
Статья опубликована в рамках: IX Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 17 апреля 2012 г.)
Наука: Технические науки
Секция: Сельское и лесное хозяйство, агроинженерные системы
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

расчет производственной мощности предприятий по ремонту подвижного состава
Смирнов Виктор Александрович
канд. техн. наук, доцент ОмГУПС, г. Омск
Е-mail: smirnovva@bk.ru
Семенов Александр Михайлович
канд. физ.-мат. наук, доцент ОмГУ, г. Омск
Е-mail: almsemenov@mail.ru
Estimation of manufacturing parameters of car-repair enterprises by mathematical model approach
Victor Smirnov
Associate Professor, Chair of Electric Railway Transport, OSTU
Alexander Semenov
Associate Professor, Сhair of Mathematical Analysis, OSU
Аннотация
Расчет производственной мощности является базовым элементом системы планирования и организации производства. В работе рассматриваются классические методы прямых расчетов и статистических исследований, предлагается альтернативное решение на основе имитационного моделирования, приводятся результаты его апробации.
ABSTRACT
Calculation of capacity is Basic Element of system of planning and the production organization. In work classical methods of direct calculations and statistical researches are considered, the alternative decision on the basis of imitating modeling is offered, results of its approbation are given.
Ключевые слова: ремонт подвижного состава; производственная мощность предприятия; математическое моделирование технологических процессов.
Keywords: car repairing; capacity of the enterprise; mathematical modeling of technological processes.
Оценка производственной мощности предприятия является базовым элементом планирования и организации ремонта подвижного состава на железнодорожном транспорте. Особая актуальность данного вопроса в настоящий период обуславливается интенсивной модернизацией ремонтного комплекса ОАО «РЖД» и ведущих операторов вагонного парка, увеличением дефицита ремонтных мощностей, выстраиванием новых механизмов взаимодействия заказчиков и поставщиков услуг на рыночных принципах, активными процессами внешнеэкономической интеграции.
Для действующих предприятий наибольший практический интерес представляет оценка так называемой практической производственной мощности, характеризующей состояние производственной системы предприятия под которым понимается максимальная программа ремонта, которая может быть выполнена в реальных условиях работы.
Алгоритм оценки производственной мощности предприятия предусматривает выполнение следующих расчетных этапов. Первоначально определяется трудоемкость ремонта или производительность технологических участков, принимаемых для расчета мощности, далее рассчитывается производственная мощность основных производственных цехов предприятия (стойловой части сборочного цеха, ремонта колесных пар, тяговых двигателей, электрических аппаратов и т. д.) на основе которых оценивается производственная мощность всего предприятия.
Расчет производственной мощности может быть выполнен на основе различных методических подходов. Одним из наиболее часто используемых является метод прямых расчетов, который предполагает расчет непосредственного влияния изменения фактора, формирующего производственный потенциал, на количественные характеристики производственной мощности предприятия [2].
Общее решение для расчета производственной мощности вагоноремонтного или локомотиворемонтного депо с учетом показателей надежности технологического оборудования может быть представлено в виде следующего выражения:
![]() ,
,
где ki – коэффициенты, учитывающие показатели прогрессивности оснащения, механизации, автоматизации, гибкости технологического оборудования и другие особенности производства; Т – годовой фонд рабочего времени, ч; R – численность рабочих в смене, чел; ![]() – трудоемкость ремонта единицы подвижного состава (локомотива, вагона, секции электропоезда), чел∙ч.; t – время работы технологического оборудования, ч.; λ – приведенная интенсивность отказов машин и механизмов, 1/ч.
– трудоемкость ремонта единицы подвижного состава (локомотива, вагона, секции электропоезда), чел∙ч.; t – время работы технологического оборудования, ч.; λ – приведенная интенсивность отказов машин и механизмов, 1/ч.
Данный метод предполагает наличие стабильных производственных условий и расчет по простым факторам, имеющим конкретные измерители и проявления в производственном потенциале. Факторы, не имеющие прямого количественного измерения учитываются экспертным методом.
Методы статистических исследований базируются на установлении статистических взаимосвязей между производительностью и другими параметрами процессов и машин с использованием уравнений регрессии и корреляционного анализа.
В общем случае уравнение производительности предприятия может быть представлено в виде модели множественной регрессии
![]() ,
,
где ![]() – коэффициенты регрессии;
– коэффициенты регрессии; ![]() – параметры технологической системы, например: уровень механизации и автоматизации производства, штатная численность работников, число параллельных технологических позиций стойловой части, средняя трудоемкость ремонта и другие; ε – ошибка регрессии.
– параметры технологической системы, например: уровень механизации и автоматизации производства, штатная численность работников, число параллельных технологических позиций стойловой части, средняя трудоемкость ремонта и другие; ε – ошибка регрессии.
Оценка коэффициентов регрессии может быть найдена классическим методом наименьших квадратов из системы нормальных уравнений.
Проблемой использования статистических методов в современных условиях на предприятиях железнодорожного транспорта является отсутствие достаточного объема достоверных статистических данных, что связано с недостатками существующей системой учета и защитой информации, представляющей коммерческую тайну.
Обобщая вышеизложенное можно констатировать, что традиционные количественные и статистические методики не в состоянии учесть все особенности технологического процесса производства и могут обеспечить только приближенный расчет значения производственной мощности предприятия.
Авторами предлагается альтернативная методика расчета производственной мощности предприятий по ремонту подвижного состава на основе динамического имитационного моделирования. В качестве инструмента расчета разработан комплекс имитационных моделей на основе теории паттернов и ориентированных паттерновых сетей [3, 4], позволяющих проводить имитационные эксперименты максимально приближенные к реальным условиям функционирования предприятия, при которых учитываются общие производственные и логистические ресурсы, вероятностный характер времени выполнения основных технологических операций и внутренний возврат изделий. Практическая реализация моделей выполнена в системе Matlab.
При расчете производственной мощности предприятий по ремонту подвижного состава важное значение имеет исследование степени влияния следующих факторов: производительности рабочих мест, программы и технологий ремонта, качества ремонта, логистики, количества оборудования, одновременно ремонтируемого в цехе.
Первая группа факторов непосредственно отражается на суммарном времени технологического процесса ремонта подвижного состава и при математическом моделировании может быть сведена к одному количественному – времени выполнения технологической операции и качественному параметру (да или нет), характеризующему наличие данной операции для определенного узла или детали. В предлагаемой авторами системе моделирования оба параметра могут быть заданы как в фиксированной числовой, так и в вероятностной форме с одним из известных законов распределения.
Качество ремонта характеризуется процентом внутреннего возврата с контрольно-испытательных позиций по каждому из возможных маршрутов дополнительного ремонта, определяемых структурной матрицей технологического процесса. Логистика технологической системы производства задается параметрами работы средств доставки (например, максимальные скорости перемещения, время подготовки к транспортированию) и алгоритмом выбора приоритетов выполнения заявок на транспортное обслуживания.
По мнению международных экспертов в области организации производства в различных отраслях промышленности и на транспорте, количество продукции, находящейся единовременно в технологическом обороте производства является важнейшим фактором, влияющим на показатели практической производственной программы и результаты работы технологической системы в целом [1].
Для поддержания оптимальной производительности и исключения потери управляемости системы транспортного обслуживания, объем ремонтного фонда регулируется путем принудительного ограничения поступления узлов и деталей на ремонт в цех даже при условии наличия свободных мест на позициях первоначальной технологической обработки и во входном накопителе.
В рамках имитационного эксперимента исследована зависимость производственно-технологических показателей работы цеха по ремонту тяговых электрических двигателей (ТЭД) одного из действующих ремонтных предприятий ОАО «РЖД» в зависимости от максимального количества одновременно ремонтируемых в цехе двигателей. Количество двигателей ![]() варьировалось от 2 до 32.
варьировалось от 2 до 32.
Параметры вычислительного эксперимента: ограничения на объем накопителей отсутствуют, режим работы цеха – двенадцатичасовая рабочая смена, семидневная рабочая неделя, длина временного интервала моделирования – 5 недель.
Производительность цеха оценивается как среднее количество двигателей, отремонтированных за интервал моделирования (ед./день). Для оценки показателей использования средств доставки, дополнительно оценивалась доля загруженности крана как отношение времени работы крана к интервалу моделирования.
Результаты имитационных экспериментов представлены на графиках рисунка 1.
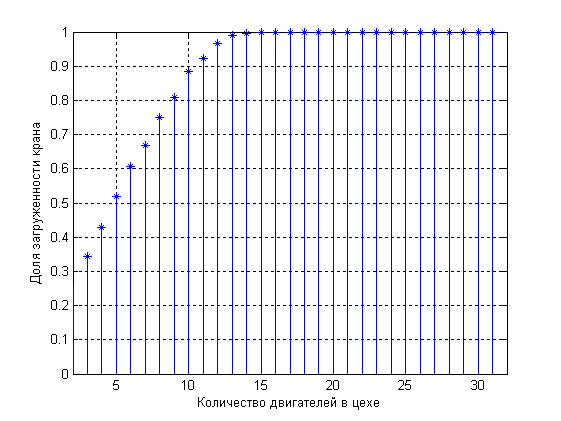
а)
б)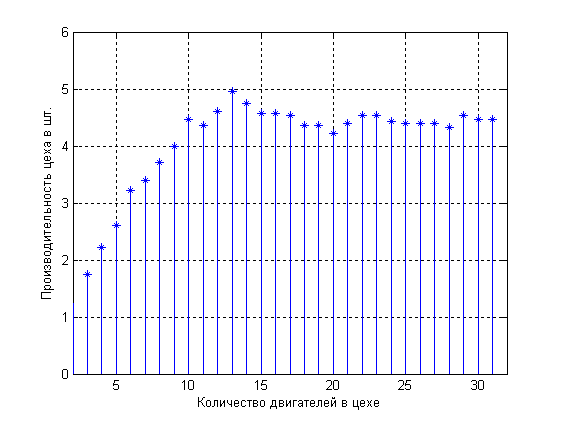
Рисунок 1 – Производительность предприятия и доля загруженности крана в зависимости от количества одновременно ремонтируемых единиц оборудования
Как показывают графики, эффективный прирост производительности наблюдается на интервале от 1 до 14 ТЭД с достижением максимального значения 5 отремонтированных двигателей за смену при объеме ремонтного фонда ТЭД, одновременно задействованного в технологическом процессе, 13 единиц. Дальнейшее увеличение этого показателя не только не приводит к росту результирующей производительности, но и даже снижает ее, что связано с исчерпанием резервов пропускной способности системы транспортного обслуживания, вызванных нерациональной обработкой избыточного количества заявок (загрузка крана 100 %).
Интенсивность использования мостового крана ограничивается перерывами на обед и кратковременный отдых работников, устанавливаемых в соответствии с нормами охраны труда на производстве, и составляет 85—90 %. С учетом этого, результирующая производительность цеха в данном конкретном примере составляет 4,5 тяговых двигателя в смену.
Список литературы:
1.Имаи Н. Кайдзен. Путь к успеху японских компаний: Пер. с англ. М.: Альпина Паблишер, 2009. – 280 с.
2.Мамаев В. С. Осипов Е. Г. Основы проектирования машиностроительных заводов. М.: Машиностроение, 1974. – 290 с.
3.Смирнов В. А. Семенов А. М. Имитационное моделирование технологических процессов ремонта подвижного состава // Материалы международной научно-практической конференции «Современные направления теоретических и прикладных исследований '2012». – Выпуск 5. Том 2. – Одесса: Черноморье, 2012.
4.Grenander U. General Pattern Theory. Oxford University Press, 1993. – 904 p.
дипломов