Статья опубликована в рамках: XXXVIII Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 26 января 2016 г.)
Наука: Технические науки
Секция: Машиностроение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов
ПРИМЕНЕНИЕ КОМБИНИРОВАННЫХ ИНСТРУМЕНТОВ

Одной из основных задач в каждой отрасли машиностроения является улучшение и разработка нового оборудования и режущего инструмента для обеспечения высокого качества изделий, а также увеличение производительности. Металлорежущий инструмент является одним из существенных средств производства. Он применяется при обработке резанием разнообразных деталей на металлорежущих станках. В настоящее время в машиностроении используется существенное количество разнообразных режущих инструментов. Не так давно стали широко применяться комбинированные инструменты в машиностроении, но уже получили хорошие отзывы.
Комбинированный - такой инструмент, который в одном корпусе объединяет несколько простых инструментов. Он предназначен для одновременной или последовательной обработки нескольких поверхностей. Точность обработанных поверхностей и точность их расположения относительно друг друга выше, чем обработанных нормальными единичными инструментами, потому что обработка выполняется с одной установки детали и зависит только от точности самого инструмента и явлений, сопровождающих процесс резания. В результате его производительность очень высокая, особенно при совмещенной обработке нескольких поверхностей. Известны расточные головки для одновременной обработки двенадцати и более поверхностей. Погрешности установочных и рабочих перемещений механизмов и узлов станка на нее не влияют.
Почему эти инструменты не используют так часто? Цена комбинированных инструментов в несколько раз выше, чем единичных, входящих в их конструкцию в связи с тем, что они сложнее и менее технологичны. Кроме этого, эти инструменты — специальные и изготавливаются единично и мелкосерийно, а не массово, что также повышает их цену. Поэтому комбинированные инструменты изготовлены для массового производства, основанного на использовании станков - автоматов, универсальных или специальных станков, типа агрегатных. Но даже в этих условиях по причине дороговизны комбинированные инструменты используются только тогда, когда они крайне необходимы.
В связи с увеличением использования станков с ЧПУ зона применения таких инструментов постоянно сужается, хотя сама идея обширного использования комбинированных инструментов остается. Но ее исполнение должна быть образована на принципе основания модульных конструкций комбинированных инструментов, быстро собираемых из массово изготавливаемых стандартных модулей. Отдельные достижения в этом направлении уже имеются, особенно при создании расточных инструментов.
Применение комбинированных инструментов позволяет достичь таких преимуществ, как увеличение продуктивности обрабатывания, высвобождение рабочих позиций и мест в инструментальных магазинах, увеличение точности обработки, экономия инструментального материала, уменьшение количества вспомогательного инструмента и т.д. Следует отметить, что благодаря этим преимуществам использование комбинированного инструмента обеспечивает минимальную себестоимость обработки на данной операции и является актуальным направлением в развитии современного машиностроительного производства.
Комбинированные инструменты рационально использовать для достижения точного взаимного положения обработанных поверхностей или значительного упрощения и удешевления линии.
На данное время выработался класс комбинированных инструментов (прежде всего, в условиях крупносерийного и массового типов производства), предназначенных в основном для обработки фасонных и профильных поверхностей деталей. Такие детали в основном содержат цилиндрические, конические, торцовые и фасонные (в том числе резьбовые) участки. Применение комбинированных инструментов позволяет совместить как отдельные способы обработки (например, черновое и чистовое фрезерование), так и несколько методов обработки (сверление и фрезерование, зенкерование и нарезание резьбы метчиком и т.д.) в пределах одной операции
Так можно рассмотреть пример (Рисунок 1, Рисунок 2) обработки одного из резьбовых отверстий в картере переднего моста.
Узел картера переднего моста(Рисунок 1) имеет проблему: при заворачивании пробки в отверстие, после определённого времени работы узла картера переднего моста, происходит течь масла из под данной пробки.
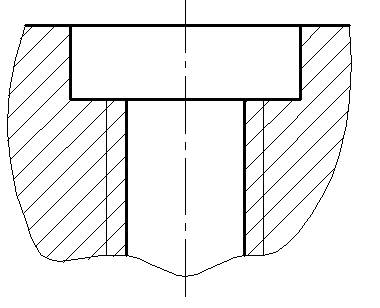
Рисунок 1. Узел картера переднего моста
При рассмотрении технологии обработки данного отверстия, было выявлено следующее:
первая операция: сверление отверстия;
вторая операция: зенкерование отверстия;
третья операции: цикование отверстия;
четвертая операция: развертывание отверстия;
пятая операция: нарезание резьбы.
Данная технология обработки отверстия не может обеспечить отклонение по соосности необходимой для узла картера переднего моста), так как при завышении данного отклонения формы, пробку могут не завернуть до конца. Вследствие чего и происходит течь масла.
Исходя из всего выше сказанного, можно сделать вывод, что данное отверстие можно обработать следующим образом: использовать комбинированный инструмент.
Первый вариант.
Первая операция: сверление отверстия;
Вторая операция: зенкерование отверстия;
Третья операция(комбинированный инструмент): цековка + развертка;
Четвертая операция: нарезание резьбы.
Данный вариант имеет недостаток, в том что ещё остается большое количество операций и есть опасность течи масла.
Второй вариант.
Первая операция: сверление;
Вторая операция(комбинированный инструмент): зенкер + цековка;
Третья операция: нарезание резьбы.
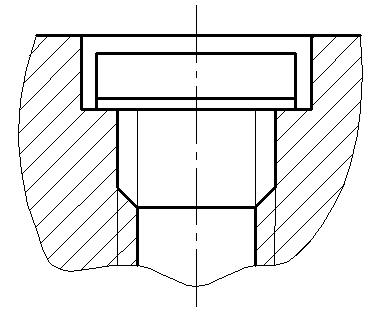
Рисунок 2. Узел с пробкой картера переднего моста
Таким образом, комбинированный инструмент позволяет выполнять несколько переходов обработки за один рабочий ход, а закрепление инструментов в быстросменных патронах - производить последовательно ряд переходов обработки с минимальной затратой времени.
Список литературы:
1. Определение, назначение, эффективность и область применения // Режущий инструмент: проектирование, производство, эксплуатация. [электронный ресурс] — Режим доступа. — URL: http://rezh-instrument.ru/obzor-konstruktsii-rezhushchikh-instrumentov/opredelenie-naznachenie-effektivnost-oblast-primeneniya (дата обращения 19.01.2016)
2. Обзор конструкций комбинированных инструментов для изготовления отверстий сложного профиля //Технологии машиностроения. — 2002. — [электронный ресурс] — Режим доступа. — URL: http://www.prom-info.com/index.php?m=4&id=94 (дата обращения 21.01.2016)
3. Применение – комбинированный инструмент // Большая Энциклопедия нефти и газа. — 2014. — [электронный ресурс] — Режим доступа. — URL: http://www.ngpedia.ru/id314058p1.html (дата обращения 19.01.2016)
4. Фавстов Ю.К., Шульга Ю.Н., Рахштадт А.Г. Металловедение высокодемпфирующих сплавов. М.: Металлургия, 1980. 272 с.
дипломов