Статья опубликована в рамках: XX Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 17 апреля 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов
АНАЛИЗ СПОСОБОВ ЗАКРЕПЛЕНИЯ РЕЖУЩИХ ПЛАСТИН ПРИ ОБРАБОТКЕ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ПОСРЕДСТВОМ ПЛАНЕТАРНОГО МЕХАНИЗМА ПОСТРОИТЕЛЯ

АНАЛИЗ СПОСОБОВ ЗАКРЕПЛЕНИЯ РЕЖУЩИХ ПЛАСТИН ПРИ ОБРАБОТКЕ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ПОСРЕДСТВОМ ПЛАНЕТАРНОГО МЕХАНИЗМА ПОСТРОИТЕЛЯ
Гречухин Александр Николаевич
аспирант ЮЗГУ, г. Курск
Разумов Михаил Сергеевич
канд. техн. наук, ст. преподаватель ЮЗГУ, г. Курск
E-mail: Agrechuhin@mail.ru
Чевычелов Сергей Александрович
канд. техн. наук, доцент ЮЗГУ, г. Курск
ANALYSIS OF CUTTING FASTENING PLATES FOR HANDLING PROFILE SURFACE BY PLANETARY MECHANISM BUILDER
Grechyhin Alexander
post-graduate student SWSU, Kursk
Razumov Mikhail
candidate of science, senior teacher of the city SWSU, Kursk
Chevychelov Sergey
candidate of science, senior lecturer of the city SWSU, Kursk
АННОТАЦИЯ
В статье приводится анализ способов закрепления пластин при формообразовании профильных поверхностей посредством планетарного механизма.
ABSTRACT
This article provides an analysis of the way in shaping fixing plates shaped surfaces through the planetary gear
Ключевые слова: планетарный механизм; гранная поверхность; скорость; частота вращения.
Key words: the planetary gear; facet surface; velocity; rotating speed.
Работа выполнена в рамках гранта Президента РФ для поддержки ведущих российских научных школ НШ-4423212.8 «Разработка и исследоване комплексной поддержки жизненного цикла сложных наукоемких технических систем на основе CALS-технологий»
Современное состояние и перспективы развития металлообработки характеризуется обширным применением различного типа технологий и металлорежущего инструмента. Так для обработки гранных поверхностей применяют фрезерные станки с универсальной делительной головкой, станки с ЧПУ. Для большинства мелких и средних машиностроительных предприятий наиболее целесообразно применение универсального оборудования общемашиностроительного назначения, на котором можно реализовать формообразование гранных поверхностей не только экономичным, но и высокопроизводительным методом [1, 4]. Таковым является метод формообразования гранных поверхностей с применением управляемых планетарных перемещений инструмента. Область применения данной технологии достаточно обширна, и возможно ее использование при формообразовании профильной части заготовок пружин железнодорожного транспорта.
Устройство для обработки профильной части заготовок пружин железнодорожного транспорта представляет собой планетарный механизм, на валах сателлитов которого размещены резцовые блоки [2].
Резцовый блок, совершая планетарные перемещения инструмента, обеспечивает последовательное удаление припуска, образуя гранную коническую поверхность, и состоит из корпуса, сменных пластин закрепленных на ножах.
Одним из важнейших факторов, определяющих работоспособность металлорежущего инструмента, является надежность закрепления режущей пластины в корпусе инструмента [3].
Как показывает анализ, наибольшую стойкость имеют резцы с креплением пластин прихватом (рис. 1). Прихват позволяет использовать режущие пластины с задними углами, а так же пластины малых размеров.
Недостатком такого вида крепления является громоздкая конструкция, а следовательно ограниченное применение в резцовом блоке для обработки профильной части пружин железнодорожного транспорта.
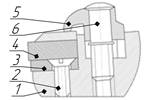
Рисунок 1. Схема крепления режущих пластин прихватом: 1 — державка, 2 — винт, 3 — подкладка, 4 — режущая пластина, 5 — прихват, 6 — винт
Другая конструкция крепления режущих пластин — клином (рис 2).
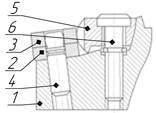
Рисунок 2. Схема крепления режущих пластин клином: 1 — державка, 2 — подкладка, 3 — режущая пластина, 4 — штифт, 5 — клин, 6 — винт
По сравнению с типом крепления прихватом тип крепления клином имеет ряд преимуществ. Это компактность конструкции, простота выполнения баз под пластины. Однако применение клина в закреплении пластин в резцовом блоке планетарного механизма является нецелесоообразным по причине того, что толщина сменного ножа является недостаточной для исполнения в нем некоторых элементов конструкции крепления.
Клин-прихват (рис. 3) обеспечивает достаточную жесткость крепления пластин в резцовом блоке планетарного механизма, но как и крепление прихватом не подходит по габаритам.
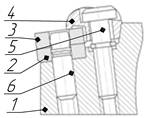
Рисунок 3. Схема крепления режущих пластин клин-прихватом: 1 — державка, 2 — подкладка, 3 — режущая пластина, 4 — клин-прихват, 5 — винт, 6 — штифт
Конструкция крепления режущих пластин на штифте не обеспечивает жесткости закрепления режущих пластин и точности установки.
Крепление металлорежущих пластин косой тягой (рис. 4) отличается компактностью, отсутсвием элементов, препятствующих сходу стружки. Недостатком данного способа крепления является трудность установки прокладки под режущую пластину. Применение крепления косой тягой в резцовом блоке является невозможным, так как проектируемая толщина ножа является малой для исполнения элементов крепления.
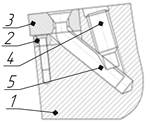
Рисунок 4. Схема крепления режущих пластин косой тягой: 1 — державка, 2 — подкладка, 3 — режущая пластина, 4 — винт, 5 — тяга
Наиболее широкое распространение получили конструкции инструмента, основанные на креплении режущих многогранных пластин рычагом (рис. 5).

Рисунок 5. Схема крепления режущих пластин рычагом: 1 — державка, 2 — подкладка, 3 — режущая пластина, 4 — рычаг, 5 — винт
Данный способ обеспечивает надежное закрепление режущей пластины и базирование в корпусе инструмента при относительно больших допусках на изготовление элементов крепления. Конструкция ножа при формообразовании профильной части пружин не позволит реализовать данный вид закрепления.
С целью повышения компактности, применяется конструкция инструмента с креплением режущих пластин винтом (рис. 6).

Рисунок 6. Схема крепления режущих пластин винтом: 1 — державка, 2 — подкладка, 3 — режущая пластина, 4 — штифт, 5 — клин-прихват, 6 — винт
Вышеуказанный тип конструкции механизма крепления режущих пластин не отличается высокой степенью надежности ее фиксации. Однако с точки зрения применения этой конструкции при закреплении режущих пластин в резцовом блоке планетарного механизма, крепление винтом является наиболее привлекательным. Таким образом, при выборе способа крепления режущих пластин винтом, выполняется основное требование компактности механизма закрепления пластин.
Список литературы:
1.Барботько А.И. Обработка многогранников с чётным числом сторон на токарном станке [Текст] / А.И. Барботько, М.С. Разумов // Вестник машиностроения. 2010. № 1. С. 46—48.
2.Пат. 2391184 Российская Федерация: МПК 7 В 23 В 5/44. Устройство для обработки многогранников с чётным числом сторон [Текст] / Барботько А.И., Пузыревский Р.А., Разумов М.С.; заявитель и патентообладатель Курский государственный технический университет. № 2008133265/02; заявл. 12.08.2008; опубл. 10.06.2010, Бюл. № 16.
3.Попиков А.Н. Повышение качества обрабатываемой поверхности при твердом точении за счет улучшения демфирующих свойств узла закрепления режущей пластины. Дис. Канд. Техн. Наук. — Москва, 2009. — 150 с.
4.Разумов М.С. Повышение производительности формообразования многогранных наружных поверхностей посредством планетарного механизма: дис. канд. техн. наук. — Курск, 2011. — 160 с.
дипломов