Статья опубликована в рамках: XXIX Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 25 декабря 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

МОДЕЛИРОВАНИЕ УПРУГИХ ДЕФОРМАЦИЙ В ТЕХНОЛОГИЧЕСКИХ СИСТЕМАХ ОБРАБОТКИ РЕЗАНИЕМ
Хусаинов Рустем Мухаметович
канд. техн. наук, доцент кафедры конструкторско-технологического обеспечения машиностроительных производств Набережночелнинского института (филиала) Казанского федерального университета, РФ, г. Набережные Челны.
E-mail: rmh@inbox.ru
Сабиров Айдар Рамазанович
инженер-конструктор 3 категории, конструкторский отдел станочной, сварочной и сборочной оснастки. ОАО «КАМАЗ», РФ, г. Набережные Челны.
E-mail: idur.619@gmail.com
Мубаракшин Ирек Инсафович
инженер-конструктор 3 категории, Конструкторский отдел станочной, сварочной и сборочной оснастки. ОАО «КАМАЗ», РФ, г. Набережные Челны
E-mail:
MODELING THE ELASTIC DEFORMATION IN TECHNOLOGICAL SYSTEMS OF MACHINING
Khusainov Rustem Muhametovich
candidate of science, associate professor, Department of Design and Technology software engineering industries, the Naberezhnye Chelny institute (branch) of the Kazan federal university, Russia Naberezhnye Chelny
Sabirov Aidar Ramazanovich
design engineer Category 3, design department of machine, welding and assembly tooling, “KAMAZ”, Russia Naberezhnye Chelny
Mubarakshin Irek Insafovich
design engineer Category 3, design department of machine, welding and assembly tooling, “KAMAZ”, Russia Naberezhnye Chelny
АННОТАЦИЯ
В статье рассматриваются вопросы моделирования системы станок-приспособление-инструмент-деталь с целью предварительной оценки упругих деформаций при обработке, что дает возможность предупредить возникновение брака.
ABSTRACT
In this article there are discussed issues of modeling system “machine-tool-instrument-part” in order to preliminary assessment the elastic deformations during the machining. It gives the opportunity to prevent appearance of defect.
Ключевые слова: металлорежущие станки; технологическая оснастка; жесткость.
Keywords: machine tools; machining attachments; rigidity.
Деформации технологических систем обработки резанием оказывают существенное влияние на точность обработки. Особенно это влияние сказывается при обработке нежестких деталей, а также при обработке с применением нежесткой технологической оснастки. При изготовлении прецизионных, ответственных деталей важно произвести предварительную оценку возможных деформаций, с тем, чтобы выполнить программную компенсацию этих погрешностей, либо устранить их путем рационального подбора технологической оснастки или схемы обработки. Такая оценка очень важна, поскольку позволит избежать появления брака и, следовательно, материальных потерь и потерь времени при использовании оборудования.
Предварительная оценка деформаций должна быть произведена с учетом всех элементов технологической системы — станка, приспособления, инструмента — как режущего, так и вспомогательного, заготовки. Поскольку в общем балансе деформаций технологической системы именно эти элементы оказываются слабыми звеньями. Кроме того, собственные деформации заготовки, выявленные при таком анализе, могут дать повод к пересмотру схемы базирования и закрепления, вообще к изменению конструкции приспособления.
Решение этой задачи может быть выполнено с использованием САЕ-систем, например, с помощью модуля «Расширенная симуляция» программного пакета NX. Моделирование технологической системы при таком анализе может быть выполнено в следующей последовательности:
1. Подготовка трехмерной сборной модели системы станок-приспособление-инструмент-деталь (рис. 1). На производстве проектирование элементов этой системы производится, как правило, силами разных служб. Соответственно, итоговая сборка выполняется из готовых моделей узлов приспособления, инструмента и заготовки как отдельной детали. Трехмерная модель станка может быть подготовлена заранее, поскольку она может использоваться при решении других задач производства. Эффективность подготовки производства может быть повышена путем применения информационных систем обмена производственными данными (систем цифрового производства), таких как Teamcenter. В этом случае улучшается эффективность взаимодействия подразделений и конструкторской подготовки производства, поскольку при выявлении значительных отклонений, внесение изменений в конструкцию, повторный расчет и согласование изменений могут быть выполнены более оперативно.
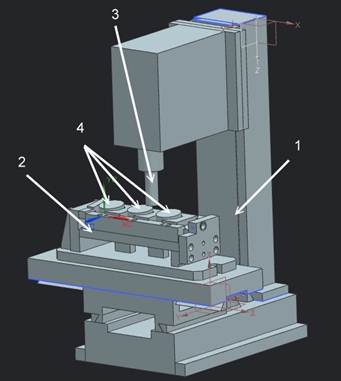
Рисунок 1. Сборная модель технологической системы. 1 — станок, 2 — приспособление, 3 — инструмент, 4 — заготовки
При подготовке трехмерных моделей необходимо обращать внимание на применение материалов в трехмерных моделях. Лучше эту работу выполнять на подготовительном этапе, поскольку проектировщик каждой подсистемы назначает материалы для своих конструкций технически грамотно и обоснованно. Проблемой является отсутствие отечественных материалов во встроенной базе NX, тогда можно применять материалы с аналогичными свойствами либо создать собственную библиотеку материалов. В последнем случае необходимо обратить особое внимание на представление всех физических свойств материала, в противном случае возникнет отказ при расчете, и эту же работу (назначение материалов) придется выполнять повторно.
2. Формирование конечно-элементной модели. Целью данного этапа является разбиение твердотельных моделей на дискретные области, то есть на конечные элементы, таким образом создается конечно-элементная модель.
Необходимо иметь в виду, что чрезмерная подробность самой трехмерной модели и чрезмерная ее дискретизация приводит в повышенному потреблению системных ресурсов и времени расчета, что не всегда оправдано. Поэтому при подготовке к формированию конечно-элементной сетки необходимо выполнить упрощение трехмерной модели — подавить несущественные для расчета конструктивные элементы — мелкие геометрические элементы, отверстия, радиусные участки и т. п. Степень этого упрощения зависит от поставленных целей исследования, допустимой точности результата, вычислительных ресурсов. В данном случае трехмерная модель была построена на основе несущей системы станка с сохранением основных размеров и формы корпусных деталей, ребер жесткости, окон (поскольку они существенно влияют на деформации).
Степень дискретизации модели зависит от требуемой точности решения и вычислительных ресурсов. Слишком мелкая сетка приводит к неоправданному увеличению времени расчета. В обратном случае, полученное решение будет неточным, а то и неправильным. В частности, грубая конечно-элементная сетка может привести к потере контактов на границах тел, и соответственно, к отсутствию сходимости при дальнейшем расчете. Размер элементов расчетчик, как правило, назначает эмпирически, исходя из собственного опыта. В данном случае средний размер элементов был выбран, в зависимости от размера конкретной модели, 5—20 мм.
После формирования конечно-элементной модели необходимо проверить, что конечно-элементным сеткам правильно назначен материал. По умолчанию, в свойствах материала сетки стоит «Наследованный», в этом случае материал берется из исходной модели, и если она была подготовлена согласно п. 1, проблем обычно не возникает. В противном случае, необходимо каждой сетке назначить материал.
Важное значение при подготовке дальнейшего расчета имеет правильная нумерация конечных элементов и их узлов. При создании конечно-элементной ассоциативной сборки, локальные номера узлов и элементов отдельных моделей вступают в противоречие, что приводит к отказу при расчете. Чтобы этого не происходило, необходимо их перенумеровать, что можно сделать как автоматически, так и вручную.
3. Подготовка к расчету. На данном этапе формируется файл симуляции, наследуемый из файла конечно-элементной модели, и содержащий все необходимые данные для расчета. При создании файла необходимо указать тип выполняемого расчета. Для решения поставленных задач исследования достаточно наиболее простого варианта — линейного статического анализа.
В рамках данного расчета необходимо подготовить следующие данные:
3.1.Задать нагрузки. Было использовано допущение, что на результаты решения задачи оказывают влияние только силы, возникающие при резании. Силы резания определялись по эмпирическим закономерностям для составляющих Px, Py, Pz, далее путем квадратичного суммирования была определена их равнодействующая. Согласно третьему закону Ньютона, равнодействующие были приложены к заготовке и к инструменту в точке их контакта при резании.
3.2.Задать граничные условия (ограничения). В качестве граничного условия, ограничивающего смещение сборной модели как твердого тела, моделировалось крепление станины к фундаменту.
3.3.Задать условия контакта моделей в сборке. Моделированию связей между элементами в сборной модели необходимо придавать большое значение, поскольку на долю смещений в контактах приходится до 80-90% всех деформаций станка, и неправильное моделирование контактов может привести к неадекватным результатам.
В рамках данной работы моделирование линейного контактного взаимодействия между поверхностями производилось упрощенным методом с помощью функции NX «Соединение поверхность–поверхность». В решателе NX Nastran реализован метод расчета с созданием контактной прослойки, имеющей разные значения параметров жесткости (коэффициентов штрафа) в нормальном и касательном к поверхности контакта направлениях. Таким образом, учитывать жесткость контакта можно, изменяя коэффициенты штрафа [4, с.294]. В локальных параметрах соединения поверхностей в NX реализовано два способа задания единиц жесткости [1, с. 282]:
а) по параметру Сила/(Длина * Площадь) — эквивалентно отношению жесткости контакта к площади, в этом случае контактная жесткость элемента вычисляется по выражению
![]() (1),
(1),
где: Кконт — контактная жесткость, Н/мм;
![]() — коэффициент штрафа, Н/мм3;
— коэффициент штрафа, Н/мм3;
S — площадь контакта.
С другой стороны, имеются эмпирические данные о жесткости контакта поверхностей различной геометрии [3, с. 172]. Вообще, зависимость деформации в стыке от нагрузки нелинейная [2, с. 107], однако, учитывая то, что в металлорежущих станках стыки имеют начальные давления от силы тяжести деталей или от начальной затяжки, а также учитывая малую величину деформаций, технические расчеты стыков можно вести пользуясь линейной зависимостью [3, с. 172]:
![]() (2),
(2),
где: ![]() — деформация в стыке, мм;
— деформация в стыке, мм;
j — коэффициент контактной податливости, мм/МПа;
![]() — давление в контакте, МПа.
— давление в контакте, МПа.
Учитывая, что
![]() (3),
(3),
где: F — нагружающая нормальная сила, Н; а также
![]() (4),
(4),
из (2), получаем:
![]() (5).
(5).
Приравнивая выражения (1) и (5), получаем:
![]() (6).
(6).
Согласно [3, с. 172], при средних по величине давлениях в стыках и ширине поверхности стыка 50—200 мм, коэффициент податливости j = (1…2)*10-2 мм/МПа. Тогда коэффициент штрафа е = (0,5…1)*10-2 МПа/мм3.
б) по параметру 1/длина — используется по умолчанию, в этом случае физический эквивалент контактной жесткости — осевая жесткость стержня площадью сечения S, с модулем упругости Е, длиной 1/е, и контактная жесткость элемента вычисляется по выражению:
![]() (7),
(7),
где: Е — модуль упругости материала контактирующих тел, МПа.
Приравнивая выражения (5) и (7), получаем:
![]() (8).
(8).
При тех же условиях, что в п. а), и учитывая, что модуль упругости для черных металлов в среднем Е = 2,1*105 МПа, коэффициент штрафа при этом способе задания е = (0,25…0,5)*10-3 1/мм.
Аналогично рассчитываются коэффициенты штрафа в тангенциальном направлении (по тангенциальной жесткости).
Для корректного учета взаимодействия поверхностей необходимо учесть также опцию «Начальное проникновение/зазор», который контролирует начальное состояние контактирующих поверхностей. В этой опции следует задать параметр «Расчет от геометрии», в этом случае учитываются все зазоры и проникновения на основе координат узлов конечных элементов.

Рисунок 2. Конечно-элементная модель с учетом контактов между поверхностями
4. Проведение расчета. Согласно заданным условиям, NX Nastran производит решение системы уравнений, соответствующих линейному статическому анализу, определяя при этом напряженно-деформированное состояние технологической системы.
5. Визуализация полученных результатов и их анализ. NX выводит карту результатов, показывая деформированное под заданной нагрузкой состояние системы (рис. 3). Видно, что наибольшие деформации имеет ветвь инструмента — силы резания приводят к повороту инструмента, вследствие чего режущая кромка фрезы практически не отклоняется, а наоборот врезается в заготовку (рис. 4). Однако, при этом условия резания ухудшаются, что приводит к увеличению шероховатости обработанной поверхности и к быстрому износу инструмента.
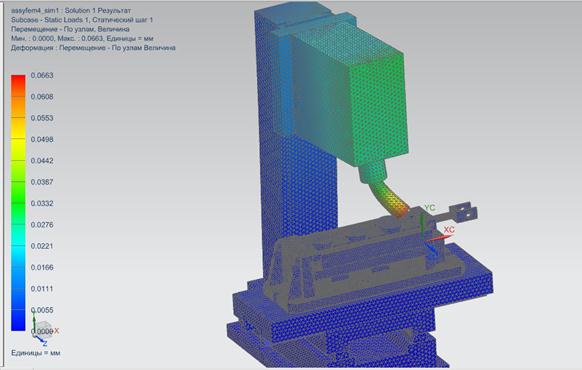
Рисунок 3. Карта результатов линейного статического расчета
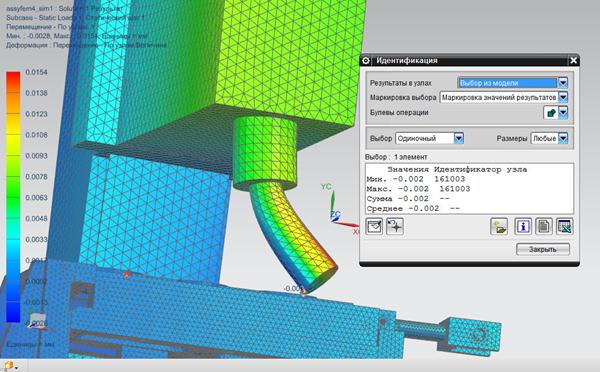
Рисунок 4. Деформация инструмента в точке резания
Кроме того, видно, что довольно значительным деформациям подвергается шпиндельная бабка станка (рис. 5). При обработке точных изделий это существенно повлияло бы на погрешность обработанной поверхности.
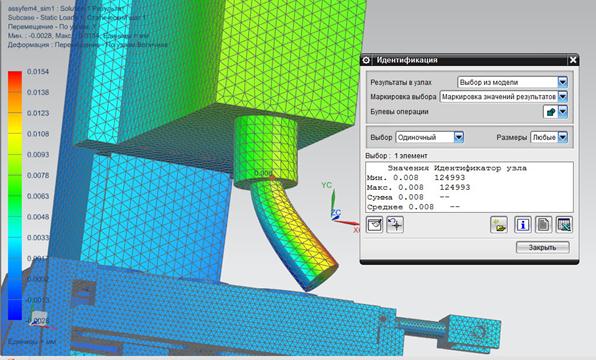
Рисунок 5. Деформации шпиндельной бабки станка
В ветви заготовки, напротив, деформации заготовки, приспособления, и других узлов станка незначительны (рис. 3).
Из результатов анализа видно, что для корректной оценки деформаций обрабатываемого изделия недостаточно проводить расчет на жесткость отдельных элементов технологической системы. Необходимо выполнить моделирование всей технологической системы в целом. В мировой практике все шире внедряются инструменты предварительной симуляции обработки — в основном пока для оценки точности отработки управляющих программ. Однако, при обработке ответственных деталей можно выполнить симуляцию с применением предложенной методики. В этом случае можно подобрать оптимальную конструкцию и компоновку технологической оснастки, ее расположение в пределах рабочей зоны станка с тем, чтобы обеспечить необходимое качество обработки.
Список литературы:
1.Гончаров П.С. NX Advanced Simulation. Инженерный анализ / Гончаров П.С., Артамонов И.А., Халитов Т.Ф., Денисихин С.В., Сотник Д.Е. М.: ДМК Пресс, 2012. — 504 с.
2.Левина З.М., Решетов Д.Н. Контактная жесткость машин. М.: Машиностроение, 1971. — 264 с.
3.Решетов Д.Н., Портман В.Т. Точность металлорежущих станков. М.: Машиностроение, 1986. — 336 с.
4.Рудаков К.Н. FЕМАР 10.2.0. Геометрическое и конечно-элементное моделирование конструкций. К.: КПИ, 2011. — 317 с.
дипломов