Статья опубликована в рамках: X Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 04 апреля 2013 г.)
Наука: Технические науки
Секция: Машиностроение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ИЗУЧЕНИЕ ТЕПЛОВЫХ ЯВЛЕНИЙ ПРИ ГИБКЕ ТРУБ С РАСКАТЫВАНИЕМ
Чумичёв Александр Евгеньевич
студент 4 курса, кафедра технологии машиностроении, станков и инструментов филиал ФГОУ ВПО «ЮУрГУ» (НИУ), г. Златоуст
E-mail: aech1992@mail.ru
Козлов Александр Васильевич
научный руководитель, д-р техн. наук, профессор филиала ФГО ВПО «ЮУрГУ» (НИУ), г. Златоуст
Для рациональной компоновки трубопроводов и других изделий, изготавливаемых из труб, требуется большое количество их криволинейных участков. Гибка труб является одной из основных операций технологического процесса изготовления криволинейных деталей трубопроводов. Однако в современных производственных условиях осуществить качественную гибку труб диаметром более 40 мм в холодном состоянии достаточно сложно. Связано это с тем, что она сопровождается такими нежелательными для последующей эксплуатации явлениями, как утонение стенки на внешней части гиба, сплющивание поперечного сечения, образование гофр и изломов на внутренней части гиба. Основным приемом снижения усилий гибки и повышения пластических свойств материала трубы является нагрев. Однако его применение требует значительных энергозатрат и использования сложного дорогостоящего оборудования [4].
Разработанная в ЮУрГУ технология гибки тонкостенных труб с раскатыванием устраняет многие из перечисленных выше недостатков. Сущность новой технологии гибки труб с раскатыванием [1] заключается в следующем. При вращении раскатника (рис. 1), заведенного в трубу с достаточно большим натягом, в каждой точке кольцевой зоны раскатывания возникает знакопеременный изгиб, при котором изгибные напряжения кратковременно достигают предела текучести sТ. В результате при приложении относительно небольшого изгибающего усилия происходит гибка в перемещающейся кольцевой зоне раскатывания.
Опыт показывает, что процесс гибки с раскатыванием (см. рис. 1) неразрывно связан с выделением тепла в зоне гиба. Причины его возникновения, характер распределения, а так же процессы теплообмена между элементами технологической системы в зоне деформаций ещё недостаточно изучены [1].
Как известно, пластическое течение металла при гибке с раскатыванием представляет собой сдвиг одной части кристаллов вещества по отношению к другой, что является основной причиной выделения тепла в зоне гиба [2]. Весьма сложным является вопрос о его распределении. Неравномерность распределения тепла по сечению трубы обусловлена как различной интенсивностью деформаций в разных участках сечения, так и теплообменом с элементами оснастки станка (раскатным инструментом, роликом-шаблоном и т. д.).
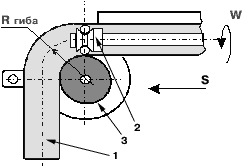

Рисунок 1. Схема гибки труб с раскатыванием: 1 — труба, 2 — раскатной инструмент, 3 — гибочный ролик
Моделирование, проведенное в среде FormingSFM 8.0, показало (рис. 2, 3) наличие узкозонального нагрева в плоскости вращения деформирующих элементов раскатного инструмента. Каждый деформирующий элемент образует вокруг себя локальную зону нагрева с максимальной температурой для всего процесса гибки. Между деформирующими элементами происходит снижение температуры, но скорость охлаждения не достаточна для образования закалочных структур, что подтверждают исследования микроструктуры металла. Это объясняется образованием в зонах между деформирующими элементами, пластических шарниров, которые дают нагрев, хотя и в меньшей степени, чем в зонах действия деформирующих элементов.
Хорошо видно воздействие оснастки на процесс распределения теплоты в технологической системе (см. рис. 2, 3). В ходе гибки ролик-шаблон наматывает изгибаемую трубу, создавая тем самым плотный контакт ложемента ролика и внутренней стенки гиба трубы. Это обеспечивает постоянный теплоотвод от этой части гиба и поэтому температура здесь несколько ниже, чем на внешней стенке. Такая неравномерность распределения теплоты объясняется технологическими причинами — раскатка должна свободно деформировать поперечное сечение трубы для её гибки, поэтому в отличие от аналогичных типов оборудования опорная призма в нашем случае остается неподвижной и не контактирует с зоной воздействия раскатника, а следовательно и не отводит тепло с наружной стенки гиба.
Проведенные исследования тепловых явлений показали, что под воздействием температуры протекают процессы определенного изменения свойств материала. В то же время вряд ли нагрев трубы до 200° существенно влияет на характер ее деформации, кроме случаев гибки труб из жаростойких и нержавеющих сталей. В этом случае важным является установление оптимального теплового режима, обеспечивающего наибольшую стойкость раскатного инструмента и правильный подбор режима охлаждения [3].
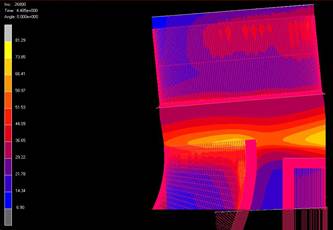
Рисунок 2. Распределение теплоты в стенках
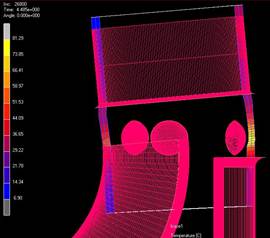
Рисунок 3. Распределение теплоты трубы в зоне раскатывания в элементах технологической системы
В связи с этим для определения температурных характеристик при гибе тонкостенных труб из нержавеющей стали была проведена серия экспериментов, в ходе которых замерялась температура в зонах раскатывания, показанных на рис. 4, двумя искусственными термопарами. В процессе гиба зона раскатывания равномерно проходила точки 1—9 (рис. 5), расположенные вдоль трубы, и по мере их прохождения через зону раскатывания замерялась температура (см. таблицу). Для выявления влияния СОЖ на температурные характеристики процесса эксперимент проводился с тремя типами охлаждающих жидкостей: вода, эмульсия и масло. Результаты измерений приведены в таблице и на рис. 6—10.
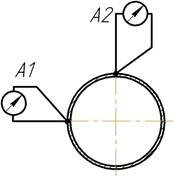
Рисунок 4. Схема установки термопар
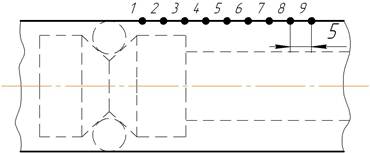
Рисунок 5. Расположение точек измерения
Анализируя полученные результаты и сравнивая охлаждающее воздействие воды, эмульсии и масла на температуру гиба можно сделать следующие выводы. Масло действует наиболее эффективно, так как смазывает трущиеся поверхности трубы и раскатника, заметно уменьшая трение, но оно дороже и сложнее в использовании. Эмульсия обладает качествами, несколько уступающими маслу по смазывающему воздействию, но является более дешёвым средством. Вода, обеспечивая наилучший теплоотвод практически не снижает трения в зоне контакта инструмента и детали. Следовательно, при гибке труб с раскатыванием желательно использовать смазочно-охлаждающие жидкости на масляной основе.
Таблица 1.
Результаты измерений
|
Размеры трубы D´H, мм |
Зона измерения |
Вид охлаждения |
Температура Т, оС |
Зона измерения |
Вид охлаждения |
Температура Т, оС |
|
Ш20,5´1,25 |
А1 |
Вода |
31 44 53 64 63 71 89 92 96 |
А2 |
Вода |
33 38 43 52 63 74 81 97 101 |
|
Эмульсия |
57 61 63 66 70 76 83 87 93 |
Эмульсия |
58 61 65 70 72 78 85 92 95 |
|||
|
Масло |
36 37 38 40 47 52 60 66 71 |
Масло |
36 36 40 42 44 48 53 60 63 |
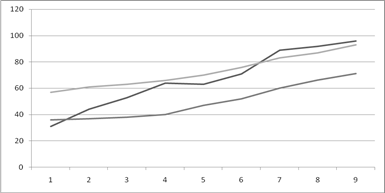
Рисунок 6. График изменения температуры в зоне раскатывания (А1)
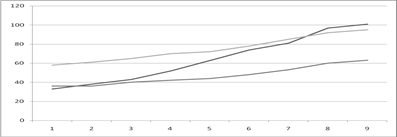
Рисунок 7. График изменения температуры в зоне раскатывания (А2)
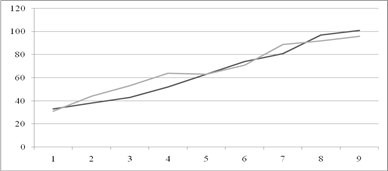
Рисунок 8. График зависимости температуры от места измерения, при охлаждении водой
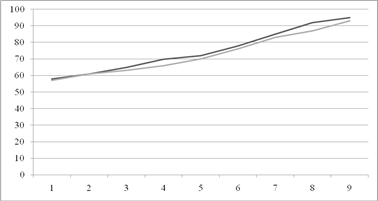
Рисунок 9. График зависимости температуры от места измерения, при охлаждении эмульсией
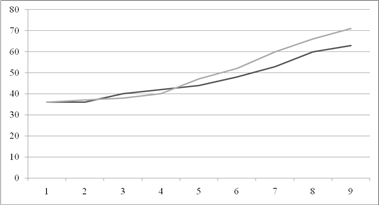
Рисунок 10. График зависимости температуры от места измерения, при охлаждении маслом
Список литературы:
1.Козлов А.В. Технология и оборудование холодной гибки тонкостенных труб: монография / А.В. Козлов, А.В. Бобылев. — Челябинск: ЮУрГУ, 2007. — 169 с.
2.Козлов А.В. Изучение тепловых явлений при гибке труб с раскатыванием / А.В. Козлов, А.В. Бобылев. — Рубцовск: Рубцовский технологический институт, 2000.
3.Козлов А.В. Особенности холодной гибки труб из легированных сталей / А.В. Козлов, А.В. Бобылев // Вестник КГУ. Серия «Технические науки». — Курган: Изд-во КГУ, 2006. — Вып. 2. — Ч. 1. — С. 190—192.
4.Козлов А.В. Развитие теории, технологии и оборудования для холодной гибки тонкостенных труб с воздействием на трубу вращающимся деформирующим инструментом: Автореф. дис. д-ра техн. наук. — Челябинск, 2010. — 36 с.
дипломов