычно не превышает 5—6 для достаточно большого класса встречающихся функций ![]() , обладающих следующими свойствами: их реализации изменяются достаточно плавно, в пределах диапазона измерения СИ делают не более одного-двух полных колебаний и описываются тригонометрическим или степенным полиномом не выше третьей степени.
, обладающих следующими свойствами: их реализации изменяются достаточно плавно, в пределах диапазона измерения СИ делают не более одного-двух полных колебаний и описываются тригонометрическим или степенным полиномом не выше третьей степени.
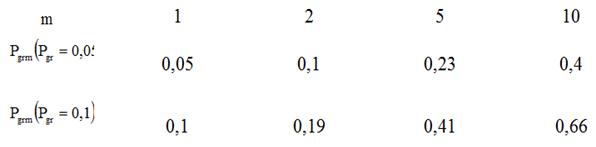
Количество контрольных точек значительно влияет на вероятностные характеристики поверки. Если годное СИ может быть ошибочно забраковано даже при поверке в одной точке, то при ![]() поверяемых точках вероятность такой ошибки значительно возрастает.
поверяемых точках вероятность такой ошибки значительно возрастает.
При вероятности забракования годного СИ ![]() в одной точке средняя вероятность его забракования в
в одной точке средняя вероятность его забракования в ![]() точках будет равна
точках будет равна ![]() .
.
Например, для ![]() и
и ![]() (при
(при ![]() =1) значения
=1) значения ![]() будут равны
будут равны
С другой стороны, негодное СИ может быть выпущено лишь при условии совместной ошибки поверки во всех ![]() точках диапазона, поэтому средняя вероятность этой ошибки
точках диапазона, поэтому средняя вероятность этой ошибки ![]() резко убывает с увеличением
резко убывает с увеличением ![]() :
: ![]() .
.
Например, для ![]() и
и ![]() (при
(при ![]() =1) значения
=1) значения ![]() будут равны
будут равны

2. Число наблюдений в проверяемой точке ![]() ; при поверке объектов с несущественной случайной составляющей основной погрешности
; при поверке объектов с несущественной случайной составляющей основной погрешности ![]() и для объектов с существенной случайной составляющей основной погрешности
и для объектов с существенной случайной составляющей основной погрешности ![]() .
.
3. Параметр ![]() , равный отношению предела допускаемого значения погрешности поверки
, равный отношению предела допускаемого значения погрешности поверки ![]() к пределу допускаемого значения основной погрешности СИ
к пределу допускаемого значения основной погрешности СИ ![]() ; предельные значения
; предельные значения ![]() выбираются из ряда: 1/10; 1/5; 1/4; 1/3; 1/2,5; 1/2. В частном случае
выбираются из ряда: 1/10; 1/5; 1/4; 1/3; 1/2,5; 1/2. В частном случае ![]() является отношением погрешностей эталонного и поверяемого СИ, которое устанавливается в поверочных схемах. При поверке СИ необходимо установить такое соотношение
является отношением погрешностей эталонного и поверяемого СИ, которое устанавливается в поверочных схемах. При поверке СИ необходимо установить такое соотношение ![]() , которое обеспечивало бы выполнение требований:
, которое обеспечивало бы выполнение требований: ![]() и
и ![]() . Это возможно лишь при условии сравнения полученного при поверке значения погрешности не с пределом допускаемого значения погрешности средства измерения
. Это возможно лишь при условии сравнения полученного при поверке значения погрешности не с пределом допускаемого значения погрешности средства измерения ![]() , а с контрольным допуском
, а с контрольным допуском ![]() , который определяется через параметр
, который определяется через параметр ![]() по формуле
по формуле ![]() .
.
4. Параметр ![]() , равный абсолютному значению отношения границ поля контрольного допуска к модулю допускаемого значения характеристики; значение
, равный абсолютному значению отношения границ поля контрольного допуска к модулю допускаемого значения характеристики; значение ![]() устанавливается на основании критериев достоверности поверки и выбранного значения
устанавливается на основании критериев достоверности поверки и выбранного значения ![]() .
.
По установленным значениям ![]() можно выбрать необходимое по точности эталонное СИ, а по значению
можно выбрать необходимое по точности эталонное СИ, а по значению ![]() установить положение контрольной границы, обеспечивающее получение требуемых характеристик достоверности.
установить положение контрольной границы, обеспечивающее получение требуемых характеристик достоверности.
Основой определения параметров методик поверки являются таблицы, приведенные в МИ 188-86 «ГСИ. Установление значений параметров методик поверки», отражающие взаимосвязь критериев достоверности ![]() ,
, ![]() с параметрами
с параметрами ![]() и
и ![]() . Таблицы составлены для различных видов СИ (мер, измерительных приборов и т. п.) и в зависимости от значимости случайной составляющей и изменения систематической составляющей основной погрешности поверяемого СИ. Использование таблиц упрощает процедуру установления допускаемой погрешности поверки.
. Таблицы составлены для различных видов СИ (мер, измерительных приборов и т. п.) и в зависимости от значимости случайной составляющей и изменения систематической составляющей основной погрешности поверяемого СИ. Использование таблиц упрощает процедуру установления допускаемой погрешности поверки.
Установление значений параметров ![]() и
и ![]() производится в следующем порядке. Для заданных значений критериев достоверности
производится в следующем порядке. Для заданных значений критериев достоверности ![]() и
и ![]() по табл. 1 проводят границу области, внутри которой лежат значения
по табл. 1 проводят границу области, внутри которой лежат значения ![]() и
и ![]() , обеспечивающие выполнение основных требований:
, обеспечивающие выполнение основных требований: ![]() и
и ![]() Полученную границу переносят в табл. 2, в которой представлены значения
Полученную границу переносят в табл. 2, в которой представлены значения ![]() . Далее по табл. 1 и 2, двигаясь по границе области, устанавливают ряд значений
. Далее по табл. 1 и 2, двигаясь по границе области, устанавливают ряд значений ![]() , при которых выполняется сформулированное выше требование. Полученный ряд включает все возможные значения
, при которых выполняется сформулированное выше требование. Полученный ряд включает все возможные значения ![]() от 0,1 до 0,5 и служит основой для выбора приемлемого в каждом конкретном случае
от 0,1 до 0,5 и служит основой для выбора приемлемого в каждом конкретном случае ![]() и соответственно
и соответственно ![]() . Значение
. Значение ![]() выбирает разработчик НТД на методику поверки СИ путем компромисса между возможностью практической реализации
выбирает разработчик НТД на методику поверки СИ путем компромисса между возможностью практической реализации ![]() , которое определяется наличием эталонных СИ требуемой точности, трудоемкостью поверки и т. д., и приемлемым значением критерия
, которое определяется наличием эталонных СИ требуемой точности, трудоемкостью поверки и т. д., и приемлемым значением критерия ![]() , которое определяется трудоемкостью регулировки или ремонта ошибочно забракованных СИ, введением дополнительной их перепроверки и т. д. Для выбранного значения
, которое определяется трудоемкостью регулировки или ремонта ошибочно забракованных СИ, введением дополнительной их перепроверки и т. д. Для выбранного значения ![]() в установленном ряду находят соответствующие ему значения
в установленном ряду находят соответствующие ему значения ![]() для установления контрольного допуска при поверке.
для установления контрольного допуска при поверке.
В качестве примера установим значения параметров методики поверки преобразователей дифференциального давления (фирмы «Testo AG», Германия) с несущественной случайной составляющей основной погрешности. Заданы допускаемые значения критериев поверки: ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
1. В табл. 1 проводим границу области для ![]() и
и ![]() (в данном случае обозначение
(в данном случае обозначение ![]() , используемое в табл. 1, заменяется на
, используемое в табл. 1, заменяется на ![]() ), обеспечивающих условия
), обеспечивающих условия ![]() и
и ![]() (см. выделенную линию в табл.1).
(см. выделенную линию в табл.1).
Двигаясь по границе области, записываем ряд значений

Таблица 1.
Значения ![]() (числитель) и
(числитель) и ![]() (знаменатель) при
(знаменатель) при ![]() , равном
, равном

Таблица 2.
Значения ![]() для
для ![]() и
и ![]() , выбранных из табл. 1
, выбранных из табл. 1
|
ap |
0,00 |
0,005 |
0,10 |
1,15 |
0,20 |
0,25 |
0,30 |
0,35 |
0,40 |
0,45 |
0,50 |
|
1/10 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0
|
0 |
|
1/5 |
0,028 |
0,005 |
0,002 |
0,001 |
0,001 |
0,000 |
0,000 |
0,000 |
0,000 |
0,000 |
0,000 |
|
1/4 |
0,067 |
0,016 |
0,009 |
0,005 |
0,003 |
0,002 |
0,001 |
0,001 |
0,001 |
0,000 |
0,000 |
|
1/3 |
0,140 |
0,047 |
0,027 |
0,018 |
0,012 |
0,009 |
0,007 |
0,005 |
0,004 |
0,003 |
0,002 |
|
1/2,5 |
0,207 |
0,079 |
0,047 |
0,032 |
0,023 |
0,019 |
0,015 |
0,012 |
0,009 |
0,007 |
0,006 |
|
1/2 |
0,305 |
0,133 |
0,087 |
0,062 |
0,045 |
0,035 |
0,027 |
0,023 |
0,019 |
0,016 |
0,013 |
2. Составляем новый ряд значений ![]() и
и ![]() , рассчитывая
, рассчитывая ![]() по формуле
по формуле ![]() .
.

3. Для каждой пары значений ![]() и
и ![]() (
(![]() ) предыдущих рядов вычисляем значения
) предыдущих рядов вычисляем значения ![]() и
и ![]() по формулам
по формулам
![]() ;
; ![]()
где
![]() ;
; ![]() ,
,
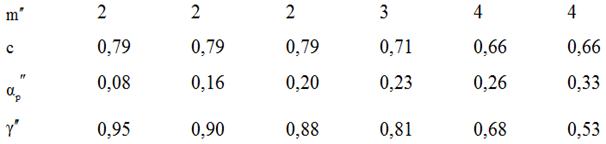
а рассчитанные значения ![]() округляем до ближайшего целого числа. Для удобства целесообразно пользоваться следующим заранее рассчитанным по формуле рядом значений с в зависимости от
округляем до ближайшего целого числа. Для удобства целесообразно пользоваться следующим заранее рассчитанным по формуле рядом значений с в зависимости от ![]()

Записываем ряд полученных значений ![]() и
и ![]()
4. Для каждой пары значений ![]() и
и ![]() полученного ряда по табл.1 и 2, находим значения
полученного ряда по табл.1 и 2, находим значения ![]() . Если в табл.1 и 2 нет нужных значений
. Если в табл.1 и 2 нет нужных значений ![]() и
и ![]() , то используют ряд, приведенный в табл.3. Если в приведенном ряду (табл. 3) нет значения, в точности равного найденному, то его находят путем интерполяции ближайших значений.
, то используют ряд, приведенный в табл.3. Если в приведенном ряду (табл. 3) нет значения, в точности равного найденному, то его находят путем интерполяции ближайших значений.
Таблица 3.
К определению оценки погрешности критериев
|
|
-1,0 |
-0,9 |
-0,8 |
-0,7 |
-0,6 |
-0,5 |
-0,4 |
-0,2 |
-0,1 |
0 |
|
|
1,000 |
0,903 |
0,804 |
0,706 |
0,610 |
0,517 |
0,428 |
0,266 |
0,197 |
0,140 |
Продолжение таблицы 3.
|
|
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
|
|
0,097 |
0,064 |
0,041 |
0,025 |
0,014 |
0,007 |
0,003 |
0,001 |
0,000 |
0,000 |
Записываем найденные значения ![]()
|
|
0 |
0,001 |
0,005 |
0,028 |
0,126 |
0,271 |
5. Дополняем ряд значений ![]() и
и ![]() , установленных в п. 2, соответствующими значениями
, установленных в п. 2, соответствующими значениями ![]() . Полученные данные представлены в табл.4.
. Полученные данные представлены в табл.4.
Таблица 4.
Значения параметров методики поверки датчиков с несущественной случайной составляющей основной характеристики
|
|
1/10 |
1/5 |
1/4 |
1/3 |
1/2,5 |
1/2 |
|
|
0,92 |
0,89 |
0,88 |
0,86 |
0,77 |
0,65 |
|
|
0 |
0,001 |
0,005 |
0,028 |
0,126 |
0,271 |
|
|
1,07 |
1,14 |
1,18 |
1,24 |
1,22 |
1,20 |
|
|
0,20 |
0,20 |
0,20 |
0,20 |
0,10 |
0,05 |
Полученные результаты позволяют проводить анализ достоверности поверки СИ в зависимости от точности имеющихся в лаборатории эталонных СИ. Например, если разработчик установил, что может быть реализовано значение ![]() (отношение погрешностей эталонного и поверяемого СИ), из полученного ряда следует, что средняя вероятность ошибочного признания дефектным годного СИ будет составлять 2,8 %, т. е.
(отношение погрешностей эталонного и поверяемого СИ), из полученного ряда следует, что средняя вероятность ошибочного признания дефектным годного СИ будет составлять 2,8 %, т. е. ![]() =0,028, и контрольный допуск будет составлять 0,86 допускаемой погрешности поверяемого СИ, т. е.
=0,028, и контрольный допуск будет составлять 0,86 допускаемой погрешности поверяемого СИ, т. е. ![]() .
.
Если разработчик установил, что может быть реализовано только значение ![]() , в этом случае средняя вероятность ошибочного признания дефектным годного СИ будет уже составлять 27,1 %, а контрольный допуск будет составлять 0,65 допускаемой погрешности поверяемого СИ, т. е.
, в этом случае средняя вероятность ошибочного признания дефектным годного СИ будет уже составлять 27,1 %, а контрольный допуск будет составлять 0,65 допускаемой погрешности поверяемого СИ, т. е. ![]() и т. д.
и т. д.
Таким образом, приведенные в табл. 4 данные позволяют производить целенаправленный поиск таких значений параметров методики поверки ![]() и
и ![]() (а значит, и погрешности поверки), которые обеспечили бы допускаемые значения критериев достоверности поверки (ошибок первого и второго родов).
(а значит, и погрешности поверки), которые обеспечили бы допускаемые значения критериев достоверности поверки (ошибок первого и второго родов).
Отрицательным следствием сужения контрольных нормативов является резкое возрастание вероятности ошибочного забракования. Чтобы этого избежать, нужно применять эталонные СИ более высокой точности при умеренных снижениях нормативов. В ряде случаев целесообразно перейти от однократных измерений к многократным.
Одним из основных показателей достоверности поверки является соотношение допускаемых погрешностей эталонных и поверяемых СИ. Чем выше это соотношение, тем выше достоверность поверки. В идеале это соотношение должно быть 1:10. Однако его достижение на практике связано с большими экономическими затратами.
Анализ достоверности поверки — это один из вопросов, требующих рассмотрения при разработке методики поверки. Внимание также следует уделить расчету (корректировке) межповерочного интервала в случае периодической поверки на основе моделирования процессов дрейфа метрологических характеристик СИ; обработке и представлению результатов измерений в терминах классической теории точности и с позиций теории неопределенностей. Решение этих вопросов является предметом дальнейших исследований.
Полученные результаты использовались при разработке методики поверки на датчики в ФБУ «Ростест-Москва».
Список литературы:
1.Артемьев Б.Г. Справочное пособие для работников метрологических служб: в 2 кн. Кн. 1 / Б.Г. Артемьев, С.М. Голубев. — 3-е изд., перераб. и доп. — М.: Издательство стандартов, 1990. — 528 с.
2.Бикулов А.М. Поверка средств измерений давления и температуры: учебное пособие/ А.М. Бикулов. — М.: АСМС, 2005. — 450 с.