Статья опубликована в рамках: XXXVII Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ЕСТЕСТВЕННЫЕ НАУКИ» (Россия, г. Новосибирск, 14 января 2016 г.)
Наука: Биология
Секция: Экология
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ВЛИЯНИЕ ОСТАТОЧНОЙ ВЛАЖНОСТИ БЕНТОНИТА НА ПРОЧНОСТНЫЕ СВОЙСТВА ОКАТЫШЕЙ
Гордеев Игорь Дмитриевич
студент 2 курса, факультета металлургический и машиностроительных технологий, СТИ НИТУ МИСиС, РФ, г. Старый Оскол
Фирсовская Евгения Викторовна
студентка 2 курса, факультета металлургический и машиностроительных технологий, СТИ НИТУ МИСиС, РФ, г. Старый Оскол
Е-mail: igorjey@gmail.com
Базарова Маргарита Алексеевна
студентка 4 курса, факультета металлургический и машиностроительных технологий, СТИ НИТУ МИСиС, РФ, г. Старый Оскол
Корольков Евгений Владимирович
студент 4 курса, факультета металлургический и машиностроительных технологий, СТИ НИТУ МИСиС, РФ, г. Старый Оскол
Тимофеева Анна Стефановна
научный руководитель, канд. техн. наук, доцент кафедры ММ СТИ НИТУ МИСис, РФ, г. Старый Оскол E-mail:
Для производства качественных окатышей необходимо, чтобы комкуемость шихты была достаточной для получения нужной прочности. А комкуемость шихты зависит от свойств, количества и качества связующей добавки – бентонита. При производстве окатышей в качестве упрочняющей добавки применяются бентонитовые глины (в количестве 0,5–1,2 % от массы шихты), измельченные до крупности 75–90 % – 0,075 мм [2].
Истинная плотность бентонитов снижается при увеличении количества адсорбированной воды и колеблется в пределах от 2,2 до 2,7 г/см3 [4]. На процесс сушки большое влияние оказывает содержание бентонита в окатышах. Увеличение добавки бентонита приводит к уменьшению скорости сушки и увеличению ее продолжительности в связи с уплотнением структуры окатыша и ростом количества связанной воды[3].
Влажность окатышей слабо влияет как на равновесную температуру, так и на эффективность сушки. Разница между количеством испаряемой воды и количеством влаги, выносимой из слоя, определяет количество сконденсированной воды и переувлажнение окатышей, которые расположены после зоны испарения по ходу движения газа. Разность между максимальной капиллярной влагоемкостью и исходной влажностью окатышей  показывает при каком значении переувлажнения появится свободная влага, которая способная создать эффект «дождя» в зоне. При не высокой разности
показывает при каком значении переувлажнения появится свободная влага, которая способная создать эффект «дождя» в зоне. При не высокой разности  (повышенной влажности окатышей и пониженной их пористости) возможны образования «дождя» и разбухания окатышей с частичной потерей их прочности [1].
(повышенной влажности окатышей и пониженной их пористости) возможны образования «дождя» и разбухания окатышей с частичной потерей их прочности [1].
Определение оптимального содержания влаги в окатышах начинается с окомкования увлажненного концентрата, способного на грануляторе образовывать комки. Исследованием влияния влажности на прочность полученных окатышей занималось достаточно большое количество исследователей. Так авторы работы [2] выяснили, что увеличив влажность концентрата на 0,2%, (при этом выход годного класса окатышей (8,0-16,0 мм) составляет более 90 %), прочность изменилась незначительно (не менее 1 кг/окат. и 3-4 сбрасываний с высоты 0,5 м на резиновую плиту без разрушений)[2].
На рис. 1 приведены данные о влиянии массовой доли влаги при прочих равных условиях окомкования на гранулометрический состав сырых окатышей. Из полученных данных следует, что при массовой доле влаги в окатышах равной 8,6±0,2 % выход годного класса (8,0-16,0 мм) составляет 94-96 %. При этом прочность при сжатии сырых и сухих окатышей составляет 1,37 и 3,5 кг/окат., соответственно[1].
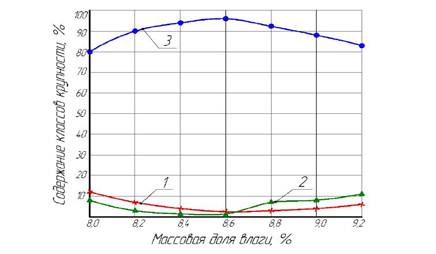
Рис. 1– Изменение гранулометрического состава окатышей в зависимости от массовой доли влаги:1 – класс крупности 0-8,0 мм; 2 – класс крупности +16,0 мм; 3 – класс крупности 8,0-16,0 мм
В ходе эксперимента было определено в исследовании по окомкованию концентрата руды Белановского горно-обогатительного комбината, что при удельной поверхности концентрата равной 250-270 /кг окомкование шихты, содержащей 0,7% бентонита, происходит стабильно, и сырые окатыши с массовой долей влаги 8,6±0,2 %, обладают удовлетворительными свойствами, а их предельная температура сушки (температура «шока») равна 510±10 °С[1].Это случай, когда изменение влаги относительно небольшое 0,2%.При изменении влаги в более высоких пределах дает ощутимые результаты и на прочность, и на гранулометрический состав полученных окатышей. И при этом играет большую роль бентонит.
Одно из основных свойств бентонита, которое является определяющим при его использовании в промышленности – способность к набуханию. Исследование способности этого минерала поглощать воду после нагрева при различных температурах обжига дает возможность правильного выбора режима сушки. Для исследования использовался бентонит Никольского участка [1]. Предварительно проба была равномерно и полностью активирована мокрым способом. Активированная глина высушивалась при температуре 50-60 °С. Результаты исследования представлены в таблице 1.
Таблица 1
Зависимость способности бентонита к регидратации от температуры предварительного обжига
|
Темпер дегидр. |
Навеска,(мг)
|
Qэкс.,%
|
Qобщ. гигр.,% |
Qост., % |
Q100,%
|
Qрег., % |
% регидр. |
|
200 |
457 |
26,4 |
11,02 |
8,6 |
1,8 |
9,4 |
61,0 |
|
300 |
442,5 |
23,27 |
7,2 |
7,4 |
1,3 |
9,3 |
59,0 |
|
400 |
429,5 |
21,4 |
6,9 |
7,15 |
1,6 |
7,95 |
51,6 |
|
500 |
408,6 |
17,7 |
7,6 |
6,0 |
1,6 |
5,7 |
37 |
|
600 |
398,7 |
16,7 |
7,0 |
5,5 |
1,00 |
5,2 |
33,7 |
|
700 |
- |
- |
- |
- |
- |
- |
- |
|
800 |
395,0 |
14,25 |
9,0 |
4,4 |
1,0 |
1,65 |
12,0 |
|
900 |
368,9 |
8,10 |
8,0 |
0,1 |
0,3 |
0,3 |
5,0 |
Из таблицы 1 следует, что при нагреве до температуры 200 °С бентонит сохраняет 61 % своих свойств, связанных с набуханием. На основании этих экспериментов можно сделать вывод о предельно допустимой температуре сушки, порядка 350–400 °С, для более полного сохранения свойств температура должна быть ниже 200 °С.
Вначале определялось содержание воды в активированном бентоните. Затем образцы бентонита с постоянной навеской – 578–580 мг подвергались обжигу при различных температурах: 200, 300, 400, 500, 600, 800 и 900 °С.
Затем образцы регидратировались. Наибольшую набухаемость обнаружил образец, который после активации и сушки содержал порядка 6 % воды. Это содержание воды в бентоните объясняется этапами набухаемости.
Нами были проведены исследования по комкуемости шихты при изменении остаточной влажности бентонита, от 4до 7% в лабораторных условиях кафедры ММ СТИ НИТУ «МИСиС». При этом определялась и прочность полученных сырых (рис. 2,3) и высушенных окатышей (рис.4).
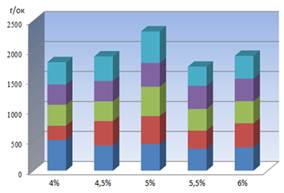
Рис. 2.Влияние остаточной влажности бентонита на прочность сырых окатышей (на сжатие)
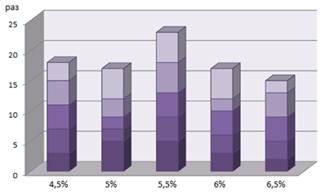
Рис.3 Влияние остаточной влажности бентонита на прочность сырых окатышей(сброс)
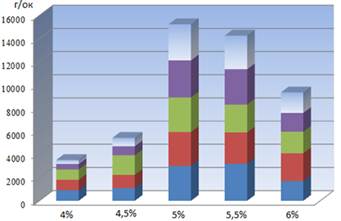
Рис. 4. Влияние статочной влажности бентонита на прочность сухих окатышей (на сжатие)
Все опыты проводились при абсолютно равных условиях, кроме содержания остаточной влажности в бентоните. По полученным результатам можно сделать вывод, что наиболее благоприятным вариантом для получения прочных окатышей проба №3, где остаточная влага в бентоните составляла 5%.
Этот результат является важным, так как остаточная влага в бентоните при производстве железорудных окатышей колеблется от 5до 7%.А при увеличении влаги не только прочностные качества окатышей ухудшаются, но и необходимо дополнительное количество тепла для ее удаления, т.е. дополнительный расход топлива. Кроме того, нерационально используется не только топливо при обжиге окатышей, но и теряется до 10% железорудного сырья в результате недостаточной прочности полученных окатышей: они разрушаются, истираются, тем самым часть природных запасов железной руды не только не используется, но еще и нарушается экология окружающей среды.
Список литературы:
- Абзалов В.М. Физико-химические и теплотехнические основы производства железорудных окатышей / В.М. Абзалов. – Екатеренбург: НПВП «ТОРЭКС», 2012. – 339 c.
- Дворниченко И.Ф., Паталах А.А., Шепелюк И.В., Кучер Л.М., Филимонова Т.С. Исследования по окомковнию концентрата руды Белановского горно-обогатительного комбината / Дворниченко И.Ф. – Комсомольск: ПАО НИПИ «Механобрчермет» 2012. – 1,2 с.
- Ручкин И.Е. Производство железорудных окатышей / И.Е. Ручкин. Москва: “Металлургия”, 1976. – 40 с.
- Тимофеева А.С. Влияние бентонита на комкуемость шихты и прочность сырых и сухих окатышей/ А.С. Елина, С.Г. Черных, М.С. Пивикова// Электронный сборник статей по материалам XV студенческой международной заочной научно-практической конференции. – 2013. – № 9. – С. 168–175.
дипломов