Статья опубликована в рамках: XXVII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 30 октября 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА В РАМКАХ КОМПЬЮТЕРНО-ИНТЕГРИРОВАННОГО ПРОСТРАНСТВА ПРЕДПРИЯТИЯ НА ПРИМЕРЕ ДЕТАЛИ «ОСНОВАНИЕ»
Хлебников Антон Анатольевич
магистр, АПИ(ф)ФГБОУ ВПО НГТУ, г. Арзамас
Кангин Михаил Владимирович
доцент, канд. техн. наук, доцент АПИ(ф)ФГБОУ ВПО НГТУ г. Арзамас
E-mail:
EFFICIENCY IMPROVEMENT OF DESIGN-ENGINEERING PREPRODUCTION IN TERMS OF COMPUTER INTEGRATED FACTORY SPACE USING THE EXAMPLE OF DETAIL “BASE”
Anton Khlebnikov
master of Arzamas Polytechnic Institute — branch of FSBEI HVE Nizhny Novgorod State Technical University n.a. R.E. Alekseev, Arzamas
Mikhail Kangin
candidate of Science, associate professor of Arzamas Polytechnic Institute — branch of FSBEI HVE Nizhny Novgorod State Technical University n.a. R.E. Alekseev, Arzamas
АННОТАЦИЯ
В данной статье рассмотрены методы автоматизации конструкторско-технологической подготовки производства с использование сквозной 3D-технологии АСКОН на примере детали «Основание».
ABSTRACT
The article studies automation methods of design-engineering preproduction with the use of continuous 3D technology ASCON using the example of detail “Base”.
Ключевые слова: конструкторско-технологическая подготовка производства; сквозная 3D-технология.
Keywords: design-engineering preproduction; continuous 3D technology.
Основными факторами эффективности функционирования машиностроительного предприятия являются сжатые сроки и высокое качество конструкторско-технологической подготовки производства (КТПП) [1, с. 14]. Автоматизировать и повысить эффективность КТПП позволяют современные CAD/CAE/CAPP/CAM/PLM системы. Самостоятельное использование систем CAD, CAPP, CAE, CAM дает экономический эффект. Но он может быть существенно увеличен их интеграцией в рамках единого компьютерно-интегрированного пространства предприятия.
Такая интеграционная система CAD/CAPP/CAE/CAM/PLM на информационном уровне поддерживается единой базой данных. В ней хранится информация о структуре и геометрии изделия (как результат проектирования в CAD системе), о технологии изготовления (как результат работы CAPP системы) и управляющие программы для оборудования с ЧПУ (как исходная информация для обработки в системе CAM на оборудовании с ЧПУ).
Отечественной реализацией идеологии и принципов концепции PLM стала сквозная 3D-технология АСКОН, обеспечивающая полную сквозную интеграцию и взаимодействие всех компонентов автоматизированной конструкторско-технологической подготовки производства. Возможности и взаимодействие систем, обеспечивающих сквозную 3D-технологию, рассматриваются на примере конструкторско-технологической подготовки производства детали «Основание».
Базовые возможности CAD системы Компас 3D включают в себя развитый инструментарий трёхмерного твердотельного, поверхностного и параметрического моделирования, который позволяет спроектировать изделие любой степени сложности в 3D, а потом оформить на это изделие комплект документации, необходимый для его изготовления в соответствии с действующими стандартами (ГОСТ, СТП и др.).
На рисунке 1 показана 3D модель детали «Основание» в окне Компас 3D.

Рисунок 1. 3D модель детали «Основание» в окне Компас 3D
Введенная в программу Компас 3D CAE система APM FEM предназначена для выполнения расчетов различных деталей в системе Компас 3D с последующей демонстрацией результатов этих расчетов.
В состав APM FEM входят программы расчетов сборочных единиц, вводятся задания на предельно допустимые нагрузки. Также в состав APM FEM входят генераторы КЭ-сетки и постпроцессор. Это позволяет моделировать сборочные единицы узлов, провести их анализ в условиях различных воздействий: в статике, в условиях силового воздействия, работа в собственных частотах и устойчивости узла.
В APM FEM имеется функция создания КЭ-сетки, при вызове которой происходит разделение объекта с необходимым заданным шагом, что позволяет создать конечно-элементный объект.
Проверка на прочность в APM FEM помогает решать линейные задачи: проводить статические расчеты, устойчивости детали, воздействия температуры, тепловых процессов, проходящих в детали при работе.
На рисунке 2 показаны этапы проведения прочностного анализа детали «Основание»: создание закреплений и ограничений, задание нагрузок, формирование КЭ-сетки и один из результатов анализа.
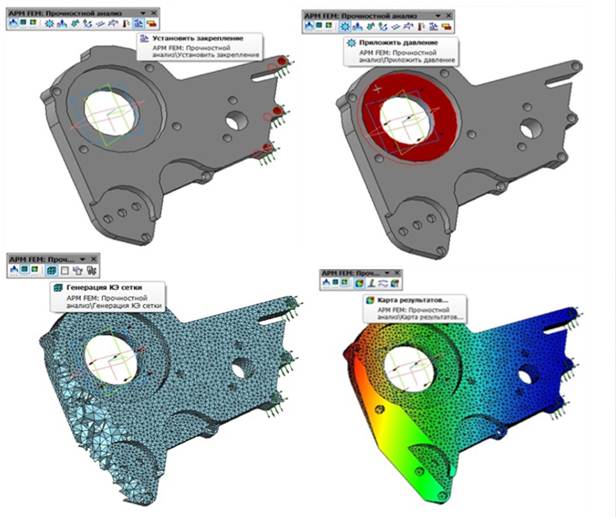
Рисунок 2. Этапы проведения прочностного анализа детали «Основание»
Интеграция c Компас 3D САPP системы Вертикаль V5 обеспечивает автоматический перенос данных из чертежа (и 3D модели) в текст ТП; обеспечивает визуально настраиваемые связи графических данных (конструкторской информации) со структурными элементами ТП (технологической информацией); просмотр и редактирование планов обработки поверхностей КТЭ в привязке к элементам 3D модели; навигацию в тексте ТП по 3D модели и (или) по чертежу [1, с. 14].
Во время проектирования ТП в САПР ТП Вертикаль:
·выявлены множества конструкторско-технологических элементов, входящих в состав детали «Основание», и сформировано дерево КТЭ, отображающее состав элементарных поверхностей КТЭ и групп КТЭ детали;
·сформировано дерево ТП, отображающее состав и иерархию операций, переходов, оснастки и других объектов, составляющих технологический процесс изготовления детали;
·при проектировании технологического процесса заполнено дерево КТЭ, установлены планы обработки;
·настроены связи между деревом КТЭ, деревом ТП и 3D моделью (чертежом), что позволило легко ориентироваться в техпроцессе.

Рисунок 3. Фрагмент ТП в рабочем окне Вертикаль V5
Интеграция Компас 3D с CAM системой ГеММа-3D позволяет создавать программы обработки наиболее сложных деталей, изготавливаемых с помощью фрезерования, сверления, электроэрозионной резки, вырубки, токарной обработки, гравировки. В состав системы входит библиотека постпроцессоров в исходных текстах.
Система Гемма 3D может осуществлять работу напрямую с геометрическими данными КОМПАС-3D без ручной конвертации в промежуточные форматы, а так же дорабатывать геометрию в соответствии с конкретным инструментом, применяющимся на оборудовании с ЧПУ. Чтобы подготовить управляющую программу в Гемма 3D, можно использовать любые виды геометрических данных, плоских эскизов, чертежей и поверхностей. Для оценки точности изготовления сравниваются результаты обработки с математической моделью и задаются контурные или поверхностные заготовки произвольной формы. В программе Гемма 3D параметрически задаются технологические данные, как в переходах, так и между ними, используются станочные циклы с их настройкой на любые системы ЧПУ. Осуществляется подготовка технологических эскизов и технологических карт. А также можно визуализировать обработку и редактировать управляющие программы.
В ходе написания программы:
· импортирована деталь из Компас в систему Гемма 3D;
· созданы ограничивающие поверхности;
· задана геометрия инструмента;
· определены режимы резания;
· выбраны обрабатываемые поверхности;
· определены размеры заготовки;
· указаны ограничивающие контуры;
· рассчитаны проходы;
· визуализирована обработка.
Фрагмент управляющей программы в рабочем окне Гемма3D (рис.4).

Рисунок 4. Фрагмент управляющей программы в рабочем окне Гемма3D
Сквозная 3D-технология АСКОН обеспечивает автоматизацию всех этапов и процессов конструкторско-технологической подготовки производства, начиная от создания вариантов компоновки нового изделия и заканчивая передачей документации в производство или внешнему заказчику. При этом все элементы КТПП, используя централизованные средства хранения и обработки данных, органично увязаны в единую информационно-процессную среду проектирования и подготовки производства.
Использование сквозной 3D-технологии АСКОН в конструкторско-технологической подготовке производства позволяет:
· сократить сроки КТПП;
· существенно повысить качество конструкторской и технологической документации;
· снизить издержки или совсем исключить опытное производство изделий;
· максимально быстро вводить в производство модификации изделий;
· эффективно эксплуатировать парк станочного оборудования (в том числе дорогостоящее импортное оборудование с ЧПУ) и оптимизировать расход инструмента.
Список литературы:
1.Суханова М.И., Кангин М.В. Повышение эффективности технологической подготовки производства с использованием САПР ТП ВЕРТИКАЛЬ V5 на примере группы деталей «Вал привода» // Технические науки основы современной инновационной системы: Материалы международной научно-практической конференции (Йошкар-Ола 25 апр.): В 2 ч. [текст] / Приволжский научно-издательский центр. Йошкар-Ола: КОЛОКВИУМ, — 2012. — 1 ч. — 144 с. — 2 ч. — 120 с.
дипломов