Статья опубликована в рамках: VII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 21 февраля 2012 г.)
Наука: Технические науки
Секция: Материаловедение и металлургическое оборудование и технологии
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

ВЛИЯНИЕ ТЕМПЕРАТУРНОГО ГРАДИЕНТА ПО ТОЛЩИНЕ РАСКАТА НА ВОЗНИКНОВЕНИЕ, РАЗВИТИЕ И ДВИЖЕНИЕ ТРЕЩИН ПРИ ПРОКАТКЕ ТОЛСТЫХ ЛИСТОВ
Салганик Виктор Матвеевич
д-р техн. наук, профессор, ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г. И. Носова», г. Магнитогорск
Пустовойтов Денис Олегович
канд. техн. наук, ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г. И. Носова», г. Магнитогорск
Артамонова Марина Олеговна
студентка 5 курса, ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г. И. Носова», г. Магнитогорск
Листовой прокат является одним из основных видов продукции черной металлургии. Его выпускают в объеме десятков миллионов тонн ежегодно и используют при изготовлении металлических конструкций различного назначения. При производстве проката из микролегированных трубных сталей на станах горячей прокатки возможны потери металла, связанные с пораженностью готовых листов поверхностными дефектами в виде трещин [1].
Основной целью данной работы является прогнозирование возникновения, развития и движения трещин при горячей прокатке толстых листов.
Прокатка по продольной схеме осуществляется за три периода: протяжка (проход вдоль продольной оси сляба), разбивка ширины, при которой продольная ось сляба перпендикулярна оси прокатки, и дальнейшая прокатка вдоль до заданной толщины листа [2].
В работе выполнено моделирование процесса разбивки ширины при прокатке толстых листов на стане 5000 ОАО «ММК» из трещиночувствительных марок стали с применением программного комплекса DeformTM 2D.
В качестве исходных данных моделирования задавались параметры, соответствующие реальным условиям процесса прокатки: температура нагрева сляба, механические свойства материала сляба, геометрические размеры сляба, угловая скорость вращения и диаметры рабочих валков, степень деформации за проход, время междеформационных пауз, условия трения, коэффициент теплоемкости, теплопроводности и черноты материала сляба, температура окружающей среды, коэффициент конвекции при обмене с окружающей средой.
Сляб под прокатку нагревают. К универсальной прокатной клети кварто сляб транспортируется по рольгангу и поступает в клеть примерно через 60 с после выдачи из печи. Далее производится первый проход – протяжка с последующей кантовкой раската на 90°. За промежуток времени между выдачей сляба из печи и началом разбивки ширины, происходит охлаждение граней сляба, причем из-за взаимодействия с рольгангом нижняя грань охлаждается быстрее. Разница температур верхней и нижней граней раската перед разбивкой ширины может достигать 30°С (рис. 1).
Из рисунка 1 видно, что ребра раската охлаждаются быстрее, чем его грани. Это обстоятельство способствует возникновению трещин при прокатке. В работе моделировали продольные трещины на боковой грани (после кантовки она стала передним концом), образовавшиеся близ верхнего и нижнего ребер. Глубина трещин составляет 2 мм, ширина - 0,5 мм (рис. 1).
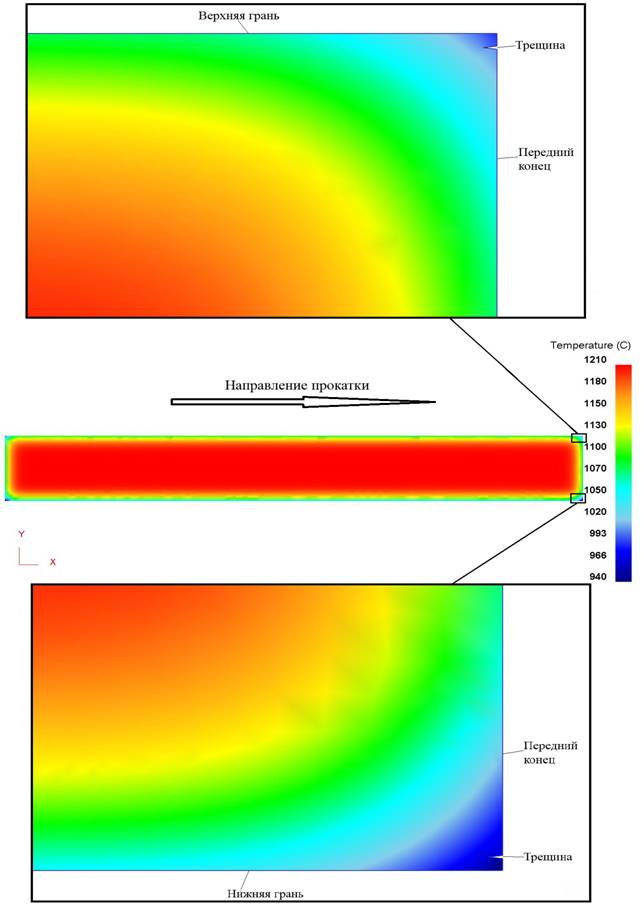
Рис. 1. Распределение температуры по сечению раската и начальное положение трещин.
Проследим поведение трещин в процессе разбивки ширины.
В результате моделирования были получены зависимости перемещения трещины и ее глубины от порядкового номера прохода разбивки ширины (рис. 2—3). Положительные значения расстояния от трещины до ребра на рисунке 2 соответствуют положению трещины на переднем конце раската, а отрицательные - на верхней и нижней гранях раската.
Из рисунков 2—3 видно, что уже после второго прохода разбивки ширины происходит выход трещин на поверхности контакта металла с валком, трещины углубляются более чем в 2 раза. После третьего прохода разбивки ширины вследствие влияния градиента температуры по толщине раската трещина на нижней грани находится на расстоянии в 3 раза большем от ребра, чем трещина на верхней грани. В результате четвертого прохода разбивки ширины трещина на нижней грани располагается на расстоянии приблизительно 19 мм от переднего конца, трещина, расположенная на верхней грани, не смещается.
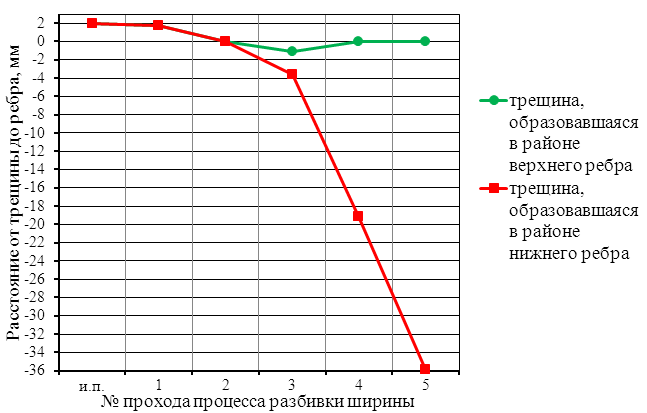
Рис. 2. Зависимость перемещения трещины от номера прохода разбивки ширины.
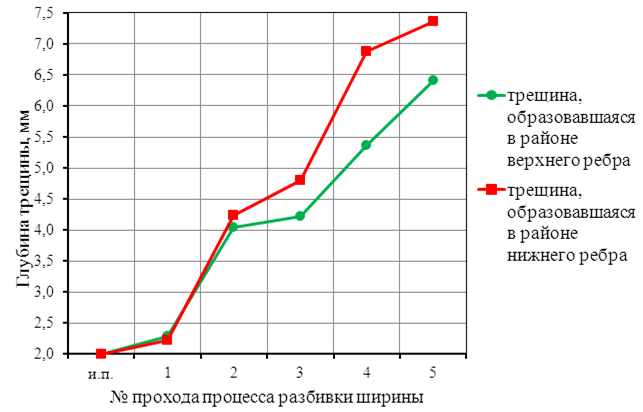
Рис. 3. Зависимость глубины трещины от номера прохода разбивки ширины.
После пятого прохода разбивки ширины, трещина на нижней грани находится на расстоянии более 35 мм от ребра раската, трещина на верхней грани остается на ребре (рис. 4).
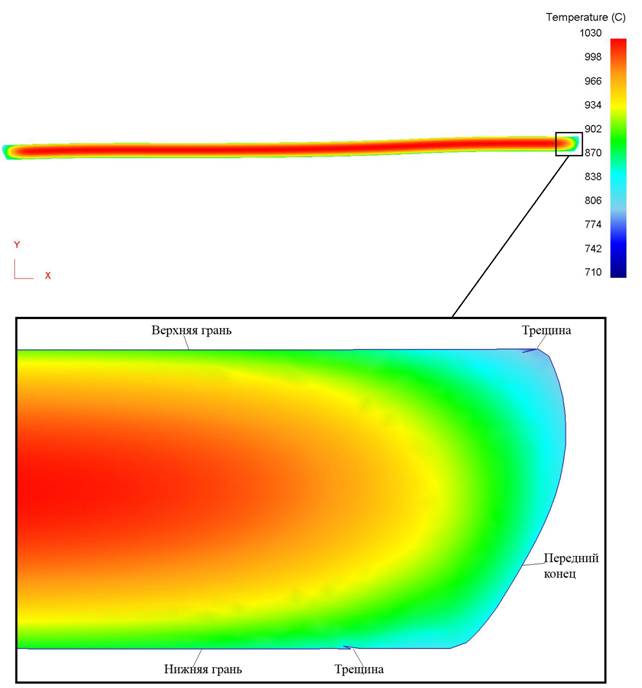
Рис. 4. Положение трещин после пятого прохода разбивки ширины.
В результате разбивки ширины глубина возникших трещин увеличивается примерно в 3 раза, трещины выходят на поверхности контакта металла с валком, смещаются от кромки раската, что требует значительного увеличения объемов боковой обрези при отделке раската.
Выводы
1. Температурный градиент по толщине раската играет существенную роль при возникновении и развитии поверхностных трещин, он способствует переходу дефектов, расположенных на боковых гранях раската, на поверхность контакта и продвижению трещин от кромки раската.
2. Разница температур верхней и нижней граней раската перед разбивкой ширины, достигающая 30°С, способствует наибольшему смещению трещин вглубь более холодной грани, что в значительной степени увеличивает боковую обрезь, необходимую для удаления дефекта.
3. Действующая схема прокатки не способна предотвратить развитие и движение трещин при прокатке, поэтому раскаты нуждаются в дополнительной зачистке трещин, что снижает выход годного.
4. Для повышения качества проката необходима разработка мероприятий по блокированию движения трещин.
Список литературы:
1. Моделирование напряженно-деформированного состояния стальных листов при прокатке с учетом наличия и развития поверхностных трещин / В. М. Салганик, А. М. Песин, Д. Н. Чикишев и д.р. // Инновационные технологии обработки металлов давлением: Сб. докл. междунар. науч.-техн. конф. Москва, 18—20 октября, 2011 г. М.: Изд. Дом МИСиС, 2011, С. 255—264.
2. Сафьян М. М., Чернер М. И. Исследование закономерностей перехода боковых граней слябов на поверхности контакта при прокатке толстых листов // Обработка металлов давлением: Сб. науч. тр. М.: Металлургия, 1967. Вып. 53. С. 185—194.
дипломов