
Статья опубликована в рамках: II Международной научно-практической конференции «Наука вчера, сегодня, завтра» (Россия, г. Новосибирск, 24 июля 2013 г.)
Наука: Технические науки
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

МЕТОДИКА ОПРЕДЕЛЕНИЯ ЗАВИСИМОСТЕЙ ПАРАМЕТРОВ МАТЕМАТИЧЕСКОЙ МОДЕЛИ
Гулак Маргарита Захаровна
Ведущий инженер, Федеральное бюджетное учреждение «Центр лабораторного анализа и технических измерений по Приволжскому округу», г. Оренбург, Россия
В настоящее время в России большое внимание уделяется утилизации и вторичной переработке промышленных и бытовых отходов. Методы и способы переработки могут быть различными [1—3]. На наш взгляд, наиболее энергоемкий и экологически чистый способ переработки промышленных и бытовых отходов — экструдирование многокомпонентных смесей в пресс-экструдере для получения на выходе высококачественных облицовочных и строительных материалов. В Оренбургском государственном университете в сотрудничестве с ОАО «Научно-исследовательский и проектный институт экологических проблем» (г. Оренбург, Россия) был проведен комплекс экспериментов по определению внешних величин предложенной математической модели экструдирования высоконаполненных пластмасс.
Были определены следующие зависимости [4, 5]:
· зависимость прочности образца при растяжении от его температуры при выходе из головки экструдера;
· зависимость усилия среза образца от его температуры при выходе из головки экструдера;
· зависимость прочности образца при растяжении от его плотности;
· зависимость усилия среза образца от его плотности;
· зависимость плотности образца от его температуры при выходе из головки экструдера.
После анализа зависимостей были получены следующие зависимости [6]:
σ = 2E-05Т3 - 0,0068Т2 + 0,8138Т - 31,775; R² = 0,9681 (1),
τ = 1E-07Т3 - 5E-05Т2 + 0,007Т - 0,3067; R² = 0,9424 (2),
σ = -2E-06ρ3 + 0,0055ρ2 - 5,833ρ + 2049,1; R² = 0,9299 (3),
τ = -3E-08ρ3 + 9E-05ρ2 - 0,0856ρ + 28,373; R² = 0,9173 (4),
ρ = 0,0007Т3 - 0,2525Т2 + 31,357Т - 295,86; R² = 0,9598 (5).
Коэффициенты достоверности R2 близки к 1, что говорит о высокой достоверности получения коэффициентов уравнений (1)—(5).
Представив поверхности по ограниченному числу точек, осуществляя контроль за границами области существования каждого участка апроксимации, по методу наименьших квадратов были определены поверхности, которые определяют необходимые значения высоты пристенного слоя материала hст и температуры пристенного слоя материала tст со средней относительной погрешностью 5 %.
Получили уточненные уравнения регрессии [6, 7]:
hст=80,31177+2,178508X1-0,65282X2-3,013402X3+0,625X1·X3-
0,375X1·X2·X3 + 1,182806X21 + 1,859755X22, (6),
tст=0,010203+0,000227X1+0,000385X2+0,002048X3+0,000005X1·X2·X3-
0,00013X21 - 0,00065X22 - 0,00154X23, (7),
где: X1 = 0,2tсл — 22;
X2 = 0,0667ω — 3;
X3 = 0,2857(p-s) — 8,1429
tсл — температура среднего слоя материала, °С;
ω — угловая скорость вращения шнека, мин-1;
p — шаг шнека, мм;
s — осевая толщина шнека, мм.
Пример полученных диаграмм зависимостей значения высоты пристенного слоя материала hст и температуры пристенного слоя материала tст от угловой скорости вращения шнека ω и температуры среднего слоя материала tсл представлен на рисунке 1 [6, 7].
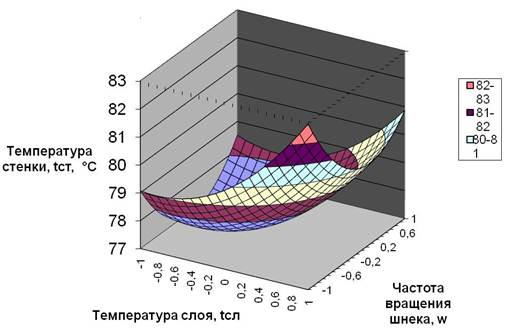
Рисунок 1. Зависимость температуры у стенки tст от температуры слоя tсл, при изменении угловой скорости вращения шнека ω, геометрические параметры шнека № 2
Из анализа диаграммы и формул 6 и 7 можно сделать вывод о том, что температура пристеночного слоя tсл мало зависит от угловой скорости вращения шнека ω, причем замечено, что температура пристеночного слоя возле шнека tслш несколько выше температуры пристеночного слоя tсл. Если анализировать высоту пристеночного слоя hст, то наблюдается небольшой рост высоты пристеночного слоя hст с увеличением угловой скорости вращения шнека ω, высота пристеночного слоя hст увеличивается с увеличением температуры пристеночного слоя tсл.
Список литературы:
1.Полищук В.Ю. Теоретические основы описания процесса движения высоконаполненных пластмасс в канале шнека / В.Ю. Полищук, Р.Ф. Сагитов, Е.А. Федоров, К.О. Рекун // Вестник Оренбургского государственного университета. — 2010. — № 4. — С. 137—141.
2.Полищук В.Ю. Течение высоконаполненных пластмасс в канале прессующего механизма / В.Ю. Полищук, Р.Ф. Сагитов, Е.А. Федоров / Труды седьмой Всероссийской научной конференции с международным участием. Ч. 2: Моделирование и оптимизация динамических систем и систем с распределенными параметрами. — Самара: СамГТУ, 2010. — С. 213.
3.Полищук В.Ю. Математическая модель процесса экструдирования высоконаполненных пластмасс / В.Ю. Полищук, Р.Ф. Сагитов, К.О. Рекун, Е.А. Федоров, // Вестник Оренбургского государственного университета. — 2010. — № 10. — С. 165—168.
4.Сагитов Р.Ф. Утилизация и вторичная переработка отходов химических производств / Р.Ф. Сагитов, Е.А. Федоров // Материалы и технологии XXI века: Сборник статей VIII Международной научно-технической конференции. — Пенза: Приволжский Дом знаний, 2010. — С. 189—191.
5.Сагитов Р.Ф. Технология получения древесно-полимерных композитов методом экструзии / Р.Ф. Сагитов, Е.А. Федоров // Инноватика-2010: Сборник материалов VI Всероссийской научно-технической конференции студентов, аспирантов и молодых ученых с элементами научной школы (12—16 апреля 2010 г.). — Томск: ТМЛ-Пресс, 2010. — Т. 1. — С. 188—189.
6.Сагитов Р.Ф. Утилизация отходов деревоперерабатывающих, химических и пищевых производств методом экструзии / Р.Ф. Сагитов, Е.А. Федоров, А.В. Стародубцев // Современные промышленные технологии: Материалы Всероссийских научно и научно-технических конференций (Computer-Based Conferences). Декабрь 2009 г. — Нижний Новгород: Нижегородский научный и информационно-методический центр «Диалог» (ННИМЦ «Диалог»), 2009 г. — С. 31—33.
7.Сагитов Р.Ф. Методика определения параметров эффекта процесса экструдирования высоконаполненных пластмасс / Р.Ф. Сагитов, Е.А. Федоров, К.О. Рекун // Прогрессивные технологии в современном машиностроении: Сборник статей VI Международной научно-технической конференции. — Пенза: Приволжский Дом знаний, 2010. — С. 254—255.
дипломов