Статья опубликована в рамках: XXXVI Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 23 июля 2014 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
АНАЛИЗ ТОЧНОСТИ ПОЗИЦИОНИРОВАНИЯ СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН ПРИ БАЗИРОВАНИИ ИХ НА ОПОРНУЮ ПОВЕРХНОСТЬ И ЦЕНТРАЛЬНОЕ ОТВЕРСТИЕ СБОРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА
Михайлов Михаил Иванович
доцент, канд. техн. наук, зав. кафедрой «Металлорежущие станки и инструменты», Гомельского государственного технического университета им. П.О. Сухого, Республика Беларусь, г. Гомель
E-mail:
THE ANALYSIS OF THE POSITIONING ACCURACY REPLACEABLE POLYHEDRAL PLATES BASED ON THEIR SUPPORT SURFACE AND THE CENTER HOLE PRECAST CUTTING TOOLS
Mikhailav Mikhail
Master of science, Candidate of science, Head of the chair metallcutting tools and instruments, assistant professor the P.O. Sukhoi Gomel State Technical University, Republic of Belarus, Gomel
Аннотация
Приведена методика анализа точности позиционирования сменных многогранных пластин при базировании их на опорную поверхность и центральное отверстие сборного режущего инструмента
ABSTRACT
The technique of the analysis of the positioning accuracy replaceable polyhedral plates at the basing them on the support surface and the central hole precast cutting tools
Ключевые слова: металлорежущий инструмент; сборный; позиционирование пластин; точность
Keywords: metal-cutting tools; collecting; positioning plates; precision.
По характеру относительного расположения сменных многогранных пластин (СМП) в поле зазора можно выделить следующие основные случаи [2]: зазоры полностью выбираются в одном направлении, зазоры полностью выбираются так, что пластина соприкасается равновероятно в любой точке отверстия, зазоры, в пределах которых державка и СМП могут занимать любое относительное положение.
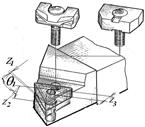
Принимали, что положение СМП 1 и корпуса 2 (рисунок 1) определяется плоскостью, по которой они соприкасаются, и штифтом 3, входящим в отверстие. Оси отверстия и штифта не перпендикулярны плоскости соприкосновения СМП.

Рисунок 1. Схема к расчету погрешности позиционирования СМП
На рисунке ООа — ось отверстия в СМП 1; ООш — ось штифта; OO ' — ось, перпендикулярная опорной поверхности; ![]() — угол между осью OO' и осью отверстия;
— угол между осью OO' и осью отверстия; ![]() — угол между осью OO' и осью штифта
— угол между осью OO' и осью штифта
При выводе расчетных формул принимали, что все оси пересекаются в точке О.
Относительное смещение СМП и державки определяется наименьшими зазорами в сопряжении штифта с отверстием в верхней и нижней плоскостях СМП. В верхней плоскости зазор уменьшается за счет отклонения от перпендикулярности осей ООа и ООш к базовой поверхности. Сечения штифта и отверстия в верхней плоскости представляют собой эллипсы. Отклонения осей отверстия и штифта в верхнем сечении обозначили через Uа и Uш, направление перекосов осей в плане относительно заданного направления по оси х — через ![]() и
и ![]()
Тогда, используя методику расчета размерных цепей [1], получили:
![]()

 (1)
(1)
![]()
![]() (2)
(2)
где: Mz — математическое ожидание величины зазора;
ΔNа,ш,![]() — разность номинальных значений и середин полей допусков диаметров отверстия в СМП и штифта;
— разность номинальных значений и середин полей допусков диаметров отверстия в СМП и штифта;
Sa и Sш — задаваемые на чертежах отклонения от перпендикулярности осей в виде отношения S/l;
l — длина отверстия;
![]() Т — коэффициенты относительной асимметрии и допуски соответствующих параметров;
Т — коэффициенты относительной асимметрии и допуски соответствующих параметров;
em фа, emsа — соответственно средние значения отклонений от формы и перпендикулярности отверстия в СМП.
Тогда статистические параметры точности примут вид:
![]() (3)
(3)
где


 (4)
(4)
K ха и Kxш — приведенные коэффициенты относительного рассеивания случайной величины Х соответственно для отверстия СМП и штифта;
ema , Та, aа, Kа — характеристики рассеивания случайной величины Ха;
U фа — случайная величина погрешностей формы отверстия СМП;
![]() emфа, Тфа, aфа, Kфа — характеристики рассеивания этой случайной величины.
emфа, Тфа, aфа, Kфа — характеристики рассеивания этой случайной величины.
Для штифта принимали такие же обозначения, но с индексом «ш».
Частные случаи приведены в таблице 1.
Таблица 1.
Расчетные зависимости точности позиционирования СМП при базировании на штифт и опорную грань
|
Признаки схемы |
Расчетные зависимости |
|
1 |
2 |
|
1. Зазоры полностью выбираются в |
Расчетная схема |
|
одном направлении |
|
|
|
|
|
1.2 Точки штифта соприкасаются равновероятно с точками отверстия СМП. |
Расчетная схема
|
|
Зазор выбирается по направлению оси х, которая относительно исполнительного размера может занимать равновероятное положение по углу q от 0 до 2p.
|
|
|
|
|
|
СМП могут занимать любое относительное положение в пределах зазора между штифтом и отверстием.
при |







Примечание: Мz — математическое ожидание смещения осей элементов;
θ — угол между направлениями перемещения пластины и исполнительного технологического размера; j3 (х) и j4 (х) плотности условных вероятностей положения СМП в отверстии по оси х;
ξz — передаточный коэффициент размерной цепи;
KΣz , TΣz — соответственно коэффициент относительного рассеивания и допуск замыкающего звена.
Приведенная методика позволяет автоматизировать расчеты точности позиционирования сменных многогранных пластин в корпусе сборного инструмента при различных системах их крепления.
Список литературы:
1. Анухин В.И. Допуски и посадки. СПб.: Питер, 2007. — 207 с.
2. Сборный твердосплавный инструмент/ Г.Л. Хает [и др.]; под общ. ред. Г.Л. Хаета. М.: Машиностроение, 1989. — 256 с.
дипломов