Статья опубликована в рамках: XLIV Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 30 марта 2015 г.)
Наука: Технические науки
Секция: Материаловедение и металлургическое оборудование и технологии
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ОБЪЕМА «ЗАХОЛАЖИВАЮЩЕЙ» ГОЛОВНОЙ ЧАСТИ КУЗНЕЧНОГО СЛИТКА НА ОСОБЕННОСТИ ЕГО ЗАТВЕРДЕВАНИЯ И РАЗВИТИЯ ДЕФЕКТНЫХ ЗОН
Зюбан Николай Александрович
д-р техн. наук, профессор, заведующий кафедрой «Технология материалов» Волгоградского Государственного Технического Университета, РФ, г. Волгоград
E -mail: tecmat@vstu.ru
Руцкий Дмитрий Владимирович
канд. техн. наук, доцент Волгоградского Государственного Технического Университета, РФ, г. Волгоград
Галкин Антон Николаевич
аспирант Волгоградского Государственного Технического Университета, РФ, г. Волгоград
Гаманюк Сергей Борисович
канд. техн. наук, доцент Волгоградского Государственного Технического Университета, РФ, г. Волгоград
Пузиков Артемий Ярославич
аспирант Волгоградского Государственного Технического Университета, РФ, г. Волгоград
RESEARCH OF INFLUENCE OF VOLUME OF THE "COOLING" HOT TOP OF THE FORGE INGOT ON FEATURES OF ITS HARDENING AND DEVELOPMENT OF DEFECTIVE ZONES
Nikolai Zyuban
doctor of Technical Sciences, Professor, Head of Department "Materials Technology" Volgograd State Technical University, Russia, Volgograd
Dmitry Rutskii
associate professor of Volgograd State Technical University, Russia, Volgograd
Anton Galkin
graduate student of the Volgograd State Technical University, Russia, Volgograd
Sergey Gamanyuk
associate professor of Volgograd State Technical University, Russia, Volgograd
Artemy Puzikov
graduate student of the Volgograd State Technical University, Russia, Volgograd
АННОТАЦИЯ
Целью работы являлось исследование влияния объема «захолаживающей» головной части кузнечного слитка на особенности развития дефектных зон. Результаты исследования, проводимого на основе физического моделирования, показали что использование слитка с максимальной степенью охлаждения (прибыль-холодильник) приводит к увеличению в 1,5 раза вертикальной составляющей затвердевания по сравнению с обычным слитком с утепляющей прибылью, что обеспечивает благоприятные условия для уменьшения развития ликвационных процессов и повышения химической однородности литого металла.
ABSTRAKT
The purpose of work was research of influence of volume of the "cooling" head part of a forge ingot on features of development of defective zones. Results of the research conducted on the basis of physical modeling showed that use of an ingot with the maximum extent of cooling (profit refrigerator) leads to increase by 1,5 times of a vertical component of hardening in comparison with a usual ingot with the warming profit that the likvatsionnykh of processes and increase of chemical uniformity of cast metal provides favorable conditions for development reduction.
Ключевые слова : слиток; «захолаживающая» надставка; физическое моделирование; затвердевание
Keywords : ingo; "cooling" hot top; physical modeling; solidification
Работа выполнена в рамках проекта РФФИ, соглашение № HK 15-08-08098\15. Классическая технология получения слитков путём разливки стали в изложницы с утепляющей прибыльной надставкой является наиболее распространённой после непрерывной разливки, имеющей свой сортамент и предназначение. Обеспечивая относительно плотную осевую зону утепление прибыли способствует интенсивному развитию ликвационных процессов по высоте слитка, особенно ликвации углерода, серы и фосфора, что отрицательно сказывается на качестве получаемых заготовок и уменьшении выхода годного.
Уменьшить структурную и химическую неоднородность можно рядом технических решений — вибрационным воздействием [3], инокулированием [2; 5], вращением слитка при затвердевании и др., однако главным условием получения качественного металла остаются правильно выбранные геометрические параметры слитка [1; 8; 9]. Именно в этом случае можно получить более благоприятную макроструктуру, снизить ликвационную неоднородность и дефектность осевой зоны.
Одним из методов, позволяющих совместить эти два условия, является отливка слитков с применением захолаживания прибыли, предназначенная для производства полых поковок. Использование этой технологии обусловило повышение выхода годного, перемещение усадочной раковины в осевую область, удаляемую при ковке, уменьшение ликвации углерода, серы, фосфора по высоте слитка [7].
Физическое моделирование, процесса затвердевания слитков, проводилось на моделях — изложницах с утепляющей и захолаживаемыми прибыльными надставками различного объема [4; 6].
По результатам физического моделирования для различных горизонтов слитка были построены графики зависимости изменения количества нарастающего твёрдого слоя в вертикальном направлении от времени охлаждения расплавленного гипосульфита в изложнице (рисунок 1) с различными объёмами захолаживающей надставки (11,6 %, 21,8 %).
Приведённые данные характеризуют особенности затвердевания, как всего слитка, так и различных его областей, в зависимости от условий теплоотвода. В случае (см. рисунок 1 а) с утепляющей прибыльной надставкой рост твёрдой фазы в вертикальном направлении практически линейно связан со временем процесса, приближаясь к прямо пропорциональной зависимости. Это характеризует стабильность и равномерность процесса кристаллизации модельного слитка традиционной формы.
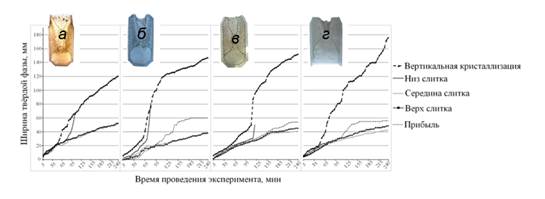
Рисунок 1. Динамика нарастания твёрдой фазы модельных слитков в зависимости от времени затвердевания: а — обычный слиток; б — слиток с захоложенной прибыльной надставкой малого объёма (11,6 %); в — слиток с захоложенной прибыльной надставкой большего объёма (21,8); г — слиток, полученный совместным использованием захолаживающей прибыльной надставки и выпуклого поддона
При использовании захолаживаемой прибыли объёмом 11,6 % (см. рисунок 1 б) пропорциональный участок вертикальной кристаллизации сохраняется в течение 50 мин., после чего интенсивность затвердевания многократно возрастает. Это обусловлено смыканием вертикального фронта кристаллизации с боковыми растущими кристаллами. При прохождении теплового центра слитка интенсивность вертикальной кристаллизации существенно снижается, и процесс завершается на уровне 150 мм (60 %) высоты тела слитка. При отливке модельного слитка с объёмом захолаживаемой прибыли 21,8 % (см. рисунок 1 в) пропорциональный участок равномерной кристаллизации возрастает до 110 мин., что объясняется снижением температурного градиента по высоте слитка за счёт более мощного охлаждающего воздействия прибыли-холодильника. Динамика дальнейшего процесса кристаллизации практически не отличается от предыдущего случая (см. рисунок 1 б). Изменение скорости вертикальной кристаллизации в зависимости от времени затвердевания и условий охлаждения приведено на рисунке 2.
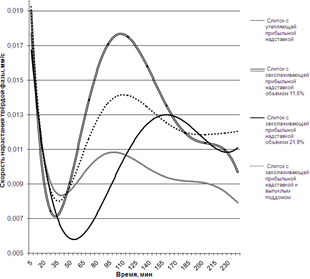
Рисунок 2. Изменение скорости вертикальной кристаллизации модельных слитков в процессе затвердевания расплава в зависимости от условий охлаждения
Высокие значения вертикальной скорости в начальные моменты кристаллизации во всех рассматриваемых случаях практически идентичны и обусловлены значительным градиентом температур между расплавом и поддоном. Снижение теплоотвода за счёт нарастания затвердевшего слоя приводит к снижению температурного градиента и, как следствие, к резкому снижению скорости кристаллизации (для всех случаев). Дальнейшее возрастание скорости продвижения твердой фазы связано с формированием дендритного каркаса и затвердеванием слитка практически по всему объёму. Однако в случае с утепляющей прибылью этот процесс тормозится относительно медленным затвердеванием осевых и прилегающих к ним объёмов слитка за счёт воздействия прибыли, чем и объясняется небольшой рост, а затем снижение скорости кристаллизации. В случае применения захолаживающих прибыльных надставок наблюдается более интенсивный рост скорости затвердевания, однако, максимальное значение этой величины характерно для надставки с объёмом 11,6 %. Для объёма прибыли 21,8 и 14,2 % эти значения меньше, что можно объяснить снижением температурного градиента по высоте слитка, несмотря на интенсивные процессы кристаллизации за счёт сращивания объёмно ориентированных кристаллов. Результирующая скорость кристаллизации в слитках с захолаживающей прибыльной надставкой существенно выше, чем в слитке с утеплением головной части, в частности, для слитка с «выпуклым» поддоном и объёмом захоложенной прибыли 14,2 % в 1,5 раза.
Выводы
При отливке модельных слитков с захолаживаемой прибылью в зависимости от её объёма пропорциональный участок вертикального затвердевания составляет от 20 до 45 % времени процесса, после чего интенсивность затвердевания многократно возрастает, что обусловлено сращиванием вертикального фронта затвердевания с дендритным каркасом различно ориентированных кристаллов и смещению процесса к объёмному типу. Слиток с максимальной степенью охлаждения (прибыль-холодильник) затвердевает со скоростью вертикальной кристаллизации в 1,5 раза большей по сравнению с обычным слитком с утепляющей прибылью, что обеспечивает благоприятные условия для уменьшения развития ликвационных процессов по высоте слитка.
Список литературы:
1.Влияние геометрических параметров на процессы кристаллизации и образование дефектных зон в слитках с различной конфигурацией донной части / Н.А. Зюбан, Д.В. Руцкий, С.Б. Гаманюк, А.Н. Галкин, А.С. Воробьева, Д.Г. Шулешко // Технология металлов. — 2013. — № 4. — C. 26—33.
2.Жульев С.И., Зюбан Н.А. Производство и проблемы качества кузнечного слитка: Монография / ВолгГТУ. РПК «Политехник», 2003. — 168 с.
3.Затвердевание металлического расплава при внешних воздействиях / А.Н. Смирнов, [и др.]. Донецк: Издательство «ВИК», 2008. — 250 с.
4.П.м. 135551 РФ, МПК B22D7/08. Модель изложницы для исследования процесса кристаллизации слитков / Н.А. Зюбан, Д.В. Руцкий, А.Н. Галкин, С.Б. Гаманюк, Е.А. Косова, А.Я. Пузиков; ВолгГТУ. 2013.
5.Патент на полезную модель № 42454, РФ В 22 D 27/15 / Устройство для отливки слитков в вакууме с инокуляторами. / Жульев С.И., Зюбан Н.А. Опубл. 16.06.04 Бюл. № 34.
6.П.м. 110667 РФ, МПК В22D 7/08. Устройство для исследования процесса кристаллизации слитков в модели изложницы / Н.А. Зюбан, Д.В. Руцкий, С.Б. Гаманюк, С.Н. Никуйко, А.Н. Галкин; ВолгГТУ. 2011.
7.Effect of chilling of the top part of a steel ingot on the conditions of its crystallization and the quality of forgings obtained from it / Галкин А.Н., Зюбан Н.А., Руцкий Д.В., Гаманюк С.Б., Пузиков А.Я., Фирсенко В.В. // Metallurgist. — 2013. — Vol. 57, — № 3—4. — C. 199—206.
8.V.S. Dub, A.N. Romashkin, A.N. Mal'ginov, I.A. Ivanov, D.S. Tolstykh, : Metallurgist, — 2014, — Vol. 57, — pp. 987—995.
9.V.S. Dub, A.N. Romashkin I.A. Ivanov D.S. Tolstykh, and A.N. Mal’ginov : Metallurgist, — 2014, — Vol. 57, — pp. 1088—1094.
дипломов