Статья опубликована в рамках: XXIX Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 25 декабря 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

СТРУКТУРНАЯ СХЕМА УПРАВЛЕНИЯ ПРИВОДАМИ ТЕХНОЛОГИЧЕСКОГО КОМПЛЕКСА
Чепчуров Михаил Сергеевич
д-р техн. наук, профессор, профессор кафедры технологии машиностроения Белгородского государственного технологического университета им. В.Г. Шухова, РФ, г. Белгород
Жуков Евгений Михайлович
канд. техн. наук, доцент кафедры технологии машиностроения Белгородского государственного технологического университета им. В.Г. Шухова, РФ, г. Белгород
Тюрин Алексей Вячеславович
аспирант кафедры технологии машиностроения Белгородского государственного технологического университета им. В.Г. Шухова, РФ, г. Белгород
BLOCK DIAGRAM OF MANAGEMENT OF COMPLEX TEHNOLOGI-CHESKOGO DRIVES
Mikhail Chepchurov
doctor of Technical Sciences, professor, professor of chair of technology of mechanical engineering of the Belgorod State Technological University named after V.G. Shukhov, Russia Belgorod
Evgeny Zhukov
candidate of Technical Sciences, associate professor of technology of mechanical engineering of the Belgorod State Technological University named after V.G. Shukhov, Russia Belgorod
Alexey Tyurin
the graduate student of chair of technology of mechanical engineering of the Belgorod State Technological University named after V.G. Shukhov, Russia Belgorod
АННОТАЦИЯ
В статье рассмотрены вопросы создания структур управления мехатронными инструментальными модулями. Предложенный авторами принцип гибридных структур позволяет в короткие сроки разработать систему управления специальным оборудованием.
ABSTRACT
In article questions of creation of structures of management are considered by mekhatronny tool modules. The principle of hybrid structures offered by authors allows to develop a control system of the special equipment in short terms.
Ключевые слова: инструмент; мехатронный модуль; управление; структура; привод; программа.
Keywords: tool; mekhotronny module; management; structure; drive; program.
Для реализации технологического процесса автоматизированного получения деталей в технологическом комплексе [6] на базе токарного автомата с использованием адаптивных инструментальных модулей (АИМ) [5] требуется расширенное представление схемы управления, позволяющее реализовать её на элементной базе, обеспечивающей полный цикл обработки. Для чего следует реализовать представленный на рис. 1 алгоритм управления.
Обозначим ограничивающие условия реализации алгоритма управления:
· главный привод токарного автомата является неуправляемым, частота его вращения задаётся с помощью набора зубчатых колёс. Такой подход позволяет реализовать дискретное управление им, что позволяет избежать дополнительных затрат на регулируемый привод и блок управления им, а в конечном итоге, при стоимости комплектного сервопривода мощностью свыше 3 КВт от 1 млн. рублей, значительно снижает цену всех работ по модернизации. При этом частота его вращения контролируется с помощью датчика тахометра, входящего в состав АИМ и в качестве целевой функции управления, которая должна
· быть минимизирована контроллером,
· используется среднеквадратическая ошибка на выходе объекта управления;
· управление механизмами подачи заготовки и её зажима — дискретное;
· управление сервоприводом продольной подачи с использованием модуля OMEGAII или YASAGAWA имеет два сигнала: направление — частота, или при использовании шаговых приводов — три сигнала: ENABLE-STEP-DIR, при использовании первого варианта требуется дополнительно три дискретных входа для подключения энкодера, определяющего положение рабочего органа станка в продольном направлении;
· управление АИМ осуществляется как механизмом поперечной подачи, так и механизмом качания, сигналами ENABLE-STEP-DIR.
Таким образом, минимальное количество дискретных сигналов управления — 12, в том случае если для продольного перемещения заготовки использовать шаговый привод, или, при сервовоприводе с датчиком положения, — 14, в том числе 3 дискретных входа, 11 дискретных выходов.
Очевидно, что в промышленных условиях, уже при серийной реализации системы управления потребуется программируемый логический контроллер с панелью оператора или адаптивные системы управления с нейронными сетями [1], однако авторами было принято решение использовать для реализации системы управления на стадии научных разработок персональный компьютер (ПК), тем более что к настоящему времени подобные системы прошли промышленную апробацию и описаны в литературе [4].
Обмен сигналами с системой управления, согласно рекомендациям [3], было принято осуществлять через параллельный интерфейс, в случае отсутствия LPT-порта в конфигурации современных ПК возможна реализация при наличии соответствующих переходных устройств USB-LPT, например, на базе микросхемы FTDI245R. Параллельный порт содержит 5 дискретных входов, 8 дискретных выходов DATA и 4 дискретных выходов CONTROL, что вполне позволяет передать все 11 выходных сигналов. Согласно паспортным данным на LPT-порт, частота сигнала на соответствующем выходе может составлять до 18 МГц, что также удовлетворяет требованиям для управления шаговыми двигателями.
В качестве исполнительных устройств для включения/ выключения главного привода, подачи, зажима/разжима заготовки используются промежуточные реле. А для управления шаговыми двигателями специальные приводы, формирующие управляющие сигналы.
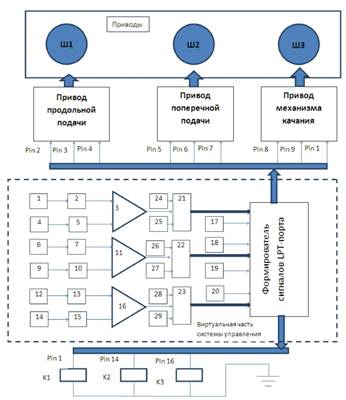
Рисунок 1. Гибридная схема системы управления
Разделим всю систему управления на аппаратную и программную, виртуально реализуемую с помощью специального программного обеспечения. Аппаратная часть практически уже описана, что касается виртуальной или программной, то её реализация всегда связана с конкретным, используемым программным обеспечением, что всегда не устраивало разработчиков программ управления оборудованием, т. к., имея опыт использования одного программного обеспечения, разработчик с трудом переходит на рекомендуемое. Подробный алгоритм управления также не всегда чётко даёт представление о путях его реализации. На рис. 1. представлена упомянутая гибридная схема системы управления.
Шаговые двигатели предназначены: Ш1 — управление продольной подачей; Ш2 — управление поперечной подачей; Ш3 — управление механизмом качания АИМ. Шаговые двигатели Ш2 и Ш3 непосредственно входят в состав АИМ, шаговый двигатель Ш1 располагается на станке.
Реле исполнительных механизмов предназначены: К1 — управление главным приводом, соответственно: вкл./ выкл.; К2 — управление подачей заготовки, соответственно: вкл./выкл.; К3 — управление зажимом заготовки в цанге станка, вкл. — цанга разжата, выкл. — цанга зажата.
Виртуальная часть системы формирует управляющие сигналы следующим образом:
Пакет сигналов управления приводом продольной подачи ENABLE-STEP-DIR поступает непосредственно через формирователь сигналов LPT-порта на соответствующие разъёмы, на которые он приходит от формирователя сигнала команды управления продольной подачей — 21.
Сигналы для формирования пакета продольной подачи приходят от задатчика ENABLE — 24 (выкл. — сигнал 1, вкл. — сигнал 0); задатчика DIR-24(+/- или 0/1); и пакета шагов для перемещения, который формируется через сумматор 3, на который поступают сигналы от генератора импульсов шага STEP — 2, частота которого задаётся задатчиком — 1, генератора длительности или длины перемещения — 5, задаваемого задатчиком — 4.
Пакет сигналов управления приводом поперечной подачи АИМ ENABLE-STEP-DIR поступает непосредственно через формирователь сигналов LPT-порта на соответствующие разъёмы, на который он приходит от формирователя сигнала команды управления поперечной подачей — 22. Сигналы для формирования пакета поперечной подачи приходят от задатчика ENABLE-26 (выкл. — сигнал 1, вкл. — сигнал 0); задатчика DIR-27 (+/-или 0/1); и пакета шагов для перемещения, который формируется через сумматор 11, на который поступают сигналы от генератора импульсов шага STEP-7, частота которого задаётся задатчиком – 6, генератора длительности или длины перемещения — 9, задаваемого задатчиком — 10.
Пакет сигналов управления приводом механизма качания АИМ ENABLE-STEP-DIR поступает непосредственно через формирователь сигналов LPT-порта на соответствующие разъёмы, на который он приходит от формирователя сигнала команды управления механизмом качания — 23. Сигналы для формирования пакета механизма качания приходят от задатчика ENABLE-28 (выкл. — сигнал 1, вкл. — сигнал 0); задатчика DIR-29( +/-или 0/1); и пакета шагов для перемещения, который формируется через сумматор 116, на который поступают сигналы от генератора импульсов шага STEP-13, частота которого задаётся задатчиком — 12, генератора длительности или длины перемещения — 15, задаваемого задатчиком — 14.
Переключатель 17 управляет главным приводом, переключатель 18 — подачей заготовки, переключатель 19 — зажимомом заготовки, переключатель 20 является резервным и управляет pin17 LPT-порта.
Для выбора средства разработки виртуальной части системы управления были проанализированы следующие программные продукты: Sumulink + из пакета MatLab 7.0, VisualBasicNetи LabView 7.0. Пакеты оценивались на наличие возможности разработки непрофессиональным программистом программы управления оборудованием. К сожалению, VisualBasicNet требует от разработчика достаточно глубоких знаний как программного обеспечения, так и аппаратной части ПК, что приводит к значительным затратам времени, к тому же в этом приложении достаточно трудно выполнить моделирование работы системы. Sumulink + показал хорошие результаты как в разработке системы управления, так и в моделировании, но громоздкость самой системы требует дополнительных ресурсов ПК и временных затрат на изучение пакета. Использование LabView 7.0. требует минимума знаний в программировании, да и графический язык G прост в освоении, сам пакет уже настроен на использование как средств ввода вывода ПК, в том числе и параллельного порта, так и на моделирование самой системы, за счет наличия специальных средств отладки создаваемых в нём виртуальных приборов.
Кроме того, у автора отсутствуют лицензии на Sumulink +и VisualBasicNet, а работоспособная версия LabView 7.0 поставляется с изданием [7], тех функциональных возможностей, которые в ней представлены, достаточно для разработки и отладки виртуального прибора, и проигрыватель файлов виртуальных приборов позволяет эксплуатировать систему в производственных условиях. На рис. 2. представлен интерфейс одного из вариантов виртуального прибора для управления приводами АИМ.
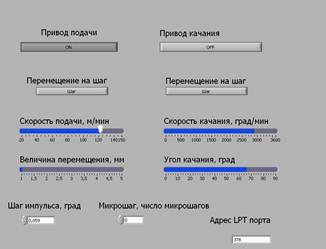
Рисунок 2. Интерфейс программы управления АИМ через LPT -порт
Вывод: Предложенная в работе гибридная схема системы управления позволила разработать как аппаратную, так и программную часть технологического комплекса [2], не прибегая к использованию сложных и дорогостоящих средств разработки и моделирования систем.
Список литературы:
1.Вороненко В.П., Родина А.Н., Рязанов Д.Ю. Управление технологическим процессом токарной обработки с использованием нейросетевого моделирования // Вестник МГТУ Станкин. — 2011. — № 4. — С. 23—26.
2.Пат. 126274 РФ, МПК B23B5/00. АДАПТИВНЫЙ ИНСТРУМЕНТАЛЬНЫЙ МОДУЛЬ/ Тюрин А.В., Чепчуров М.С.; заявитель и патентообладатель ФГБОУ ВПО «Белгородский государственный технологический университет им. В.Г. Шухова» № 2012133110/02; заявл. 01.08.2012; опубл. 27.03.2013, Бюл. № 9.
3.Чепчуров М.С. Модернизация управления приводом фрезерного станка с ЧПУ при использовании ПК // Ремонт, восстановление, модернизация. Изд.: ООО «Наука и технологии» М., — 2008. — № 7. — С. 13—15.
4.Чепчуров М.С., Погонин А.А., Схиртладзе А.Г. Модернизация машин для литья термопластов на базе персональных компьютеров // Ремонт, восстановление, модернизация. Изд.: ООО «Наука и технологии» М., — 2007. — № 5. — С. 7—14.
5.Чепчуров М.С., Тюрин А.В. Модернизация токарных автоматов продольного сечения с использованием мехатронных модулей // Ремонт, восстановление, модернизация. Изд.: ООО «Наука и технологии» М., — 2012. — № 7. — С. 10—13.
6.Чепчуров М.С., Тюрин А.В. Технологические системы на базе автоматов продольного точения с использованием модельной компоновки оборудования. // Технология машиностроения. — 2013. — Т. 7. — С. 64.
7.Lab VIEW для всех / Джеффри Тревис Изд.: ДМК Пресс. — 2005. — 544 с. — ISBN: 5-94074-257-2.
дипломов