Статья опубликована в рамках: XXXIX Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 22 октября 2014 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
МОДЕЛИРОВАНИЕ НАГРЕВА ПЛАСТИНЫ РЕЗЦА
Омельченко Светлана Владимировна
канд. пед. наук, Южно-Уральский государственный университет, РФ, г. Челябинск
MODELING OF THE HEATING OF A HALF-LOG BLADE
Svetlana Omelchenko
candidate of Pedagogic Sciences, South Ural State University, Russia, Chelyabinsk
АННОТАЦИЯ
Статья посвящена вопросам математического моделирования процесса нагрева пластины отрезного резца в двумерном случае с учетом теплоотдачи.
ABSTRACT
The article is devoted to questions of math modeling of the heating process of a half-log cutoff blade in a two-dimensional case with account for heat dissipation.
Ключевые слова: моделирование; теплопроводность; нагрев.
Keywords: modeling; heat conduction; heating.
Механическая обработка сопровождается значительным выделением тепла в элементах технологической системы. Большие тепловые воздействия испытывает инструмент при резании жаропрочных, коррозионностойких, тугоплавких металлов и их сплавов, а так же при резании материалов без применения СОЖ [1; 5].
Высокие температуры нагрева контактных поверхностей инструмента повышают интенсивность его изнашивания и снижают период заданной стойкости. Вследствие этого анализ теплового состояния инструмента является одним из важнейших условий научно обоснованного проектирования технологического процесса механической обработки, выбора инструмента и назначения режимов резания [5; 6].
В настоящее время широко используются экспериментальные и аналитические методы определения температуры рабочей части резцов [1; 2]. Недостатком экспериментальных способов определения температур является сложность технических средств и значительные затраты на проведение эксперимента. В ряде случаев вообще не удаётся измерить температуру в нужной части лезвия [1; 5].
Существующие расчётные методики для определения температурных полей в ограниченных пластинах при стационарном и нестационарном режимах часто основаны на моделях точечных и линейных источников тепла [4; 7]. Такое упрощение не позволяет найти температуру непосредственно в зоне действия источника. Кроме того, во многих известных исследованиях температура определяется при стационарном режиме без учёта теплообмена с окружающей средой.
В данной работе предлагается построение математической модели проходного резца (рисунок 1), которая учитывает нестационарность процесса, конечные размеры источника тепла, теплообмен с окружающей средой, форму и геометрию инструмента.
В работе [2] построена трехмерная модель отрезного резца, имеющая сложный вид и не приведенная к инженерному виду. Для упрощения модели в настоящей работе предлагается исключить влияние ширины резца на распределение температурных полей. Фактически предполагается, что резание происходит всей режущей кромкой резца, что на практике наблюдается в подавляющем большинстве случаев.
Дифференциальное уравнение теплопроводности для двумерной модели резца представляется в следующем виде [3]:
 ,
,
где: ![]() — приращение температуры;
— приращение температуры;
![]() ,
, ![]() — координаты;
— координаты;
![]() — время;
— время;
![]() — коэффициент температуропроводности материала резца;
— коэффициент температуропроводности материала резца;
 — функция источников тепла;
— функция источников тепла;
q![]() — плотность тепловыделения указанных источников;
— плотность тепловыделения указанных источников;
c, ![]() — теплоемкость и плотность материала инструмента;
— теплоемкость и плотность материала инструмента;
![]() — приведенный коэффициент теплоотдачи;
— приведенный коэффициент теплоотдачи; ![]() .
.
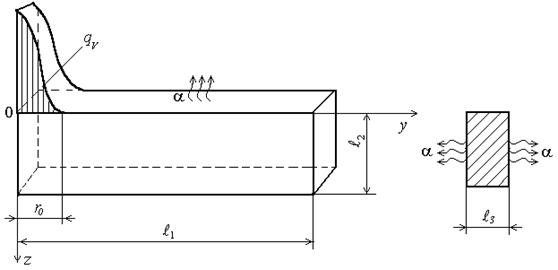
Рисунок 1. Модель отрезного резца
Внутренние источники тепла должны соответствовать мощности и форме подвода тепла к резцу из зоны резания. Из этих соображений функции ![]() целесообразно придать вид
целесообразно придать вид
 .
.
Начальное и граничные условия задаются соотношениями [2; 6; 7]:
![]() ;
;
 ;
; ![]() ;
;
 ;
;  .
.
Первое равенство означает, что теплообмен задней поверхности резца с незначителен. Второе равенство объясняется интенсивным охлаждением нерабочей части инструмента в резцедержателе [5].
Решение уравнения теплопроводности при заданных условиях дает выражение для расчета нестационарных температурных полей:

 .
.
Здесь
 ;
;
 ;
;
 ;
; ![]() .
.
Тепловой поток ![]() , связанный с плотностью тепловыделения
, связанный с плотностью тепловыделения ![]() зависимостью
зависимостью ![]() , часто находится экспериментальным путем [1; 2].
, часто находится экспериментальным путем [1; 2].
Корни ![]() определяются из уравнения, вытекающего из граничного условия
определяются из уравнения, вытекающего из граничного условия  .
.
Расчет температурного поля резца можно производить для различных моментов времени ![]() и различных величин теплоотдачи
и различных величин теплоотдачи ![]() . При этом в качестве базовых можно использовать следующие исходные данные: материал резца — Р18;
. При этом в качестве базовых можно использовать следующие исходные данные: материал резца — Р18; ![]() = 20 Вт;
= 20 Вт; ![]() = 0,05 м;
= 0,05 м; ![]() = 0,03 м;
= 0,03 м; ![]() = 0,005 м;
= 0,005 м; ![]() = 0,0005 м;
= 0,0005 м; ![]() = 400 Дж/(кг×°С);
= 400 Дж/(кг×°С); ![]() = 8000 кг/м3;
= 8000 кг/м3; ![]() = 32 Вт/(м×°С);
= 32 Вт/(м×°С); ![]() = 10-5 м2/с;
= 10-5 м2/с; ![]() = 1 с;
= 1 с; ![]() = 10 с;
= 10 с; ![]() = 100 с;
= 100 с; ![]() = 10 Вт/(м2×°С).
= 10 Вт/(м2×°С).
Список литературы:
1.Макаров А.Д. Оптимизация процессов резания / А.Д. Макаров. М.: Машиностроение, 1976. — 278 с.
2.Пашацкий Н.В. Нагрев лезвия проходного резца / Н.В. Пашацкий, А.В. Прохоров В.В. Закураев, А.А. Шивырев // СТИН. — 2003. — № 4. — С. 21—23.
3.Пашацкий Н.В. Тепловые процессы при обработке предварительно нагретой стальной плиты огневой машиной / Н.В. Пашацкий, А.В. Прохоров // Известия ВУЗов. Черная металлургия. — 2001. — № 3. — С. 46—48.
4.Прохоров А.В. Моделирование движущихся приповерхностных источников тепла / А.В. Прохоров // Инновации в науке. — 2013. — № 16-1. — С. 16—20.
5.Старков В.К. Обработка резанием. Управление стабильностью и качеством в автоматизированном производстве / В.К. Старков. М.: Машиностроение, 1989. — 296 с.
6.Талантов Н.В. Физические основы процесса резания, изнашивания и разрушения режущего инструмента / Н.В. Талантов. М.: Машиностроение, 1992. — 240 с.
7.Osovets S.V. Calculation of the Unsteady Thermal State of a Slab Heated by a Moving Source / S.V. Osovets, E.V. Toropov, A.V. Prokhorov, V.L. Kirillov // Journal of Engineering Physics and Thermophysics. — 2000. — V. 73, — № 4. — P. 745—748.
дипломов