Статья опубликована в рамках: VII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 21 февраля 2012 г.)
Наука: Технические науки
Секция: Информатика, вычислительная техника и управление
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

ПОДГОТОВКА МАССИВА ДАННЫХ СЛУЧАЙНЫХ ПЕРЕМЕННЫХ СЛОЖНОГО ОБЪЕКТА УПРАВЛЕНИЯ
Адамбаев Мурат Джамантаевич
канд. техн. наук, профессор КазНТУ имени К. И. Сатпаева, г. Алматы, Казахстан
Е-mail: adambaev_m@mail.ru
Магденова Индира Жакашовна
магистрант кафедры ЭиАТК КазНТУ имени К. И. Сатпаева, г. Алматы, Казахстан
Е-mail: indoka_89@mail.ru
Основным этапом синтеза системы автоматического управления является идентификация объекта управления [8]. Известны методы аналитического и экспериментального определения характеристик объектов управления. Применение аналитических методов для идентификации современных сложных объектов автоматизации, характеризующихся многообразием взаимосвязанных параметров, в значительной мере затруднительно. Известные экспериментальные методы определения характеристик связаны с подачей на вход объекта типовых воздействий (ступенчатого, гармонического и т. п.). В последние годы получили широкое распространение для идентификации сложных многосвязных объектов управления статистические методы исследований [2, 4, 6, 13].
Например, случайные возмущения, действующие на измельчительный агрегат в реальных производственных условиях (изменение характеристик исходного сырья, старение и износ технологического оборудования, помехи в измерительных устройствах и т. п.), обуславливают стохастический характер связи между входными и выходными переменными объекта. Аналитически эти уравнения взаимосвязи представляются корреляционными, дисперсионными соотношениями, уравнениями регрессии. Полное описание свойств объекта задается условными плотностями вероятностей выходных сигналов при известных входных и вероятностными характеристиками входных возмущений [1, 11].
В условиях нормального функционирования сложного объекта, когда уровень шумов измерений входных и выходных переменных является значительным и сам объект представляется «шумящим», возникает задача выделения из множества взаимосвязанных входных переменных наиболее информативных относительно выходных переменных. С другой стороны реальные объекты в общем случае являются нестационарными, что значительно усложняет их исследование [5].
Как указано в [7], точное описание процессов, протекающих в мельнице, строго говоря, требует получения систем дифференциальных уравнений в частных производных с граничными условиями, учитывающих загрузку, выгрузку измельченного материала, влияние межкамерных перегородок, случайных нелинейных зависимостей с большим числом переменных, учета ряда технологических параметров, кинетики измельчения и т. д. Однако такой подход не является конструктивным и не может на современном этапе развития теории и практики управления привести к разумным техническим решениям, удовлетворяющим требованиям производства. Кроме того, из-за значительных случайных возмущений и погрешностей измерения точное получение математической модели является практически неразрешимой задачей. Поэтому в настоящее время для исследования сложных технологических процессов получили широкое развитие методы статистического анализа [3, 10, 12, 14].
К системе автоматического регулирования процесса сухого двухстадийного измельчения предъявляется основное требование, заключающееся в стабилизации покамерной загрузки мельницы на заданном уровне. Выходные величины, подлежащие регулированию ![]() , (рис. 1), контролируются по промежуточным регулируемым величинам - звукометрическим сигналам камер — ZI(t) и ZII(t). Регулирующими воздействиями являются:
, (рис. 1), контролируются по промежуточным регулируемым величинам - звукометрическим сигналам камер — ZI(t) и ZII(t). Регулирующими воздействиями являются:
·для камеры крупного помола — величина исходного питания Qn(t);
·для камеры мелкого помола — часть циркулирующей нагрузки K2S(t), перераспределяемой распределительным органом РО.
Входом последнего является некондиционный по крупности класс внутримельничной нагрузки, отклассифицированной сепаратором С.
Основным возмущением для камеры крупного помола является величина K1S(t). Неконтролируемые возмущения, вызывающие колебания выходных величин, подразделяются на два типа. Одни влияют как на MI(t), MII(t), так и на ZI(t) и ZII(t)-f1(t) – f2(t), другие l1(t) и l2(t) влияют только на выходные величины.
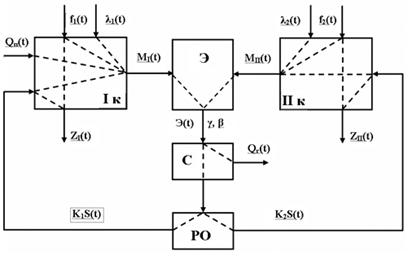
Рисунок 1. Взаимодействие переменных объекта
Стабилизация управляемых координат процесса измельчения может быть осуществлена на основе применения системы автоматического управления, разработка которого требует знания статических и динамических характеристик объекта управления.
Это стало возможным после внедрения системы автоматического контроля покамерной и суммарной загрузок мельницы. Внедренная система позволяет контролировать такие основные параметры объекта, как уровни загрузки камер крупного и мелкого помолов, а также суммарную нагрузку мельницы по нагрузке ковшевого элеватора. Для данных исследований дополнительно производился контроль производительности тарельчатого питателя по частоте его вращения. Методом ручного пробоотбора и использования гранулометрических характеристик измельченного продукта на выходе мельницы определялись процентные содержания некондиционного класса («крупки») и готового класса.
На рис. 2 показана технологическая схема измельчения, на которой указаны параметры, подлежащие контролю, и используемые для получения статистических уравнений взаимосвязи переменных объекта.

Рисунок 2. Схема регистрации переменных объекта
Для определения основных стохастических связей между параметрами объекта получены случайные реализации:
ZI(t) — звукометрического сигнала камеры крупного помола (запись автоматическая);
ZII(t) — звукометрического сигнала камеры мелкого помола (запись автоматическая),
Qn(t) — величины исходного питания (запись автоматическая);
Э(t) — нагрузка ковшевого элеватора (запись автоматическая);
b(t) — изменения «крупки» в единице веса разгрузки мельницы (определяется по ситовым характеристикам);
g(t) — изменения вновь образованного класса в единице веса разгрузки мельницы (определяется по ситовым характеристикам);
S(t) — циркулирующей нагрузки (определяется по данным [6]);
Qг (t) — величины готовой продукции (определяется по данным [13]).
Случайные реализации параметров параметры ZI(t), ZII(t), Qn(t), Э(t) записываются на шеститочечном потенциометре (см. рис. 2), а кривые реализации параметров b(t), g(t), S(t) и Qг (t) — получаются наложением на эту диаграмму дискретных значений указанных переменных.
Для статистической обработки полученных реализаций необходимо обоснованно выбрать время продолжительности реализации Т и интервал дискретизации Dt. В данной работе предлагается уточненный метод их выбора, позволяющий получить адекватный дискретный массив данных для использования стандартных программ.
Для выбора Т используются автокорреляционные функции Rхх(t) переменных объекта (рис. 3), по которым определяется время затухания каждой из автокорреляционной функции, равное отрезку времени, вне которого справедливо неравенство:
![]() (1)
(1)
Продолжительность случайных реализаций переменных объекта принята больше максимальной величины времени затухания tmax. Но, с учетом формулы для определения T, предложенной в [14], окончательно принимают:
![]() (2)
(2)
Для объекта имеем: Т=10·22 мин=220 мин «4 часа (рис. 3).
Интервал дискретизации или квантования осциллограмм выбирается для наиболее высокочастотного параметра. Непрерывная функция х(t) с ограниченным частотным спектром квантуется последовательностью Х1, X2, …Xn с интервалом равным
![]() . (3)
. (3)
Количество интервалов n на осциллограмме определяется по формуле:
![]() . (4)
. (4)
На кривой измеряется наибольший и наименьший периоды колебаний и по ним определяется разность частот Dw= wmax -wmin по формуле:
![]() . (5)
. (5)
Принимая ![]() и подставляя данные Dw в формулу (4), определяют величину n по формуле:
и подставляя данные Dw в формулу (4), определяют величину n по формуле:
![]() . (6)
. (6)
Для выбранной реализации ZI(t) имеем:
Т=240 мин; Тmах=60 мин; Тmin,=20 мин.
Тогда по формуле (6) вычисляем:
![]() .
.
Увеличивая на 15 % полученное n для учета неравномерности частотной характеристики кривой имеем: n=100,5 • 1,15=116,2. Окончательно n принимаем равной 120. Тогда интервал дискретизации получается равным: Δt=240/120=2 мин.

Рисунок 3. Автокорреляционные функции переменных объекта
Получены дискретные значения случайных реализаций переменных объекта с интервалом квантования 2 минуты, которые использованы для вычисления уравнений их взаимосвязи с применением ЭВМ по стандартным программам математического обеспечения ЭВМ — СПО10З, SPSS-12 [1].
Список литературы:
1. Адамбаев М. Д. Автоматическое управление процессами сухой рудоподготовки. — Алматы: Комплекс, 2004, 163 с.
2. Адамбаев М. Д. Математические методы идентификации. Учебник. — Алматы: Комплекс, 2005, 179 с.
3. Адамбаев М. Д. Метод идентификации стохастических объектов управления // Вестник КазНУ. Серия «Математика, механика, информатика» № 4 (59). — Алматы: КазНУ, 2008, С. 205—208.
4. Адамбаев М. Д. Определение динамической структуры и параметров промышленных объектов управления. Научное издание (монография). — Алматы: TST-Company, 2010, 259 с.
5. Алиев Р. А. Промышленные инвариантные системы автоматического управления. — М.: Энергия, 1971, 112 с.
6. Балакирев В. С., Дудников Е. Г., Цирлин А. М. Экспериментальное определение динамических характеристик промышленных объектов управления. — М.: Энергия,1967, 230 с.
7. Живоглядов В. П. Адаптация в автоматизированных системах управления технологическими процессами. — Фрунзе: Илим, 1974, 226 с.
8. Исследование и оптимизация стохастических распределительных систем / Под ред. В. П. Живоглядова. — Фрунзе: Илим, 1971, 124 с.
9. Кошарский Б. Д., Ситковский А. Я., Красномовец А. В. Автоматизация управления обогатительными фабриками. — М.: Недра, 1977, 524 с.
10. Музмишвили А. И. Способ наименьших квадратов. — М.: Недра, 1968, 96 с.
11. Райбман Н. С., Чадеев В. М. Адаптивные модели в системах управления. — М.: Советское радио, 1966, 159 с.
12. Рыжов П. А. Математическая статистика в горном деле. — М.: Высшая школа, 1971, 287 с.
13. Щупов Л. П. Прикладные математические методы в обогащении полезных ископаемых. — М.: Недра, 1972, 168 с.
14. Яноши Л. Теория и практика обработки результатов измерений. — М.: Мир, 1968, 462 с.
дипломов