Статья опубликована в рамках: XV Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 12 ноября 2012 г.)
Наука: Технические науки
Секция: Материаловедение и металлургическое оборудование и технологии
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

РАЗРАБОТКА МОДЕЛИ ВЛИЯНИЯ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ ПРИ ПРОИЗВОДСТВЕ ОБШИВОЧНЫХ ЛИСТОВ НА РАЗМЕР ЗЕРНА
Гречникова Анна Федоровна
ведущий инженер-технолог прокатного производства,
ЗАО “Алкоа СМЗ”,
г. Самара
Е-mail: Anna.grechnikova@alcoa.com
Арышенский Евгений Владимирович
канд. техн. наук, ассистент Самарского Аэрокосмического Университета имени академика С.П. Королева (национально исследовательский университет),
г. Самара
Е-mail: ar-evgenii@yandex.ru
Оводенко Алексей Максимович
директор прокатного производства ,ЗАО «Алкоа СМЗ»,
г. Самара
Е-mail: Alexey.ovodenko@alcoa.com
Колобов Владимир Геннадьевич
руководитель группы прокатки, ЗАО «Алкоа СМЗ»,
г. Самара
Е-mail: vladimir.kolobov@alcoa.com
DEVELOPMENT MODEL INFLUENCE TECHNOLOGYCAL FACTORS BY PRODUCTION COVER SHEETS ON GRAIN SIZE
Anna Grechnikova
Engineer Technologist of rolling division Joint-Stock Company
«Alcoa SMZ», Samara
Evgenii Aryshenskii
сand. tech. sci, assistant “S.P. Korolev Samara State Aerospace University (national research university)”, Samara
Ovodenko Aleksey
director of rolling division Joint-Stock Company “Alcoa SMZ”, Samara
Kolobov Vladimir
supervisor-rolling group, Joint-Stock Company “Alcoa SMZ”, Samara
АННОТАЦИЯ
В результате анализа литературного обзора выявлены основные факторы влияющие на величину зерна в листах из высокопрочных авиационных алюминиевых сплавов. На основе лабораторных экспериментов построена модель влияния параметров технологии на среднюю величину зерна. Изучение этой зависимости позволило установить, что наибольшее влияние оказывает скорость нагрева до температуры отжига.
ABSTRACT
The analysis of literature data revealed major factors influencing grain size of high strength aluminum alloy sheet. The model of grain size variation vs technological parameters is constructed from laboratory design of experiment. Studying of this model helped to understand that the main influence on grain size of V95 alloy have the heat-up rate during annealing.
Ключевые слова: микроструктура; отжиг; размер зерна; алюминиевые сплавы.
Keywords: microstructure; annealing; grain size; aluminum alloys.
Развитие аэрокосмической промышленности, совершенствование конструкций постоянно повышает эксплуатационные требования к обшивкам летательных аппаратов, в том числе из авиационных алюминиевых сплавов. Как известно измельчение зерна в сплавах такого типа улучшает механические свойства металла [2, 6, 8, 9], тем самым повышая надежность этих изделий. В связи с этим в 1992 году, в ОСТ 1 90070 на обшивочные листы из алюминиевых сплавов внесено требование недопустимости наличия крупнокристаллической структуры в основном металле и в плакирующем слое, видимой невооруженным глазом. Это требование, согласно разрешающей способности человеческого глаза, фактически ограничивает величину зерна линейным размером около 200 мкм [7].
Поэтому весьма актуальным является поиск зависимости, позволяющий определять влияние технологических факторов производства обшивочных листов на размера зерна.
При производстве листов такого типа применяется многоступенчатая технология, которую укрупнено можно свести к следующим операциям. Отливка слитков → гомогенизация → наложение планшет → горячая прокатка → холодная прокатка (в ходе которой может предусматриваться промежуточный отжиг) → последующая термообработка (закалка с искусственным старением либо окончательный отжиг). Таким образом, на размер зерна может влиять множество параметров технологического процесса, что затрудняет определение упомянутой выше зависимости. Для того чтобы ограничить число необходимых для создания модели факторов авторами был проведен анализ работ посвященных влиянию технологических параметров производства обшивочных листов [2, 3, 6—9], на величину зеренной структуры. Данный обзор позволил выявить, что основными параметрами, от которых зависит величина зерна, являются степень холодной деформации (т.е. величина накопленной энергии деформации) и окончательный отжиг с его основными параметрами — температурой и скоростью нагрева.
Используем стандартные методы планирования [1] для построения модели совместного влияния данных факторов на средний размер зерна для сплава В95 пч. Каждый из трех факторов варьируем на двух уровнях, выбирая предельные значения исходя из возможностей стандартного оборудования использующегося при производстве данного типа листов [5] (табл. 1).
Таблица 1.
Матрица планирования 3-факторного эксперимента
|
Фактор |
х0
дополнительный фактор |
х1 степень холодной деформации |
х2 скорость нагрева при окончательном отжиге |
х3 температура окончательного отжига |
|
Ед. измерения |
|
% |
ºС/мин |
ºС |
|
Нулевой уровень |
|
50 |
0,5 |
400 |
|
Интервал варьирования |
|
20 |
- |
20 |
|
Верхний уровень |
|
70 |
8 |
420 |
|
Нижний уровень |
|
30 |
0,67 |
380 |
Зависимость ищем в виде линейной функции с учетом взаимодействия факторов между собой — совместного влияния температуры отжига и скорости нагрева, а также степени деформации и скорости нагрева.
y=b0+b1 x1+b2 x2+b3 x3+b12 x1 x2+b23 x2 x3
Для оценки погрешностей проводим по 3 опыта для каждой предусмотренной моделью комбинации факторов.
Средний размер зерна определяем методом подсчета пересечений зерен (метод секущих) [4].
Определение величины зерна производят при таком увеличении, чтобы в поле зрения находилось целиком 80—200 зерен. Для определения средней величины зерна необходимо брать не менее 5-ти секущих в 5-ти полях. В качестве секущей служит линейка окуляр-микрометра. Располагая линейку вдоль, поперек направления деформации и под углом 45°, подсчитывается количество зерен (n), пересекаемых этой секущей. Затем по формуле [4] определяется средний размер зерна:
![]() ,
,
где: L — длина линейки окуляр-микрометра, мм;
k — число секущих;
n — сумма зерен, пересекаемых всеми секущими.
Матрица планирования эксперимента и результаты опытов представлены в табл. 2.
Таблица 2.
Матрица планирования и результаты опытов по определению среднего размера зерна
|
Фактор/ № опыта |
х1 |
х2 |
х3 |
x1x2 |
x2x3 |
yср |
|
1 |
– |
– |
– |
+ |
+ |
161,3 |
|
2 |
– |
– |
+ |
+ |
– |
151,0 |
|
3 |
– |
+ |
– |
– |
– |
102,7 |
|
4 |
– |
+ |
+ |
– |
+ |
105,0 |
|
5 |
+ |
– |
– |
– |
+ |
231,7 |
|
6 |
+ |
– |
+ |
– |
– |
232,3 |
|
7 |
+ |
+ |
– |
+ |
– |
102,7 |
|
8 |
+ |
+ |
+ |
+ |
+ |
103,0 |
Поскольку средний условный размер зерна является нормально распределенной величиной, а факторы не коррелируют между собой, то для отыскания коэффициентов функции отклика можно применить метод наименьших квадратов [1].
После расчета коэффициентов модели уравнение имеет вид:
y=148,7+18,7x1–45,375x2–0,875x3–19,2x1x2+12,3x2x3
Критерий Фишера для найденной зависимости: F=11,15 меньше табличного значения: Fтабл=19,00. Следовательно, полученная модель согласуется с опытными данными.
После вычисления дисперсии коэффициентов и доверительного интервала определяем, что коэффициент b3 является незначимым. Окончательно:
y=48,7+ 8,7x1–45,375x2–19,2x1x2–12,3x2x3 (*)
На рис. 1 Приведено сравнение размера зерна рассчитанных по теоретической зависимости, и полученных в результате эксперимента.
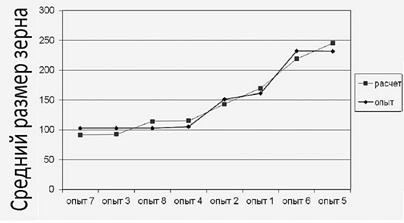
Рисунок 1. Зависимость среднего размера зерна от степени деформации, скорости нагрева и температуры отжига
Из графика видно, что разница между теоретическими и экспериментальными данных не превышает 11 %. Наименьший размер зерна наблюдался в опытах № 3, 4, 7 и 8 с максимальной скоростью нагрева. Это объясняется тем, что при высоких скоростях происходит только первичная рекристаллизация, и зерна не успевают начать поглощать друг друга. Следует отметить что из-за использования при производстве обшивочного листа линий непрерывной термообработки время отжига не значительно и не превышает 3 минут, исключая, таким образом, возможность прохождения собирательной рекристаллизации непосредственно при термообработки. Повышение степени холодной деформации в целом оказывает положительное влияние на уменьшение размеров зерна, однако, не такое сильное как скорость нагрева. Это можно объяснить тем, что даже при обжатии 50 % появляется достаточное для мелкозернистой структуры число зародышей и возникновение дополнительных уже не приводит к сильному уменьшению размеров зерна. Температура отжига в пределах регламентированного интервала практически не влияет на размер зерна — разница между опытами 1 и 2, 3 и 4, 5 и 6, 7 и 8 не превышает 7 %.
Выводы
1.На основе экспериментальных данных получена зависимость размера зерна от скорости нагрева, степени предшествующей холодной деформации и температуры отжига. Расхождением модели с экспериментальными данными составляют 11 ℅ что делает её пригодной для инженерных расчетов.
2.Наиболее сильное влияние на размер зерна оказывает скорость нагрева, увеличение степени деформации так же способствует измельчению микроструктуры, в то время как изменение температуры отжига лишь незначительно влияет на данный показатель.
Список литературы:
1.Адлер Ю.П. Введение в планирование эксперимента. М.: Металлургия, 1969. — 157 с.
2.Алюминиевые сплавы. Структура и свойства полуфабрикатов из алюминиевых сплавов: Справ. изд. — М.: Металлургия, 1974. — 432 c.
3.Арышенский В.Ю., Гречникова А.Ф., Дриц А.М. и др. Выбор технологических параметров для снижения размера зерна в основе и плакировке обшивочных листов из алюминиевых сплавов. // ТЛС, 2010, № 3. С. 22—30.
4.ГОСТ 21073.3-75. Металлы цветные. Определение величины зерна методом подсчета пересечений зерен.
5.Каргин В.Р., Чертков Г.В., Осиновская И.В. Дипломное проектирование листопрокатных цехов. Самара : Изд-во СГАУ, 2010. — 103 с.
6.Манцев В.Н., Комарова Л.Г., Ланцова Л.П. Предотвращение крупнокристаллической структуры при изготовлении обшивок двойной кривизны // Технология легких сплавов. — 1999. — № 6. — С. 7—13.
7.Фридляндер И.Н., Берстенев В.В., Ткаченко Е.А. и др. Влияние термической обработки и деформации на величину зерна и механические свойства сплавов типа дуралюмин. // МИТОМ, 2003, № 7. С. 3—7.
8.Hollinshead P. Physical Metallurgy of 2xxx and 7xxx Alloys: Principles and Applications. Hot Deformation. ATC report, November 1999.
9.Staley J.T. Effect of Grain Morphology on the Toughness and Resistance to Exfoliation Corrosion of CK47-T6. 1969.
дипломов