
Статья опубликована в рамках: LIII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 23 декабря 2015 г.)
Наука: Технические науки
Секция: Материаловедение и металлургическое оборудование и технологии
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
СОВЕРШЕНСТВОВАНИЕ МОДЕЛИ НАСТРОЙКИ ИЗГИБНО-РАСТЯЖНОГО ОКАЛИНОЛОМАТЕЛЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНО-ТРАВИЛЬНОГО АГРЕГАТА, СОВМЕЩЕННОГО С ПРОКАТНЫМ СТАНОМ
Румянцев Михаил Игоревич
канд. тех. наук, профессор, кафедра технологий обработки материалов
ФГБОУ ВПО МГТУ «им. Г.И. Носова»,
РФ, г. Магнитогорск
Зелинов Иван Дмитриевич
магистрант 1 курса, кафедра технологий обработки материалов
ФГБОУ ВПО МГТУ «им. Г.И. Носова»,
РФ, г. Магнитогорск
E -mail: 60w51a02g50@mail.ru
Новицкий Игорь Олегович
магистрант 1 курса, кафедра технологий обработки материалов
ФГБОУ ВПО МГТУ «им. Г.И. Носова»,
РФ, г. Магнитогорск
E -mail: igor_novitckii@mail.ru
Зелинова Юлия Александровна
магистрант 1 курса, кафедра технологии машиностроения
ФГБОУ ВПО МГТУ «им. Г.И. Носова»,
РФ, г. Магнитогорск
IMPROVING MODEL FOR SETTINGS THE SCALE BREAKER IN AUTOMATICAL COMPUTER-ASSISTANT ENGINEERING OF WORKING PATTERN OF SPEED IN CONTINUOUS PICKLING LINE COMBINED WITH THE ROLLING MILL
Mikhail Rumyantsev
candidate of Science, Professor Department of Material processing
Nosov Magnitogorsk State Technical University,
Russia, Magnitogorsk
Ivan Zelinov
1st year undergraduates, Department of Material processing
Nosov Magnitogorsk State Technical University,
Russia, Magnitogorsk
Igor Novitsky
1st year undergraduates, Department of Material processing
Nosov Magnitogorsk State Technical University,
Russia, Magnitogorsk
Julia Zelinova
1st year undergraduate, Department of Mechanics
Nosov Magnitogorsk State Technical University,
Russia, Magnitogorsk
АННОТАЦИЯ
Известная ранее модель определения времени стравливания окалины в промышленном растворе соляной кислоты уточнена за счет учета снижения массы окалины в результате обработки горячекатаной полосы в изгибно-растяжном окалиноломателе (ИРО). Получены уравнения регрессии для выбора режима работы ИРО, обеспечивающего разрушение слоя окалины.
ABSTRACT
Specified previously known model for determining the time scale stripping in industrial hydrochloric acid by taking into account the weight reduction of scale as a result of the processing the hot rolled strip in the stretch-bending scale breaker. Regression equations for working patter of scale breaker ensuring the destruction of the scale layer are received.
Ключевые слова: автоматизированное проектирование; холодная прокатка; непрерывный травильный агрегат, совмещенный со станом холодной прокатки; режим холодной прокатки; окалиноломатель.
Keywords: automatical engineering; cold roll; pickling line tandem cold mill; working patter of cold roll; the scale breaker.
Задача разработки режима прокатки имеет важное значение при создании и совершенствовании технологий, а также при оценивания возможностей оборудования для выпуска новых видов листового проката. Важность подобной задачи возрастает применительно к технологическим агрегатам, в которых собственно прокатка совмещается с другими процессами обработки металла. Одним из подобных примеров является агрегат, в котором объединены непрерывный агрегат турбулентного травления в соляной кислоте (PL) и непрерывный пятиклетевой стан холодной прокати 2000 (TCM 2000). Совмещенный агрегат (PLTCM 2000) предназначен для получения холоднокатаных полос из марок стали различных типов (LC, HSLA, IF-HSS, BH, DP, CP, TRIP) толщиной 0,28–3,0 и шириной 850–1850 мм в рулонах массой до 35 т. Исходной заготовкой являются очищенные от окалины горячекатаные полосы толщиной 1,2–6,0 мм. Скорость полосы в травильных ваннах может достигать 4,7 м/с, а максимальная скорость прокатки 25 м/с. [1].
Совмещение TCM и PL определяет необходимость решения ряда задач по согласованию режимов работы НТА и непрерывного стана. Среди них – выбор таких режимов травления горячекатаного подката и собственно процесса прокатки, которые обеспечат выполнение производственной программы агрегата при условии предотвращения дефектов холоднокатаных полос. С наименьшими издержками указанные задачи могут быть решены путем сочетания анализа фактических режимов работы совмещенного агрегата с применением автоматизированного проектирования для поиска решений по их улучшению в случае необходимости [2–3].
Скорость установившегося процесса прокатки в последней клети ![]() стана, совмещенного с травильным агрегатом, обуславливается толщиной подката
стана, совмещенного с травильным агрегатом, обуславливается толщиной подката ![]() и прокатанной полосы
и прокатанной полосы ![]() , а также скоростью
, а также скоростью ![]() движения полос подката через травильные ванны
движения полос подката через травильные ванны
|
|
(1) |
Величина ![]() определяется необходимостью качественного удаления окалины в травильном модуле. Для уточнения модели согласованного скоростного режима травления и прокатки исследовали влияние температуры раствора
определяется необходимостью качественного удаления окалины в травильном модуле. Для уточнения модели согласованного скоростного режима травления и прокатки исследовали влияние температуры раствора ![]() , концентрации кислоты [HCl] и соли [FeCl2] на время стравливания окалины
, концентрации кислоты [HCl] и соли [FeCl2] на время стравливания окалины ![]() [1]. Образцы толщиной 2,0–3,6 мм отбирали от полос из стали марок 08пс, 08ГСЮТ, DC01, 006/IF, H220P и HX340LAD. Для каждой толщины и марки стали производили 9 опытов, варьируя параметры раствора в следующих пределах: [HCl]=44–184 г/л, [FeCl2]=45–230 г/л и
[1]. Образцы толщиной 2,0–3,6 мм отбирали от полос из стали марок 08пс, 08ГСЮТ, DC01, 006/IF, H220P и HX340LAD. Для каждой толщины и марки стали производили 9 опытов, варьируя параметры раствора в следующих пределах: [HCl]=44–184 г/л, [FeCl2]=45–230 г/л и ![]() =40-80 оС. Всего было произведено 81 наблюдение, которые охватили диапазон температур конца прокатки
=40-80 оС. Всего было произведено 81 наблюдение, которые охватили диапазон температур конца прокатки ![]() =840–890 оС и смотки
=840–890 оС и смотки ![]() = 530–730 оС, и позволили получить следующие аппроксимации:
= 530–730 оС, и позволили получить следующие аппроксимации:
|
|
(2) |
|
(
|
|
|
|
(3) |
|
(=0,775; =46,3356; =6,35) |
|
где: ![]() – масса окалины, г/м2;
– масса окалины, г/м2;
– показатель достоверности аппроксимации;
и – расчетное и табличное (при доверительной вероятности 95%) числа Фишера;
![]() – углеродный эквивалент,%;
– углеродный эквивалент,%;
![]() – суммарное содержание микролегирующих элементов, %.
– суммарное содержание микролегирующих элементов, %.
Выражение (3) отображает зависимость массы окалины от химсостава стали и температурного режима горячей прокатки. Однако в линии агрегата PLTCM 2000, перед поступлением в ванны с травильным раствором, полоса подвергается пластической деформации изгибом и растяжением в окалиноломателе (ИРО) и при этом некоторое количество окалины (![]() , %) отслаивается, что приводит к уменьшению массы окалины от
, %) отслаивается, что приводит к уменьшению массы окалины от ![]() до
до ![]()
|
|
(4) |
Таким образом, расчет продолжительности стравливания окалины по формуле (2) необходимо выполнять с использованием величины ![]() , определяемой по зависимости (4).
, определяемой по зависимости (4).
Известно [4], что уменьшение массы окалины связано с величиной удлинения полосы ![]() в ИРО. На основании результатов физического моделирования, выполненного А.П. Будановым, была получена следующая зависимость:
в ИРО. На основании результатов физического моделирования, выполненного А.П. Будановым, была получена следующая зависимость:
|
|
(5) |
где …
При этом максимальная величина ![]() наблюдается при удлинении
наблюдается при удлинении
|
|
(6) |
которому соответствует перекрытие роликов
|
|
(7) |
Результаты наблюдений за реальным процессом агрегата PLTCM 2000 показали, что рациональное удлинение полосы и рациональная величина перекрытия роликов зависят не только от толщины полосы и диаметра роликов ИРО, но, так же, и от ширины полосы и предела текучести металла. С помощью программы STATISTICA, на основании практических данных построили следующие зависимости:
рациональное удлинение полосы
|
|
(8) |
|
(=0,983; =3706,4128; =2,12) |
|

рациональная величина перекрытия изгибающих роликов
|
|
(9) |
|
(=0,991; =13916,2010; =2,63) |
|
рациональный уровень натяжения после участка ИРО
|
|
(10) |
|
(=0,928; =1628,4486; =2,63) |
|
Соответствие рассчитанного рационального удлинения от реального показано на рисунке 1, соответствие рассчитанного рационального относительного перекрытия ![]() от реального показано на рисунке 2, а соответствие рассчитанного уровня натяжения
от реального показано на рисунке 2, а соответствие рассчитанного уровня натяжения ![]() от реального – на рисунке 3. С доверительной вероятностью 95% все 3 зависимости статистически надежны. Полученные результаты можно применить к ИРО с различным диаметром роликов, так как вместо абсолютных значений
от реального – на рисунке 3. С доверительной вероятностью 95% все 3 зависимости статистически надежны. Полученные результаты можно применить к ИРО с различным диаметром роликов, так как вместо абсолютных значений ![]() ,
, ![]() и
и ![]() использованы их отношения к толщине обрабатываемой полосы (
использованы их отношения к толщине обрабатываемой полосы (![]() ,
, ![]() и
и ![]() ).
).
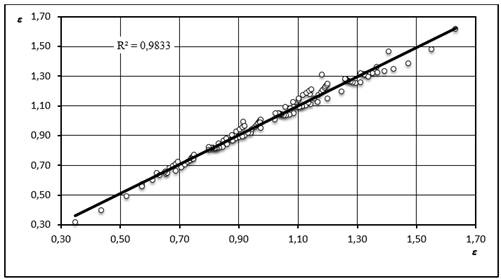
Рисунок 1. Соответствие рассчитанного рационального и реального удлинения полосы
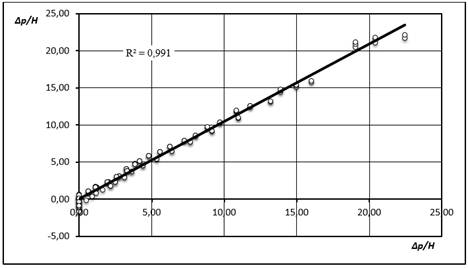
Рисунок 2. Соответствие рассчитанного рационального относительного и прогнозируемого перекрытия роликов ИРМ
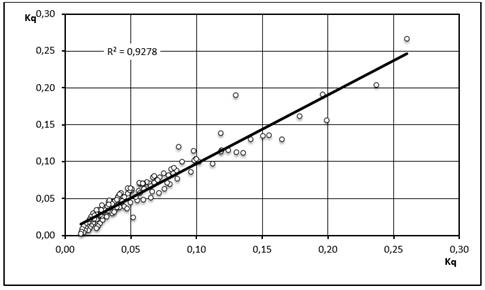
Рисунок 3. Соответствие рассчитанного и реального уровня натяжения
Для практического использования уравнения (8 - 10) были упрощены приведением подобных членов:
|
|
(11) |
|
|
(12) |
|
|
(13) |

Таким образом, известная ранее модель определения времени стравливания окалины в промышленном растворе соляной кислоты [5] уточнена за счет учета снижения массы окалины в результате обработки горячекатаной полосы в изгибно-растяжном окалиноломателе. Получены уравнения регрессии (8–10) и эквивалентные им зависимости (11–13), которые могут быть использованы для выбора первого приближения режима работы ИРО, обеспечивающего как максимальное разрушение слоя окалины, так и достаточную плоскостность горячекатаного подката. В сочетании с формулами (2) и (4) указанные зависимости составляют основу математической модели для выбора скоростного режима непрерывно-травильного агрегата, совмещенного с прокатным станом.
Список литературы:
1. Анализ особенностей режимов работы травильно-прокатного агрегата 2000./ Румянцев М.И., Насонов В.В., Егоров В.Н. и др.// Труды IX конгресса прокатчиков. – Том II. – 2013. – С. 141–146.
2. Развитие теории и технологии инновационных процессов прокатного производства / Салганик В.М., Чикишев Д.Н., Денисов С.В., Полецков П.П., Румянцев М.И., Куницын Г.А.// Вестник Магнитогорского государственного технического университета им. Г.И. Носова. – 2014. – № 1 (45). – С. 48–51.
3. Румянцев М.И. Опыт развития и применения автоматизированного проектирования режимов горячей и холодной прокатки листовой стали разнообразного назначения на станах различных типов. // Труды IX конгресса прокатчиков. – Том II. – 2013. – С. 43–54.
4. Салганик В.М., Румянцев М.И. Технология производства листовой стали: Учебное пособие. – Магнитогорск: ФГБОУ ВПО “МГТУ им. Г.И. Носова”, 2013. – 320 c.
5. Rumyantsev M.I. Generalized algorithm aided design modes of rolling and its application for developing technology of PLTCM 2000 // CIS Iron and Steel Review. – 2014 (9). P.p. 40–44.
.
дипломов