Статья опубликована в рамках: XXVIII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 27 ноября 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ПРАКТИКА ВНЕДРЕНИЯ ТЕХНОЛОГИИ ОБРАБОТКИ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ПУТЕМ МОДЕРНИЗАЦИИ ОБОРУДОВАНИЯ
Лукьянов Алексей Александрович
инженер, Тольяттинский государственный университет, РФ, г. Тольятти
APPLICATION OF SURFACE TREATMENT TECHNOLOGY WITH SURFACE PLASTIC DEFORMATION BY MACHINERY REBUILDING PRACTICE
Aleksey Lukyanov
engineer, Togliatty State University, Russia Togliatti
АННОТАЦИЯ
Одним из путей к повышению качества продукции является использование методов обработки поверхностно-пластическим деформированием. Разработанная с участием автора инновационная технология обработки поверхностно-пластическим деформированием внедрена в массовое производство ОАО «АВТОВАЗ», обработано свыше 12 000 000 деталей, упрочнение поверхностного слоя обрабатываемых деталей при ППД позволило снизить количество дефектов в период гарантийной эксплуатации в 3 раза.
ABSTRACT
One of the ways to improve the quality of products is the use of surface plastic deformation processing techniques. Designed with author's participation innovative technology processing with surface plastic deformation introduced into mass production of "AvtoVAZ", processed over 12 million parts, hardening of the surface layer of workpieces with SPD has reduced the number of defects in the maintenance period thrice.
Ключевые слова: поверхностно-пластическое деформирование; упрочнение; смазочно-охлаждающие технологическое средство.
Keywords: surface plastic deformation; hardening; lubricoolant.
В отечественном машиностроении происходит технологическая модернизация, направленная на повышение эффективности производства и конкурентоспособности выпускаемой продукции. Внедрение передовых технологий обработки деталей машин обеспечивается в основном способом приобретения зарубежного оборудования и, в меньшей степени, путем внедрения новых технологических процессов, разработанных в нашей стране.
Одним из путей к повышению качества продукции является использование методов обработки поверхностно-пластическим деформированием (ППД) [2]. Преимущество методов ППД связано с их возможностью совмещать в одном процессе эффекты отделочной и упрочняющей обработки, что позволяет заменять операции, например, тонкого точения, шлифования или полирования на финишную обработку упрочнением.
Обработка методами ППД состоит в силовом контактном воздействии деформирующего инструмента на поверхность заготовки в условиях их относительного движения. Процесс ППД осуществляется без снятия стружки путем деформирования микронеровностей. При этом происходит интенсивное выглаживание поверхностных неровностей заготовки (понижение шероховатости), сопровождающееся значительным упрочнением поверхностных слоев (повышением микротвердости и созданием благоприятных сжимающих напряжений); исключается шаржирование обработанной поверхности абразивными и другими частицами; становится возможным образование микрорельефов. Научными исследованиями обосновано, а практический опыт применения методов ППД подтвердил еще одно важное их преимущество – это повышение эксплуатационной надежности обработанных деталей за счет модификации их поверхностного слоя [1].
В настоящее время разработанная при участии автора инновационная технология обработки поверхностно-пластическим деформированием внедрена в массовое производство ОАО «АВТОВАЗ», обработано свыше 12 000 000 деталей, упрочнение поверхностного слоя обрабатываемых деталей при ППД позволило снизить количество дефектов в период гарантийной эксплуатации в 3 раза [1].
Программа выпуска деталей автомобилей на 2013 год с использованием этой технологии более 3,070 миллионов, в том числе:
· вал коленчатый автомобилей семейства «Lada Калина» с программой выпуска 330 тыс. деталей;
· корпус внутреннего шарнира автомобилей семейства «Нива» и «Шевроле-Нива» с программой выпуска 285 тыс. деталей;
· полуось заднего моста автомобилей семейства «Нива» и «Шевроле-Нива» с программой выпуска 265 тыс. деталей;
· вал первичный коробки передач автомобилей семейства «Lada Priora» и «Lada Kalina» с программой выпуска 660 тыс. деталей;
· фланец крепления промежуточного карданного вала автомобилей семейства «Нива» и «Шевроле-Нива» с программой выпуска 900 тыс. деталей;
· фланец крепления карданного вала автомобилей семейства «Нива» и «Шевроле-Нива» с программой выпуска 180 тыс. деталей;
· полуось заднего моста автомобилей семейства «Lada классической компоновки» с программой выпуска 520 тыс. деталей (рис. 1);
· вал первичный КПП для автомобилей LADA классической компоновки с программой выпуска 260 тыс. деталей;
· вал вторичный КПП для автомобилей LADA классической компоновки с программой выпуска 260 тыс. деталей.

Рисунок 1. Модернизированный станок для обработки с помощью ППД
Осуществлялась реализация безсожевой технологии путем глубокой модернизации станков 70—90 годов выпуска станкостроительных фирм Германии выпускающих и сейчас такие же станки на базе технологических решений 50х годов прошлого века. Новая технология обеспечивает повышения качества продукции за счет повышенного срока службы, устраняет вредное воздействие смазывающее-охлаждающих технологических средств (СОТС) на здоровье промышленного персонала и окружающую среду, позволяет исключить пожароопасные-масляные СОТС имеющие малую температуру возгорания [8]. Инновационная технология безсожевого поверхностного пластического деформирования не имеет аналогов применения в мире. Сейчас это единственный процесс безсожевой обработки, использующий отечественный инструмент и технологию, внедренный в массовое производство в России.
В других странах успешно ведутся исследования по разработке процессов сухой обработки. В Германии с весны 1994 г. по 2002 г. осуществлялся крупный проект «сухая обработка», охватывающий фундаментальные научные разработки, разработку и оптимизацию технологий в отношении инструмента, оборудования и процесса для обработки различных материалов. Проект реализовывался под эгидой Федерального Министерства по обучению, науке, научным исследованиям и технологии. В проекте участвовали 24 фирмы (Даймлер Крайслер, Гюринг, Хюллер Хиль, Мапал и т. д.), институты и инновационно-технологические центры, распределенные по 5 группам, каждой из которых руководила представитель промышленной фирмы. Исследовались такие направления, как сухое резание, точение, фрезерование, сверление, технологии сухой обработки в целом. Однако, процессы сухой обработки поверхностно-пластическим деформированием не были исследованы в рамках этой работы.
Исследования по разработке методов сухой обработки ППД ведутся в Тольяттинском Государственном Университете уже более 35 лет, разработаны оригинальные технические решения, защищенные свидетельствами на право интеллектуальной собственности.
Приобретенные за годы практической работы коллективом технологические компетенции в области механической обработки и анализа качества поверхности позволяют утверждать об уникальности выполненных разработок.
Накопленные научно-технические компетенции позволяют реализовать следующие задачи:
I.Обрабатывать детали из металлов и сплавов с экстремальными свойствами для деталей космических, летательных и глубоководных обитаемых аппаратов: стабильность и точность выполнения заданных параметров при обработке ППД позволяет применять ее для обработки особо ответственных деталей.
II.Выполнять топографическую модификацию поверхностей изделий: нанесение микрорельефа имеющего заданную структуру шероховатости и уникальный идентификатор, позволяющий установить подлинность изделия и содержащий информацию в кодированном виде.
III.Повышение долговечности: при обработке ППД возникают благоприятные напряжения сжатия в поверхностном слое детали, препятствующие возникновению трещин, повышающие усталостную прочность, увеличение твёрдости и т. д. [6].
IV.Придание поверхности завершенного вида: зеркальный поверхностный слой — производится обработка ППД, в сочетании с химико-термической обработкой в т. ч. с хромированием.
V.Диагностировать качество наружной поверхности деталей машин и глубоких отверстий в т. ч. с помощью способа, позволяющего оперативно оценивать параметры готового изделия [4, 5].
Для реализации накопленного потенциала интеллектуальной собственности и инновационных разработок в соответствии с Федеральным законом № 217 с участием Федерального государственного бюджетного образовательного учреждения «Тольяттинский государственный университет» в 2010 году было создано малое инновационное предприятие «Техномаш+». Развитие предприятия осуществляется при поддержке Фонда содействия развитию малых форм предприятий в научно-технической сфере по программе «СТАРТ».
Разработан и серийно производится «Технологический комплекс по отделочно-упрочняющей обработке наружных цилиндрических и торцевых поверхностей валов» [7]. Устройство позволяет обрабатывать широкую номенклатуру деталей на универсальных токарно-винторезных станках. Усилие на инструмент передается с помощью замкнутой гидравлической системы содержащей демпфирующие элементы препятствующие возникновению автоколебаний. Применение данного устройства позволяет получить не только поверхностный слой, имеющий повышенную до 70 % микротвердость, но и шероховатость вплоть до «зеркальной» Ra0,03 [3] (рис. 2, 3).

Рисунок 2. Устройство для обработки ППД на универсальных станках
Подтверждением высокого технического уровня разработки является получение МИП «Техномаш+» Золотой медали 63-ей Международной выставка «Идеи-Изобретения-Новые Продукты» IENA-2011 в г. Нюрнберг (Германия).
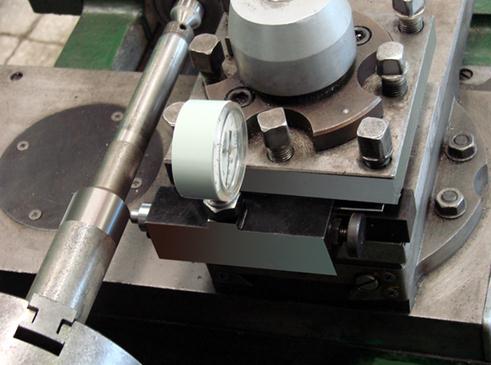
Рисунок 3. Устройство для обработки ППД установленное на универсальном токарно-винторезном станке
Созданная структура позволяет оперативно проводить комплекс технических мероприятий от формулировки технического задания до разработки и внедрения технического решения задач по механической обработке и контролю деталей на машиностроительных предприятиях.
Список литературы:
1.Бобровский И.Н. Повышение эксплуатационной надежности деталей автомобилей и экологичности их изготовления за счет освоения новой технологии широкого выглаживания: Дис. … канд. техн. наук Московский государственный технологический университет. М., 2011. — 187 с.
2.Бобровский Н.М., Барабанов С.И., Максименко Н.Н., Бобровский И.Н. Оценка качества методов обработки ППД без применения смазочно-охлаждающих жидкостей // Известия Самарского научного центра Российской академии наук. — 2008. — № 6. — С. 37—44.
3.Бобровский Н.М., Барабанов С.И., Максименко Н.Н., Бобровский И.Н. Технические решения, применяемые при обработке ППД широкими самоустанавливающимися инструментами // Известия Самарского научного центра Российской академии наук. — 2008. — № 6. — С. 30—37.
4.Бобровский Н.М., Вильчик В.А., Бокк В.В., Бобровский И.Н. Распределение температур при выглаживании широким самоустанавливающимся инструментом // Известия Самарского научного центра Российской академии наук. — 2008. — № 6. — С. 22—30.
5.Бобровский Н.М., Мельников П.А., Бобровский И.Н. Определение площади износа рабочей поверхности деталей машин и инструментов // Вектор науки Тольяттинского государственного университета. — 2009. — № 1. — С. 17—23.
6.Бобровский Н.М., Мельников П.А. Стойкость твердосплавного выглаживающего инструмента при работе без СОЖ // Автомобильная промышленность. — 2004. — № 8. — С. 33—35.
7.Бобровский Н.М. Повышение долговечности наружных поверхностей валов методом выглаживания широким самоустанавливающимся инструментом // Автореферат диссертации на соискание ученой степени кандидата технических наук / Московский государственный технологический университет «Станкин». Москва, 1999. — 16 с.
8.Бобровский Н.М. Разработка и освоение технологии выглаживания без применения смазочно-охлаждающих технических сред // Известия Самарского научного центра Российской академии наук. — 2008. — № 10. — С. 236—242.
9.Мельников П.А. Повышение эффективности технологии выглаживания широким самоустанавливающимся инструментом без смазочно-охлаждающей жидкости: автореф. дис. … канд. техн. наук. Самарский государственный технический университет. Самара, 2008. — 20 с.
дипломов