Статья опубликована в рамках: XIX Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 20 марта 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ОПРЕДЕЛЕНИЕ ФОРМЫ РЕЖУЩЕЙ КРОМКИ ОБКАТОЧНОЙ ФРЕЗЫ ПРИ ВЗАИМОПЕРПЕНДИКУЛЯРНЫХ ОСЯХ ЗАГОТОВКИ И ИНСТРУМЕНТА
Парненко Валерия Сергеевна
ассистент, кафедра интегрированных технологий машиностроения, Национальный Технический Университет Украины «Киевский Политехнический Институт», г. Киев
E-mail:
DETERMINATION OF THE SHAPE OF THE TOOL TIP OF SHAPED MILLING CUTTER, WHEN THE AXIS OF THE WORKPIECE AND THE MILLING CUTTER IS PERPENDICULAR TO EACH OTHER
Parnenko Valeriia
assistant, Department of Integrated Technology Engineering, National Technical University of Ukraine "Kyiv Polytechnic Institute", Kyiv
АННОТАЦИЯ
Целью настоящей статьи является развитие теории проектирования фасонных фрез. Для достижения поставленной цели в данной статье рассматривается последовательность определения формы режущей кромки, обеспечивающей обработку без переходных кривых деталей с наклонным зубом при взаимоперпендикулярных осях заготовки и фрезы.
ABSTRACT
The purpose of this article is to develop a theory of design shaped milling cutter. To achieve this goal, this article discusses the determination of the shape of the tool tip, providing processing without transition curves of parts with inclined tooth, when the axis of the workpiece and the milling cutter is perpendicular to each other.
Ключевые слова: фасонная фреза; режущая кромка; геометрические параметры.
Keywords: shaped milling cutter; cutting edge; geometric parameters.
Рассмотрим обработку передней плоскости детали [1, c. 175], положение которой характеризуется передним углом ![]() Профиль детали АВС считаем известным. Для того, чтобы обрабатывать заданную деталь без отклонений от чертежа и выполнить требуемые условия формообразования, повернем деталь вокруг ее оси до положения, изображенного на рис. 1.б. Положение передней плоскости, профиль которой АВ, в результате поворота идет под углом
Профиль детали АВС считаем известным. Для того, чтобы обрабатывать заданную деталь без отклонений от чертежа и выполнить требуемые условия формообразования, повернем деталь вокруг ее оси до положения, изображенного на рис. 1.б. Положение передней плоскости, профиль которой АВ, в результате поворота идет под углом![]() . Угол
. Угол ![]() поворота детали вокруг ее оси в этом случае равен:
поворота детали вокруг ее оси в этом случае равен:
![]() (1)
(1)

Рисунок 1. Обработка передней плоскости детали
Угол ![]() при проектировании фрезы задается такой величины, чтобы обеспечить благоприятную геометрию режущей части. Обкаточная фасонная фреза проектируется как фреза с затылованным зубом. Как известно [2, c. 86], задний угол в нормальном к режущей кромке сечении у фасонной затылованной фрезы в сильной степени зависит от угла в плане
при проектировании фрезы задается такой величины, чтобы обеспечить благоприятную геометрию режущей части. Обкаточная фасонная фреза проектируется как фреза с затылованным зубом. Как известно [2, c. 86], задний угол в нормальном к режущей кромке сечении у фасонной затылованной фрезы в сильной степени зависит от угла в плане ![]() . При малых значениях угла
. При малых значениях угла ![]() задний угол в нормальном сечении близок к нулю. Для того, чтобы на обеих кромках, обрабатывающих участки АВ и ВС профиля, получить одинаковые задние углы, целесообразно проектировать фрезу с симметричным профилем и выбирать угол
задний угол в нормальном сечении близок к нулю. Для того, чтобы на обеих кромках, обрабатывающих участки АВ и ВС профиля, получить одинаковые задние углы, целесообразно проектировать фрезу с симметричным профилем и выбирать угол ![]() равным
равным ![]() Смещение L фрезы с центра будет равно:
Смещение L фрезы с центра будет равно:
![]() (2)
(2)
где: D — диаметр обрабатываемой детали;
H — высота обрабатываемой канавки, измеренной по передней плоскости.
С неравномерным шагом зубьев изменяются координаты точек С и В соответствующих профилей.
Смещение L вершин зуба фрезы
![]() (3)
(3)
где: ![]() — высота обрабатываемой канавки, измеренной по передней плоскости.
— высота обрабатываемой канавки, измеренной по передней плоскости.
Введем систему координат XYZ, связанную с деталью. Ось Z направим по оси детали, ось Y — по кратчайшему расстоянию между осями детали и фасонной обкаточной фрезы. Отрезок «b» отсекаемый передней плоскостью на оси ![]() равен:
равен:
![]() (4)
(4)
В системе XYZ уравнение передней плоскости, профиль которой АВ, будет:
![]() (5)
(5)

Рисунок 2. Система координат, связанная с фасонной обкаточной фрезой
С фасонной обкаточной фрезой свяжем систему координат ![]() . Ось
. Ось ![]() совпадает с осью вращения инструмента. Ось
совпадает с осью вращения инструмента. Ось ![]() совпадает с осью
совпадает с осью ![]() , ось
, ось ![]() идет параллельно оси Z. Расстояние между началами систем координат (межосевое расстояние) обозначено через
идет параллельно оси Z. Расстояние между началами систем координат (межосевое расстояние) обозначено через ![]() . Формулы преобразования координат в этом случае записываются таким образом:
. Формулы преобразования координат в этом случае записываются таким образом:
![]() ;
; ![]() ;
; ![]() (6)
(6)
Характеристику на передней плоскости детали будем определять, основываясь на следующем положении: в точках характеристики вектор скорости движения передней плоскости относительно инструмента лежит в передней плоскости. При обработке деталь вращается вокруг своей оси с угловой скоростью
![]() (7)
(7)
На передней плоскости детали, рассмотрим произвольную точку М. Скорость точки М при вращении с угловой скоростью будет
![]() (8)
(8)
![]() (9)
(9)
Инструмент вращается вокруг своей оси с угловой скоростью![]() . Для того, чтобы рассмотреть относительное движение передней плоскости по всей системе, сообщаем вращение с угловой скоростью
. Для того, чтобы рассмотреть относительное движение передней плоскости по всей системе, сообщаем вращение с угловой скоростью ![]() . Тогда в результате вращения с угловой скоростью
. Тогда в результате вращения с угловой скоростью ![]() скорость точки М будет равна:
скорость точки М будет равна:
![]() (10)
(10)
Составляющая скорости - ![]() лежит в передней плоскости для любой М точки. Поэтому необходимо, чтобы в точках характеристики лежал в передней плоскости суммарный вектор
лежит в передней плоскости для любой М точки. Поэтому необходимо, чтобы в точках характеристики лежал в передней плоскости суммарный вектор
![]() (11)
(11)
Вектор ![]() разложили на два вектора
разложили на два вектора
![]() (12)
(12)
Вектор ![]() — лежит в передней плоскости. Для того чтобы скорость
— лежит в передней плоскости. Для того чтобы скорость ![]() относительного движения располагалась в передней плоскости необходимо чтобы проекция скорости на ось Y была в рассматриваемом случае равна 0.
относительного движения располагалась в передней плоскости необходимо чтобы проекция скорости на ось Y была в рассматриваемом случае равна 0.
Следовательно
![]() (13)
(13)
Отсюда
![]() (14)
(14)
Таким образом, в системе координат XYZ, связанной с деталью, координаты точек характеристики в рассматриваемый момент времени вычисляются в такой последовательности:
1. Выбирается в пределах профиля АВ координата Х.
2. В соответствии с уравнением передней плоскости рассчитывается координата Y.
![]() (15)
(15)
3. По уравнению контакта определяется координата Z .
![]() (16)
(16)
Так как характеристика в рассматриваемом случае является прямой линией достаточно рассчитать координаты двух ее точек, например точки А и точки В. Координаты XY точки А будут:

Координаты точки В будут:
Зная координаты характеристики в системе XYZ по формулам преобразования координат определяются координаты точек характеристики в системе ![]() , которую принимаем за режущую кромку инструмента:
, которую принимаем за режущую кромку инструмента:
![]() ;
; ![]() ;
; ![]() (19)
(19)

Рисунок 3. Координаты точки характеристики, соответствующей точке С профиля детали
Координаты точки характеристики, соответствующей точке С профиля детали рассчитываются в такой последовательности ( рис. 3 ). Координаты X, Y точки С будут:
где: ![]() — угловой шаг зубьев детали.
— угловой шаг зубьев детали.
Координата ![]() точки С определяется по уравнению контакта:
точки С определяется по уравнению контакта:
![]() (21)
(21)
Координаты точки С характеристики в системе ![]() определяются по формулам преобразования координат. Три точки А, В и С характеристик определяют положение передней плоскости проектируемой фасонной обкаточной фрезы.
определяются по формулам преобразования координат. Три точки А, В и С характеристик определяют положение передней плоскости проектируемой фасонной обкаточной фрезы.
Таким образом, в системе координат ХYZ, связанной с деталью, координаты точек характеристики в рассматриваемый момент времени для изделий с неравномерным шагом зубьев вычисляются в такой последовательности:
1. Выбирается в пределах профиля АВ координата Х.
2. В соответствии с уравнением передней плоскости рассчитывается координата Y.
![]() (22)
(22)
3. По уравнению контакта определяется координата Z.
![]() (23)
(23)
Т. к. характеристика является прямой достаточно рассчитать координаты точек А и В.
Координаты точки А рассчитываются также, как и для изделий с равномерным шагом зубьев, т. е.
Координаты точки В рассчитываются следующим образом:
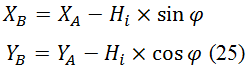
Координаты точки С, соответствующей профилю детали, рассчитываются в следующей последовательности
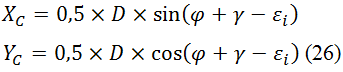
где: ![]() — соответствующий профилю детали угловой шаг.
— соответствующий профилю детали угловой шаг.
Координаты ![]() точки С определяется по уравнению контакта:
точки С определяется по уравнению контакта:
![]() (27)
(27)
Координаты точек характеристики А, В и С в системе ![]() определяются по формулам преобразования координат.
определяются по формулам преобразования координат.
Список литературы:
1.Родин П.Р. Металлорежущие инструменты. К., Вища школа. Головное изд-во, 1986. — 455 с.
2.Родин П.Р. Основы теории проектирования режущих инструментов. К., Машгиз, 1960. — 160 с.
дипломов