Статья опубликована в рамках: XLV Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 28 апреля 2015 г.)
Наука: Технические науки
Секция: Материаловедение и металлургическое оборудование и технологии
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
РАЗРАБОТКА ТЕХНОЛОГИИ УТИЛИЗАЦИИ МЕЛКОДИСПЕРСНЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ
Гребнев Юрий Владимирович
доцент ВолгГТУ, РФ, г. Волгоград
Хмуров Иван Андреевич
студент магистр Волгоградского Государственного Технического Университета, факультета технологии конструкционных материалов, РФ, г. Волгоград
E -mail: hmurovski@mail.ru
Родин Андрей Сергеевич
студент магистр Волгоградского Государственного Технического Университета, факультета технологии конструкционных материалов, РФ, г. Волгоград
E-mail:
DEVELOPMENT OF TECHNOLOGY UTILIZATION FINELY DISPERSED METAL WASTE
Yuri Grebnev
associate Professor VSTU, Russia, Volgograd
Ivan Hmurov
master student of the Volgograd State Technical University, Faculty of Technology of construction materials, Russia, Volgograd
Andrei Rodin
master student of the Volgograd State Technical University, Faculty of Technology of construction materials, Russia, Volgograd
АННОТАЦИЯ
В данной работе предположена и апробирована технология утилизации мелкодисперсных металлических отходов. Разработанные заготовки получают посредством расплавления стружки и других металлических отходов в жидком некондиционном металле.
ABSTRACT
In this paper we developed recycling technology of fine metal waste. Getting new preformed blanks charge by utilizing chips, drained of excess iron.
Ключевые слова: шихтовые заготовки; брикеты; технология утилизации; чугун; металлические отходы.
Keywords: charge billets; briquettes; recycling technology; iron; metal waste.
В цехах механической обработки машиностроительных заводов образуется до 30 % стружки от веса литых, штампованных и прокатанных заготовок. Литейные цеха и участки, являющиеся частью этих заводов, обязывают использовать стружку и другие мелкодисперсные металлические отходы в процессах плавки. Применение мелкодисперсных отходов в качестве составляющих шихты в технологических процессах выплавки железоуглеродистых и цветных сплавов приводит к значительному удлинению процесса плавки, увеличению расхода электроэнергии, ферросплавов, лигатур и вспомогательных материалов. Общий угар металла при плавке стружки «навалом» может составить более 50 % от её веса. Процесс плавки мелкодисперсных материалов, содержащих смазывающие охлаждающие жидкости, сопровождается большим количеством вредных выбросов в атмосферу.
Для повышения технико-экономических показателей процесса плавки сплавов мелкодисперсные отходы сушат, сортируют по фракциям, смешивают со связующими и брикетируют на прессах различных конструкций [4]. Переплав брикетированного сырья не вызывает технологических затруднений и по технико-экономическим показателям приближается к переплаву стандартной металлической шихты. Однако большинство литейных цехов не имеет возможности организовать участки по переработке и брикетированию мелкодисперсных металлических отходов.
Также непосредственно в литейных цехах образуется другой вид отходов – незапланированный слив металла. Незапланированные сливы металла образуются по причинам несоответствия химического состава жидкого металла требованиям технической документации, охлаждения металла в ковше ниже температурных пределов, установленных для разливки данного сплава, отсутствия точных расчетов и сопоставления металлоемкости литейных форм с весом металла в плавильной печи. Количество незапланированных сливов составляет от 5 до 10 % от веса жидкого металла. В литейных цехах с высокой технологической дисциплиной и оснащенных современным оборудованием потери металла на сливы минимальны. В цехах с устаревшим оборудованием, работающих по выполнению небольших заказов из разных по химическому составу сплавов, объём незапланированных сливов металла может превышать 15 % от веса выплавленного металла.
Некондиционный или лишний металл, как правило, сливается в изложницы, футерованные песчано-жидкостекольной смесью. Слив металла в изложницу приводит к загрязнению металла силикатами (рис. 1).

Рисунок 1. Вид шихтовой заготовки залитой в изложницу, футерованную песчано-жидкостекольной смесью
Переплав таких некачественных шихтовых заготовок приводит к удлинению процесса расплавления шихты, образованию большого количества первичного кислого шлака, который необходимо удалить из печи.
В работе предложено получать шихтовые заготовки из сливов жидкого металла и расплавляемой футеровки аналогичному процессу поверхностного легирования отливок [1; 2]. Некондиционный или излишний металл сливается в изложницы дополнительно футерованные, кроме песчано-жидкостекольной массы, стружкой и другими мелкодисперсными металлическими отходами (рис. 2) [3].
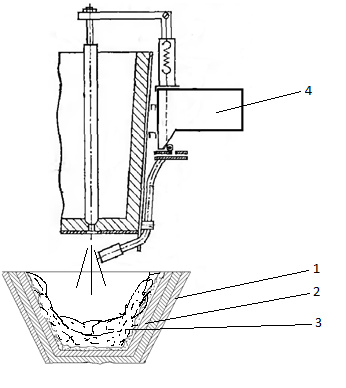
Рисунок 2. Схема заливки металла в изложницу с расплавляемой футеровкой. 1 — Металлическая изложница, 2 — Огнеупорная футеровка, 3 — «Расплавляемая футеровка», 4 — Дозатор мелкодисперсных отходов
Металл, расплавляя металлические отходы, образует с ними плотную, качественную шихтовую заготовку. Усвоение жидким металлом металла стружки зависит от температурных режимов процесса, марки сплава и фракционного состава отходов и достигает 30—60 %. (рис. 3).
а) б)
б)
Рисунок 3. Внешний вид (а) и излом (б) шихтовой заготовки полученной путем заливки металла в изложницы с расплавляемой футеровкой
В таблице 1 приведены рекомендуемые составы шихтовых заготовок для производства железоуглеродистых сплавов.
Таблица 1.
Рекомендуемые составы шихтовых заготовок
|
Материаллы |
Рекомендуемое количество материала в шихтовой заготовке,% |
|
|
Сталь |
Чугун |
|
|
Стальная мелкодисперсная стружка |
30 |
— |
|
Чугунная стружка |
— |
30 |
|
Флюсы |
1—5 |
1—5 |
|
Углеродосодержащие материалы |
— |
1—10 |
|
Карбид кремния |
— |
0—10 |
|
Ферросплавы (отходы дробления) |
0—10 |
0—10 |
Для определения металлургической ценности разработанной шихтовой заготовки были проведены сравнительные исследования металла экспериментальных плавок с использованием в шихте чугунной стружки «навалом» в виде брикетов и в виде шихтовой заготовки, получаемой путем растворения жидким металлом стружки. По каждому варианту шихтовки проводилось по три плавки. Контрольными плавками служили плавки, проведенные с использованием в шихте 100 % чугунного лома.
Брикеты из чугунной стружки получали на лабораторном копре. В качестве связующего использовалось жидкое стекло. Брикеты высушивались при температуре 160 0C в течение 30 минут. Шихтовая заготовка получалась по следующей схеме: высушенная чугунная стружка размещалась на дне и стенках изложницы и заливалась жидким металлом.
Экспериментальные плавки проводились в индукционной печи с емкостью тигля 10 кг. В качестве шихты использовался чугунный лом в количестве 70 % и чугунная стружка 30 %. Критериями качества металла, полученного в эксперименте, служили: газонасыщаемость металла, угар и уровень механических свойств. Газонасыщаемость металла определялась методом вакуумплавления.
Средние значения результатов испытаний металлов экспериментальных и контрольных плавок приведены в таблице 2.
Таблица 2.
Характеристики металла экспериментальных и контрольных плавок
|
Номер варианта |
Характеристика шихты экспериментальных плавок |
Угар металла, % |
Содержание газов в металле,% |
ϬВ, кгс/мм2 |
||
|
H2 |
O2 |
N2 |
||||
|
1 |
Чугунный лом — 70 % Чугунная стружка — 30 % |
16,7 |
0.0193 |
0.0141 |
0.0097 |
12,8 |
|
2 |
Чугунный лом — 70 % Брикеты из чугунной стружки — 30 % |
10,2 |
0.0154 |
0.013 |
0.0078 |
17,3 |
|
3 |
Шихтовые чугунные заготовки с содержанием стружки 29—33 % |
2,9 |
0.0093 |
0.0083 |
0.0064 |
21,8 |
|
4 |
Чугунный лом — 100 % (контрольные плавки) |
2,7 |
0.0089 |
0.0086 |
0.0071 |
22,1 |
Металл экспериментальных плавок, полученный с использованием шихтовых заготовок, обладает характеристиками близких к свойствам чугуна, выплавляемого на шихте из качественного чугунного лома, и значительно превосходит металл, выплавленный с использованием в шихте брикетированной стружки.
Выводы:
1. Процесс получения шихтовых заготовок с использованием расплавляемой футеровки не требует дополнительных капитальных затрат, повышения трудоемкости, увеличения расхода электроэнергии и вспомогательных материалов.
2. Шихтовая заготовка, полученная из сливов некондиционного металла и стружки, характеризуется плотным, однородным металлом.
3. Плавка чугуна с использованием в шихте заготовок, полученных из некондиционного металла и стружки, характеризуется быстрым расплавлением шихты, низким содержанием газов и неметаллических включений в металле отливок и обеспечивает механические свойства металла соответствующими марке чугуна СЧ20.
Список литературы:
1.Гребнев Ю.В. Повышение износостойкости высоконагруженных деталей тракторов поверхностным легированием в литейной форме /Ю.В. Гребнев, Е.И. Тескер, В.А. Гурьев, Е.И. Афонина// Современные проблемы металлургического прозводства Сб. тр. Международной науч-техн. конф. Волгоград, ВолгГТУ, 2002. — С. 403—406.
2.Гребнев Ю.И. Наплавка износостойкого слоя на детали почвообрабатывающего инструмента в литейной форме /Ю.В. Гребнев, В.В. Шлепин, Г.Г. Захаров, И.Е. Афонина, В.П. Каляева, О.А. Богатырева// Литейное производство: — 2000, — № 4. — С. 11—12.
3.Жаркова В.Ф. Поверхностное легирование отливок углеродом в литейной форме /В.Ф. Жаркова, Н.А. Кидалов, Ю.В. Гребнев, А.С. Родин, А.В. Симаков/ Известия ВолгГТУ: межвуз. сб. науч. ст. № 9 (136) 2013 (Серия «Проблемы материаловедения, сварки и прочности в машиностроении».) — С. 132—134.
4.Равич Б.М. Брикетирование в цветной и черной металлургии /Б.М. Равич М: Металлургия, 1975. — 232 с.
дипломов