Статья опубликована в рамках: XIV Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 28 ноября 2013 г.)
Наука: Технические науки
Секция: Металлургия
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
отправлен участнику

"За статью проголосовало 911 человек"
ИССЛЕДОВАНИЕ УГАРА УГЛЕРОДИСТОЙ СТАЛИ В НАГРЕВАТЕЛЬНОЙ ПЕЧИ ПЕРЕД ПРОКАТКОЙ
Лесунов Сергей Сергеевич
студент 4 курса кафедры ММ СТИ НИТУ МИСиС, РФ, г. Старый Оскол
Бредихина Ксения Николаевна
Рязанов Алексей Юрьевич
Тимофеева Дарья Сергеевна
Студенты 3 курса кафедры ММ СТИ НИТУ МИСиС, РФ, г. Старый Оскол
E-mail: dakatuli@bk.ru
Тимофеева Анна Стефановна
научный руководитель, к.т.н., доцент кафедры ММ СТИ НИТУ МИСиС, РФ, г. Старый Оскол
Нагрев слитков и заготовок перед прокаткой осуществляется с целью повышения его пластичности и уменьшения его сопротивления деформации. Нагрев является одной из важных и основных операций в процессе прокатки. Он должен обеспечить равномерное распределение температуры по сечению прокатываемого металла, его минимальное окисление и обезуглероживание [1].
Продолжительность нагрева металла определяется физико-химическими свойствами нагреваемой стали, температурными условиями, зависящими от конструкции печи, расположения металла в печи, формы и размеров нагреваемых изделий и др. [2].
Правильно выбранный режим и температурные интервалы нагрева позволяют получить однофазную структуру. Благодаря диффузии происходит перераспределение примесей и выравнивание состава металла (гомогенизация).
При неправильном режиме нагрева неизбежны перегрев, пережог, повышенный угар металла, оплавление, обезуглероживание или науглероживание и плохая структура, а также могут появиться трещины, рванины, образования плены. Несоблюдения установленных режимов охлаждения и нагрева металла приводит к образованию «скворечников», разрушению металла при нагреве или получению продольных и поперечных трещин.
При нагреве металла происходит окисление его с образованием окалины, которая является источником потерь годного металла. Угар металла при нормальной работе нагревательных устройств составляет 1—2 % массы металла, а при неудовлетворительной работе до 4—5 %. Если учесть, что при прокатке слитка металл нагревают несколько раз, то можно принять угар в среднем 3—4 % массы металла. Кроме того, окалина при прокатке вдавливается в металл, что ухудшает качество поверхности [3].
На образование окалины влияет температура, продолжительность пребывания металла при высоких температурах, скорость нагрева и печная атмосфера. Образование окалины протекает более энергично при температурах выше 900—1000 °С. Окисление металла в печи тем больше, чем дольше металл находится в печи при высоких температурах. Угар тем меньше, чем больше скорость нагрева. Для уменьшения угара процесс горения газов должен протекать при наименьшем избытке воздуха и с наибольшей полнотой, причем давление в печи должно быть положительным [2].
На окисление металла оказывает также влияние отношения поверхности нагреваемого металла к его объему: чем больше это отношение, тем сильнее окисление металла.
Режим нагрева металла зависит от марочного состава садки. Технологический процесс нагрева и гомогенизации непрерывнолитых заготовок (НЛЗ) перед прокаткой на крупносортно-заготовочном стане «700» определен инструкцией ТИ П.03-94-2012. Для нагрева используем образцы углеродистую сталь попадающую в 1 группу нагрева. Соответствие сталей различных марок группам нагрева представлено в таблице 1 [1].
Таблица 1.
Соответствие сталей различных марок группам нагрева
|
|
|
|
Определение угара в нагревательных печах ОЭМК было проведено методом моделирования процесса нагрева в лабораторных условиях в печи SNOL 7,2/1100 и SNOL 7,2/1300.

Рисунок 1. Печь муфельная SNOL 7,2/1100

Рисунок 2. Печь муфельная SNOL 7,2/1300 , программируемая
Угар определялся разницей увеличения массы образца при нагреве. Нагрев 1 группы проходил по режиму, применяемому в нагревательных печах ОАО «ОЭМК» (таблица 2).
Размеры образца 1 без покрытия: Диаметр — 25 мм, высота — 31,9 мм, масса — 127 г.
Размеры образца 2: Диаметр — 24,1 мм, высота — 31,9 мм, масса — 115,5 г.
Для второго образца использовали покрытие № 1.
Таблица 2.
Режим нагрева сталей 1 группы
Номер зоны |
Температура в зонах печи, °С |
Продолжительность нагрева, мин |
1 |
950 |
45 |
2 |
1020 |
45 |
3 |
1190 |
22,5 |
4 |
1220 |
22,5 |
5 |
1170 |
22,5 |
6 |
1200 |
22,5 |
Согласно инструкции первая зона печи имеет температуру 950°С. Образцы 1 и 2 помещаются в печь(SNOL 7,2/1300) при этой температуре, время нахождения образцов в 1 зоне 45 минут. После чего взвешиваем образцы и переносим в печь (SNOL 7,2/1100) с температурой 1020 °С, соответствующей зоне нагрева 2. Время нахождения образцов во второй зоне 45 минут. По завершению времени нагрева, быстро взвешиваем образцы и переносим в печь (SNOL 7,2/1300) с температурой 1190 °С. Время нахождения образцов в третьей последующих зонах по 22,5 минут (табл. 2). Измерения проводятся аналогично.
Рост масс образцов по зонам нагрева представлен в таблице 3.
Таблица 3.
Рост масс образцов по зонам нагрева
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Анализируя данные, можно отметить, что нанесение покрытий на образец дает уменьшение угара в 1,62 раза в процентах.
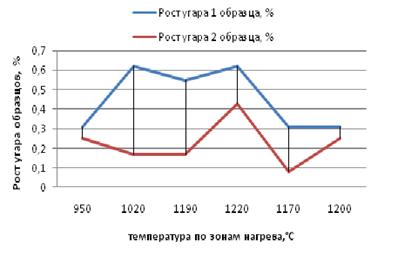
Рисунок 3. Рост угара металла от температуры нагрева по зонам
По полученным практическим данным видно, что рост угара металла при температуре 1020 °С вызван продолжительностью нагрева в этой зоне. Рост угара в четвертой зоне связан с высокой температурой нагрева 1220 °С и временем пребывания образцов в печи.
В таблице 3 представлен общий угар в печи составляет по массе 1,7 % с покрытием образца и 2,76 % без покрытия.
Это кажется незначительным для данного образца, но в печь садку материала производят по массе значительно превышающими представленными.
Просчитаем экономию стали в переводе на действующее предприятие ОАО «ОЭМК» на одну печь производительностью 150 т/час.
По инструкции в печь одновременно может быть посажены блюмы сечением (360х360) мм2 и их количество определяется длиной заготовок по инструкции технологии нагрева [3]. Возьмем один из вариантов 8800 мм — 4 штуки,11700 мм — 3 штуки, 5000 мм — 4 штуки. Тогда общая масса
7800 кг/м3* 9,76 м3 = 76128 кг = 76,128 т.
Угар составляет 36кг/т заготовки. Определим угар металла для данной садки :
76,128*36=2740,61 кг = 2,741 т или 3,6 %.
Угар при применении покрытий в 1,62 меньше в процентах, тогда это равно :
3,6/1,6= 2,25 %.
Разница в угаре составит:
2,741–2,741/3,6*2,25=1,028 т.
При себестоимости углеродистой стали 14400руб экономический эффект определится:
14400 руб./т.*1,028 т./76,128 т. =194,45 руб./т.
Список литературы:
1.Нагрев и гомогенизация непрерывнолитых заготовок в СПЦ-1 Т. И. П. 03-94-2012, ОАО «ОЭМК», — 35 с.
2.Нагрев металла перед прокаткой [Электронный ресурс] — Режим доступа. — URL: http://profznanie.com/prokatka/prokatka-nagrev.html (дата обращения 23.11.2013).
3.Угар и обезуглероживание металла при нагреве [Электронный ресурс]: — Режим доступа. — URL: http://xn-80awbhbdcfeu.su/ugar (дата обращения 23.11.2013).
отправлен участнику