Статья опубликована в рамках: XXXVI Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 24 ноября 2015 г.)
Наука: Технические науки
Секция: Металлургия
Скачать книгу(-и): Сборник статей конференции
отправлен участнику

КОВАНЫЕ ВАЛЫ
Замирбек уулу Осук – Кумуш
студент 3 курса кафедры «Металлургия черных металлов» (МЧМ)
Юргинского технологического института (филиала)
«Национальный исследовательский Томский политехнический
университет» (ЮТИ НИ ТПУ),
РФ, г. Юрга
Апасов Александр Михайлович
научный руководитель, канд. техн. наук, доцент кафедры МЧМ ЮТИ НИ ТПУ),
РФ, г. Юрга
Введение
Несмотря на успехи, достигнутые в области разработки и применения новейших технологий, отказы изделийответственного назначения, сопровождаемые часто человеческими жертвами и значительными материальными потерями, все еще происходят. Аварии таких систем или определенные отклонения в режимах их работы могут приводить к весьма серьезным последствиям [13; 1]. Отказ в работе или разрушение практически неизбежно завершают функционирование любого изделия и могут привести к необратимым гуманитарным и экологическим последствиям не только в пределах одного региона, государства, но и более того, в планетарном масштабе.
Следовательно, в настоящее время значительное повышение качества, надежности и долговечности материалов и изделий продолжает оставаться одной из актуальных проблем современного научно-технического развития. Особенно это важно для изделий, эксплуатирующихся при высоких статических и динамических нагрузках. Поэтому надежность изделий существенным образом зависит от качества конструкционных материалов и, кроме того, от строгого соблюдения технологического процесса их изготовления [2].
Каковы же основные причины, приводящие к отказу или разрушению изделий в работе?
Согласно Р. Коллакоту, обычно к авариям приводят ошибки следующих трех типов [11, с. 10]:
1. Технические ошибки, обусловленные:
· неправильным проектированием;
· неправильным изготовлением, когда элементы конструкции не соответствуют проекту;
· неправильной эксплуатацией.
2. Организационные ошибки.
3. Недостаток квалификации.
Изо всех этих ошибок следует особо выделить те, которые возникают из-за неправильного изготовления изделий.
В связи с этим очень важно уже на этапе технологического процесса изготовления деталей, узлов, изделий обеспечить их особое качество в дальнейшем.Это объясняется, в большинстве случаев, физической неоднородностью металла, т. е. наличием дефектов различного структурного уровня.
В качестве подобных дефектов у самого обширного класса изделий, в частности, кованых валов ответственного назначения, выступают флокены и трещины. Контроль процесса их зарождения до сих пор очень сложно осуществить. Трещины относятся к наиболее опасным дефектам и по всем нормативно-техническим документам недопустимы [9, с. 128; 3, с. 19].
Поэтому особое качество металла закладывается уже на атомном и наноуровне формирования его структуры [6, с. 21]. С другой стороны, наличие высококачественных материалов и новейших технологий изготовления при отсутствии эффективных методов технической диагностики не гарантирует безаварийной эксплуатации.
Постановка задачи
Как показал анализ данных брака по поковкам в ООО «Юргинский машиностроительный завод» за последнее десятилетиезначительная часть кузнечных слитков развесами 10,6 т, 11,5 т, 8,0 т не расковываются из-за трещинообразования при кузнечном переделе. Кроме того, определенное количество кованых валов забраковано по результатам ультразвукового контроля (УЗК). Такое количество брака является недопустимым.
Актуальность проблемы повышения качества, надежности и долговечности кованых валов обусловлена еще и тем, что в рамках метода УЗК (в частности, по способу выявления дефектов: теневой, зеркально-теневой, эхо-импульсный методы контроля [12, с. 287]), в основном используемого для неразрушающего контроля металла поковок, невозможно дать 100 %-ную гарантию качества из-за его объективных недостатков. Одним из существенных недостатков метода является наличие временной мертвой зоны.Она представляет собой неконтролируемый поверхностный слой, в котором эхо-сигнал от дефекта не отделяется от зондирующего, а также присутствуют (в большинстве случаев) сформировавшиеся трещины с выходом на поверхность металла кованого вала. При этом, определение характера дефектов, в том числе особо опасных плоскостных дефектов с малым раскрытием (микротрещин), с точки зрения эксплуатационной надежности изделий – одна из наиболее трудных задач для ультразвукового контроля. До настоящего времени многие инструкции и нормы оценки качества изделия исходят из предположения о невозможности определить характер дефекта с помощью ультразвука [4, с. 66, 67].
Кроме того, следует отметить, что трудоемкость последующего устранения выявленных опасных дефектов, как правило, значительно выше трудоемкости собственно процесса изготовления кованых валов. В отдельных узлах исправление вообще недопустимо, а в некоторых видах уникальных изделий присутствие дефектов должно быть полностью исключено.
Следовательно, необходимо разрабатывать методы неразрушающего контроля качества уже на стадии технологических процессов изготовления изделий, их технической диагностики и критических условий эксплуатации, а также находить способы контроля этих условий.
В связи с этим проблема разработки бездефектной технологии изготовления кованых валов является весьма актуальной.
Поэтому была поставлена задача проведения комплексных исследований качества изготавливаемых поковок:
1. Макроскопический анализ темплета бракованной заготовки вала из мартеновской стали St 52,3 N.
2. Микроскопический анализ материала на образцах, вырезанных вблизи от обнаруженной методом УЗК трещины, а также структуры качественного металла.
3. Статические механические испытания с определением прочностных и пластических характеристик образцов, изготовленных из темплета. Сравнение полученных результатов с конечными информативными параметрами металла,указанных в технических условиях (ТУ) на кованые валы.
4. Рентгеноструктурный и рентгенофазовый анализметалла дефектной и качественной поковок.
5. Просвечивающая электронная микроскопияреплик образцов и проведение анализа тонкой структуры стали St 52,3 N дефектной и качественной поковок.
Обсуждение результатов исследования
Материалы проведенных исследований были опубликованы в работах [7; 8; 10]. При этом весь комплекс полученных результатов и их анализ позволяет сделать следующее заключение о причинах разрушения кованых валов.
Механические испытания образцов металла из дефектной заготовки показали, что, хотя прочностные параметры соответствуют предельно допустимому уровню требований к стали St 52,3 N, пластичность оказалась более чем на 40 % ниже. Изломы, образующиеся как при ударных, так и при квазистатических испытаниях, можно определить как неоднородно-волокнистые с разрывами. Между волокнами наблюдаются отдельные кристаллические участки. Волокна образуют слои, которые параллельны оси поковки. Такие изломы возникают при недостаточной степени деформации в процессе горячей обработки давлением.
Металлографический анализ установил, что исследуемая сталь является ферритно-перлитной. Сверхструктура перлитных колоний очень грубая. Перлитные колонии располагаются цепочками по границам «старых» аустенитных зерен. Как правило, в перлитных колониях располагаются поры. Морфология перлита представляет собой переходную модификацию от пластинчатой к зернистой. В теле ферритных зерен наблюдается большое число выделений вторичных фаз.
Просвечивающая электронная микроскопия позволила установить, что:
· анализируемые образцы стали действительно являются поликристаллическими агрегатами, сформированными зернами феррита и колониями перлита. Перлит по морфологическому признаку может быть как пластинчатым, так и глобулярным;
· объемные доли перлита в стали (дефектная и качественная поковки) существенно различаются.В первом случае относительная объемная доля перлита значительно (в 1,5–2 раза) выше. Это означает, что концентрация углерода завышена по отношению к марочному содержанию и может составлять ~0,3 % (вес.);
· в обоих состояниях наблюдаются неметаллические включения сульфидного типа, расположенные в объеме и по границам зерен феррита и ферритных пластин перлита. При этом в образце стали из дефектной заготовки содержание сульфидов значительно выше.
Результаты проведенных исследований позволяют утверждать:
1. Содержание углерода в стали было выше допустимого для марки St 52,3 N, степень деформации при ковке была недостаточной, а загрязнение сульфидными неметаллическими включениями выше нормы.
2. Образовавшаяся структура не может обеспечить высоких эксплуатационных характеристик и, в первую очередь, необходимую вязкость разрушения.
3. Поры и неметаллические включения могут быть источниками термических трещин, что приводит к разрушению заготовок после ковки или растрескиванию после термической обработки.
4. Для предупреждения нежелательных последствий следует строго контролировать состав стали при выплавке по углероду и вредным примесям. Необходимо строго соблюдать технологический режим обработки давлением, а именно, температуру начала и конца ковки, степень обжатия при ковке.
5. При повышенном содержании углерода (на верхнем пределе марочного состава или выше этого предела) степень деформации при ковке должна быть увеличена.
Тем не менее, данные рекомендации не являются, по всей вероятности, окончательными, потому чтопока неизвестна природа происхождения как отдельных пор, так и их цепочки, выявленных в тонкой структуре перлитной колонии [7, с. 91].
Это связано с тем, что комплекс результатов, полученных авторами и опубликованных ими в работах [7; 8; 10], не учитывает общее состояние металла поковок по водороду от момента завалки шихты в мартеновскую печь до изготовления готового кованого вала. На рис. 1 представлены фотографии образцов изломов стали St 52,3 N, полученных как при ударных, так и при квазистатических испытаниях.
Авторы определяют структуру металла изломов как неоднородно-волокнистую с разрывами, причем между волокнами наблюдаются отдельные кристаллические участки. Такой тип излома возникает вследствие неоднородности исходной литой структуры и недостаточной степени деформации при обработке давлением [7, с. 92].
Тем не менее, кристаллические участки имеют вид серебристо-белых пятен или трещин в изломе (рис. 1), которые (по определению) являются флокенами,, т. е. дефектами внутреннего строения стали в виде разрыва тела отливки под влиянием растворенного в стали газообразного водорода и создаваемых им высоких внутренних напряжений.


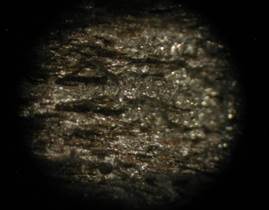
Рисунок 1. Фотографии образцов изломов стали St 52,3 N
Таким образом, в дальнейшем при обработке слитков стали давлением из пор [7, с. 91] и полостей, заполненных газообразным водородом под высоким давлением, зарождаются и формируются согласно теории Ф. Макклинтока трещины [5, с. 115]. В результате подобные кованые валы забраковываются с последующим переплавом.
Для недопущения и устранения подобных дефектов в кованых валах в дальнейшем необходимо:
· ввести технологическую операцию по формированию чистой по водороду шихты с обязательной ее последующей прокалкой;
· подвергать поковки термической противофлокенной обработке;
· разработать метод технической диагностики и внедрить его для неразрушающего контроля кованых валов вместо УЗК, не позволяющего идентифицировать дефекты типа трещин, с целью выявления источников зарождения микротрещин в реальном масштабе времени на самой ранней стадии процесса изготовления поковок;
· для обеспечения особого качества стали кованых валов по водороду и сульфидам железа, имеющих их повышенные концентрации, необходимо осуществлять рафинирующий вакуумный дуговой переплав (ВДП) с последующим электрошлаковым переплавом (ЭШП).
Выводы
На основе анализа результатов проведенных исследований установлено:
1. Необходимо обеспечить чистую по водороду шихту с обязательной последующей ее прокалкой перед завалкой в мартеновскую печь.
2. Дляобеспечения дальнейшего протекания процесса диффузии атомарного водорода в металле следует подвергать слитки и поковки термической противофлокенной обработке.
3. Необходимость в разработке метода технической диагностики и внедрения его для неразрушающего контроля кованых валов вместо УЗК, не позволяющего идентифицировать дефекты типа трещин, с целью выявления источников зарождения микротрещин в реальном масштабе времени на самой ранней стадии процесса изготовления поковок;
4. Для обеспечения особого качества стали кованых валов по водороду и сульфидам железа, имеющих их повышенное содержание в металле, необходимо осуществлять рафинирующий вакуумный дуговой переплав (ВДП) с последующим электрошлаковым переплавом (ЭШП).
Список литературы:
- Акимова Т.А. Техногенные аварии и катастрофы // Энергия: экономика, техника, экология. – 2009. – № 5. – С. 22–26.
- Алешин Н.П., Бигус Г.А., Лютов М.А. Диагностирование объектов стартовых комплексов изделий ракетно-космической техники с использованием акустических методов контроля // Дефектоскопия. – 2002. – № 3. – С. 3–13.
- Алешин Н.П. Физические методы неразрушающего контроля сварных соединений: учебное пособие. 2-еизд., перераб. идоп. – М: Машиностроение, 2013. – 576 с.
- Апасов А.М. Активная диагностика разрушения и предотвращение техногенных катастроф ⁄ А.М. Апасов. – Томск: Изд-во Томского политехнического университета, 2010. – 216 с.
- Апасов А.М. Диагностика процесса разрушения сварных соединений при сварке/ А.М. Апасов // Известия Томского политехнического университета. – 2015. – Т. 326. – № 3. – С. 111–121.
- Апасов А.М. Метод предотвращения техногенных катастроф / А.М. Апасов // Дефектоскопия. – 2012. – № 2. – С. 21–31.
- Апасов А.М., Валуев Д.В., Данилов В.И. О возможных причинах брака крупнотоннажных заготовок из низкоуглеродистой марганцевой стали на ПО «Юрмаш» ∕∕ Известия Томского политехнического университета. – 2007. − № 3. − Т. 310. − С. 90–92.
- Валуев Д.В., Апасов А.М., Данилов В.И. О возможных причинах брака крупнотоннажных заготовок на Юргинском машиностроительном заводе ∕∕ Известия высших учебных заведений. Черная металлургия. – 2007. − № 10. − С. 65 66.
- Герасимова Л.П. Контроль качества сварных и паяных соединений: справочное издание / Л.П. Герасимова. – М.: Интермет Инжиниринг, 2007. – 376 с.
- Данилов В.И., Валуев Д.В., Иванов Ю.Ф., Апасов А.М. Тонкая структура стали St52,3N и возможные причины брака крупнотоннажных заготовок на ПО «Юрмаш» ∕∕ Известия Томского политехнического университета. – 2007. − № 4.− Т. 311. − С. 67–72.
- Коллакот Р. Диагностика повреждений: пер. с. англ. / Р. Коллакот. – М.: Мир, 1989. – 512 с., ил.
- Неразрушающий контроль металлов и изделий / Справочник под ред. Г.С. Самойловича. – М.: Машиностроение, 1976. – 456 с.
- Патон Б.Е. Об основных направлениях работ в области акустической эмиссии // Акустическая эмиссия материалов и конструкций. Тр. 1–ой Всесоюзной конференции. – Ростовский университет, 1989. – С. 5–10.
отправлен участнику