Статья опубликована в рамках: XXXVIII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 24 сентября 2014 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
Проблемы применения процедуры ANPQP
Махалин Александр Александрович
главный инженер проекта ООО «Идеал-Пласт», РФ, г. Тольятти
E-mail:
ANPQP PROCEDURE APPLICATION PROBLEM
Aleksandr Makhalin
project chief engineer OOO “Ideal-Plast”, Russia, Tolyatti
Аннотация
Актуальность выбранной темы обусловлена необходимостью рассматривать не только положительные стороны инженерных процедур по подготовке производства, но и проблемы, возникаемые в ходе работы. В статье рассмотрены проблемы на каждой фазе и проекта в целом.
ABSTRACT
Relevance of the chosen topic is determined by the necessity to take into account not only benefits of engineering procedures on preparation for the production but also problems occurring in the course of the work. The article considers problems at each stage as well as problems of the whole project.
Ключевые слова: подготовка производства; проект; поставщик; предпроизводственный аудит; оснастка; фаза проекта; затраты; прототипирование; календарный план; PPAP; CAPRO; ANPQP.
Keywords: preparation for the production; project; supplier; pre-production audit; tooling; phase of a project; expenses; prototyping; time schedule; PPAP; CAPRO; ANPQP.
C 2012 года альянс АВТОВАЗ-Renault-Nissan стал активно применять процедуру ANPQP для совместной с поставщиком постановки новой продукции на производство, а также достижения наивысшего качества до начала ее производства. Официально ANPQP (Alliance New Product Quality Program) определяется как совместная процедура качества новой продукции. Ранее для этой цели применялась процедура PPAP для согласования и одобрения производства продукции.
Мы не будем подробно останавливаться на описании требований и правилах ведения проектов по процедуре ANPQP, а затронем только общие требования, так как в открытых источниках представлен большой объем информации на эту тему. Нашей целью будет рассмотреть проблемы возникаемые на каждой фазе и проекта в целом.
Процедура ANPQP состоит из пяти фаз. Между фазами и ключевыми вехами проекта существуют связи, показанные на рисунке.

Рисунок 1.Фазы процедуры ANPQP
Фаза 1
Первой проблемой является частичное или полное отсутствие конструкторской документации для анализа требований заказчика. Это затрудняет проведение планирования подготовки производства и ведет за собой череду разногласий в ходе проекта. Так же нет возможности проработать конструкцию будущего изделия и процессы производства. Стоит оговорить, что продолжительность проектов составляет от 4 месяцев до 3 лет.
После передачи потенциальным поставщиком ответа на коммерческое предложение (RFQ), заказчик часто затягивается принятие решения. В связи с высокой неопределённостью, поставщик заполняет производственные мощности за счет других заказов и вынужден ответить отказом на запоздалое предложение. Эта ситуация влечет за собой проблемы подготовки уже на первом этапе и смещение сроков выпуска автомобиля.
Фаза 2
На данном этапе поставщик обязан разработать документацию, которая охватывает основной объем требований процедуры.
Вскоре после завершения 1 фазы, руководство проекта обеих компаний подписывает основной «Календарный план подготовки производства поставщиком» (SMS). План базируется на утвержденных вехах глобального проекта заказчика. Проблема заключается в том, что зачастую из-за затягивания подписания контрактных обязательств и передачи КД, многие основные вехи уже остаются позади, что влечет за собой сокращение времени на реализацию проекта.
Важно напомнить, что все затраты на подготовку производства ложатся на поставщика комплектующих. Для минимизации потерь и сроков при подготовки производства мы предлагаем в обязательном порядке применять прототипирование деталей любой сложности перед одобрением старта производства серийной оснастки (CAPRO).

Рисунок 2. Задокументированный этап прототипирования в Календарном плане изготовления детали
Средний срок изготовления комплекта деталей, состоящего из 4 деталей в большинстве компаний занимает 1—2 дня.
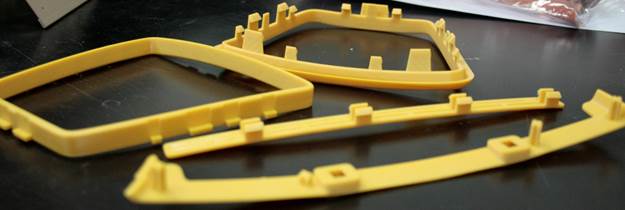
Рисунок 3. Примеры прототипных деталей
Прототипы позволят на живом примере оценить конструкцию, технологичность и эргономичность будущих деталей, а также оперативно связаться с изготовителем, для предотвращения изготовления несоответствующей оснастки [1].
Фаза 3
На этом этапе как правило заказчик и поставщик на некоторое время прекращают взаимодействие. Это происходит из-за продолжительного изготовления оснастки. Время изготовления зависит от ее назначения, от 2 до 8 месяцев.
Перед началом изготовления оснастки, изготовитель должен предоставить спроектированную конструкцию поставщику деталей. Данное мероприятие позволит своевременно обнаружить нарушения. На совещании по одобрению обязательно должны присутствовать представители изготовителя, поставщика и заказчика. Практика показывает, что игнорирование этого требования приводит к убыткам, так как доработка занимает от 2-х недель до 3-х месяцев. Известны также случаи, когда доводка проводилась 2 года. Необходимо контролировать изготовителя оснастки, ежемесячно запрашивая информацию по ходу работы. Это позволит минимизировать риски срыва поставки готовой оснастки и оперативно взаимодействовать с изготовителем при возникновении проблем, а также предупредить заказчика о выходе за установленные временные рамки.
Фаза 4
После получения первых образцов и проведения испытаний часто оказывается, что свойства готового изделия отличаются от заложенных в проектной документации. По настоятельным рекомендациям команды заказчика эти несоответствия не учитываются в документации, и процедура изменения конструкции/процесса не применяется. Не стоит полагаться на утвержденные протоколы одобрения, при выявлении проблем в серийной поставке за все несоответствия будет в полной мере отвечать поставщик.
Фаза 5
В завершении проекта важно подвести итоги и дать рекомендации на период наращивания мощностей, используя процедуру «Предпроизводственного аудита». Но заказчик редко приезжает на данное мероприятие и дает команду провести самостоятельный аудит (Self-audit) с пересылкой отчета. Такой подход может применяться при отсутствии возможности личного посещения, в связи с отдаленностью завода поставщика. Но заказчик должен учитывать высокие риски, которые за собой ведет игнорирование данного мероприятия.
Далее мы рассмотрим глобальные проблемы, без привязки к конкретной фазе проекта.
Практика работы с данной процедурой показывает, что нет смысла вести полноценный проект по постановке производства мелких деталей не имеющих характеристик по безопасности. Необходимо сосредоточиться на разработке документации для сложных узлов и деталей, имеющих важные характеристики, а также попадающие под требования российского законодательства. Для простых деталей рекомендуем использовать процедуру PPAP [2].
Как было сказано в начале, процедура долгосрочная и часто происходит «естественное» выбытие сотрудников, задействованных в проекте. Мы не будем останавливаться на последствиях ухода ключевых специалистов из проекта. Из опыта можно сказать, что это вряд ли приведет к невозможности реализации проекта, но с большой вероятностью повлияет на сроки и возможно на бюджет. Для того что бы смягчить ситуацию, необходимо документировать все решения и не стоит полагаться на устные договоренности, как это принято в повседневной работе.
Часто поставщики сталкиваются с непониманием отдельных требований ANPQP, это связано с неточной адаптацией данной методики для работы российскими поставщиками. Для решения возникающих вопросов, заказчик должен назначить опытного сотрудника для быстрого реагирования. Часто эта проблема остается без внимания.
При ведении проекта, скапливается большой объем документации, которая в свою очередь требует большого количества времени на проверку и одобрение. Необходимо оптимизировать работу за счет применения программного обеспечения (ПО). В Альянсе Рено-Ниссан-АвтоВАЗ разрабатывалось ПО для оперативного взаимодействия команд поставщика и заказчика, но до внедрения дело не дошло. Российская компания Аскон предлагает готовое решение для работы с данной процедурой, но из-за отсутствия заинтересованности со стороны Альянса, вопрос по автоматизации подготовки производства остается открытым.
Решение данных проблем позволит существенно повысить качество выпускаемых деталей, а также снизить время подготовки по выпуску новых автомобилей.
Список литературы:
1.Махалин А.А., Нахратова Г.В. Повышение качества сборки пластмассовых изделий при помощи ультразвуковой сварки // Технические науки — от теории к практике. Новосибирск: СибАК, — 2014. — № 34. — С. 76—81.
2.Нахратова Г.В. Непрерывное уменьшение отклонений // Сборник научных трудов Sworld. — 2014. — № 2. — Т. 2. — С. 12—18.
дипломов