Статья опубликована в рамках: VIII Международной научно-практической конференции «Естественные и математические науки в современном мире» (Россия, г. Новосибирск, 22 июля 2013 г.)
Наука: Информационные технологии
Секция: Автоматизация и управление технологическими процессами и производствами
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

УПРАВЛЕНИЕ ПРИВОДОМ ПЕРЕНОСНОГО СТАНОЧНОГО МОДУЛЯ
Погонин Денис Анатольевич
аспирант, Белгородский государственный технологический университет им. В.Г. Шухова, Россия, г. Белгород
E-mail: carnage_777@mail.ru
DRIVE CONTROL OF MOBILE MACHINING MODULE
Pogonin Denis Anatolyevich
postgraduate student, Belgorod state technological university named after V.G. Shukhov, Russia, Belgorod
АННОТАЦИЯ
В статье рассмотрены вопросы управления приводами подач станочного модуля нестационарной обработки, приведены диаграммы движения инструмента при работе модуля в автоматическом и автоматизированном режиме, выполнен подбор двигателей приводов подач.
ABSTRACT
In this paper we consider problems of nonstationary machining module drive control, present flowcharts of tool movement during the machining module work in automatic and automated mode, perform the selection of feed motors.
Ключевые слова: управление; привод; подача; восстановительная обработка; станочный модуль; крупногабаритные тела вращения.
Keywords: control; drive; feed; restoring; machining module; large-size bodies of revolution.
В настоящее время в технологических комплексах машиностроительных предприятий, горнорудных, цементных, химических заводов и других предприятий промышленного комплекса широко используются технологические агрегаты, составными элементами конструкции которых являются крупногабаритные детали и узлы, т. е. изделия, габариты или один из габаритов которого оказывают существенное влияние на процесс его изготовления, эксплуатации или транспортировки [3]. Особенностью эксплуатации подобных изделий является то, что их восстановление и ремонтное обслуживание ввиду особенностей конструкции не представляется возможным без использования стационарных обрабатывающих комплексов, встраиваемых станочных модулей нестационарной обработки, позволяющих выполнять обработку без остановки производственного процесса, специальных технологий восстановления рабочих поверхностей, например селективная электрохимическая металлизация и плазменное напыление.
Важнейшим фактором, характеризующим эффективность работы технологических агрегатов, основу конструкции которых составляют крупногабаритные детали, является их надежность, зависящая от качества монтажных работ, своевременного и эффективного профилактического и ремонтного обслуживания. Повышение надежности при использовании существующих специальных технологий восстановительной обработки, а также обрабатывающих комплексов является труднодостижимой задачей ввиду того факта, что оптимизация вышеперечисленных технологий обработки в настоящий момент практически невозможна. Эффективность возможных вариантов конструкции оборудования, компоновка его основных частей, вариативность применения комплектующих, варианты построения технологических систем и совершенствования непосредственно технологий тщательно проработаны и изучены.
Практика производства показывает, что операции технологических процессов, используемых при ремонтном обслуживании крупногабаритных изделий, являются наиболее трудоемкими ручными операциями, вследствие чего в течение многих лет постоянно наблюдается увеличение численности рабочего персонала в этой области промышленного производства. Как известно, затраты на рабочий персонал, включающие в себя как заработную плату работников предприятия, так и дополнительные отчисления на социальные нужды, являются одними из определяющих при калькуляции себестоимости единицы продукции. Зачастую их общая величина приближается к затратам на амортизацию, содержание, ремонт и эксплуатацию производственных зданий, сооружений и оборудования. Таким образом, автоматизация процесса обработки может рассматриваться, как один из возможных вариантов повышения производительности применяемых технологий восстановления крупногабаритных изделий, позволяя значительно уменьшить затраты на операции механической обработки посредством снижения количества рабочего персонала, участвующего в производственном процессе, и, как следствие, заработной платы.
В качестве примера рассмотрим обработку крупногабаритных деталей оборудования цементной промышленности, выполняемую на специальных станочных модулях [2], предназначенных для встраивания в действующее оборудование и позволяющих производить восстановление рабочих поверхностей без прерывания основного технологического процесса. Особенностью подобной нестационарной механической обработки является постоянство частоты вращения обрабатываемого изделия и, как следствие, отсутствие жесткой технологической системы, что делает невозможным рассмотрение частоты вращения детали в качестве одного из варьируемых параметров при автоматизации процесса обработки.
Следовательно, варьирующими факторами при автоматизированной обработке являются всего лишь подачи — продольная и поперечная [4]. Они же являются и управляющими параметрами. Для того чтобы определиться с алгоритмами управления подачами, рассмотрим более детально перемещение режущего инструмента на всех возможных участках траектории.
Схемы перемещения инструмента при нестационарной обработке в автоматическом или автоматизированном режиме представлены на рисунке 1. Циклограмма управления оборудованием представлена на рисунке 2.
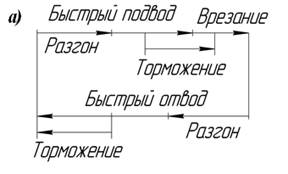
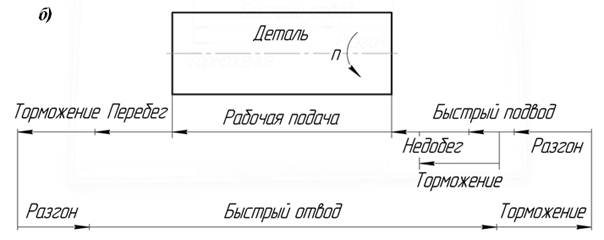
Рисунок 1. Схемы перемещения инструмента при: а) — поперечной подаче; б) — продольной подаче
Рисунок 2. Циклограмма управления оборудованием
Быстрый подвод инструмента из безопасной позиции к зоне обработки начинается с разгона одного или обоих суппортов до номинальной скорости перемещения. По достижении точки начала обработки выполняется торможение и изменение номинальной скорости перемещения до скорости врезания инструмента, причем время быстрого подвода и время врезания частично перекрываются временем торможения. Скорость перемещения инструмента при выполнении рабочей подачи по величине совпадает со скоростью врезания. По окончании рабочего хода производится торможение, выстой и быстрый отвод инструмента из зоны обработки с разгоном до номинальной скорости перемещения. При подводе инструмента к безопасной позиции выполняется торможение с последующей остановкой.
Мощность электродвигателей приводов подач, используемых в станочных модулях нестационарной обработки, составляет от 100 до 150 Вт.
Рассмотрим асинхронные низковольтные электродвигатели общего назначения, выпускаемые зарубежным производителем, например фирмой Siemens. Электродвигатели данной серии предназначены для работы от сети напряжением до 380 В и могут быть использованы для частотно-регулируемого электропривода. Двигатели выпускаются на высоту оси вращения 56—160 мм в диапазоне номинальных мощностей 0,06—18,5 кВт.
В качестве электродвигателя привода подач, используемого во встраиваемом станочном модуле, можно рассмотреть асинхронный низковольтный электродвигатель с короткозамкнутым ротором повышенного КПД серии 1LA7, модель 1LA7-053-2АА. Электродвигатель выпускается в соответствии с классификацией асинхронных двигателей Европейского комитета производителей электрических машин и силовой электроники.
В стандартном исполнении двигатель имеет класс изоляции F — максимальная температура обмоток электродвигателя, при которой срок службы изоляции составит не менее 20000 часов, не более 150°С. Степень защиты IP55 дает возможность использовать двигатель в среде с содержанием пыли не превышающем 10 мг/м3. Температура окружающей среды при работе может составлять от –20°C до +40°C. Двигатели серии 1LA7 выполняются с самовентиляцией — наружный обдув установленным на валу центробежным вентилятором. По требованию заказчика двигатели могут быть снабжены независимым вентилятором, импульсным датчиком с разрешением 1024 имп/об и электромагнитным пружинным тормозом. Основные технические данные электродвигателя модели 1LA7-053-2АА даны в таблице 1.
Таблица 1.
Основные технические данные электродвигателя модели 1LA7-053-2АА
|
РН, кВт |
hН, % |
hР=0.75, % |
cosjН |
nН , об/мин |
IН , А |
mH , Нм |
mR , Нм |
kI ДВ |
JДВ , кг×м2 |
|
0,14 |
66 |
63 |
0.83 |
750 |
0,5 |
0.61 |
2 |
3 |
0,00018 |
На рисунке 3 приведена типовая характеристика длительно допустимого момента двигателей общего назначения с самовентиляцией серии 1LA7, также представленная производителем [1].

Рисунок 3. Типовые характеристики длительно допустимого момента двигателей общего назначения серии 1LA7
Из рисунка 3 следует, что рабочим участком характеристики является участок частот питающей сети в диапазоне от 0 до 50 Гц. В диапазоне частот от 50 Гц и выше наблюдается снижение рабочего момента электродвигателя.
Согласно паспортным данным электродвигателя [1] время разгона двигателя до номинальной частоты вращения в 1,7 раз больше времени торможения.
Таким образом, было установлено, что при разработке алгоритмов управления автоматизированной технологической системой восстановительной обработки крупногабаритных тел вращения необходимо руководствоваться паспортными данными приводов подач встраиваемого станочного оборудования, обеспечивающими заданное время переходных процессов.
Список литературы:
1.Короткозамкнутые электродвигатели стандарта IEC Каталог D 81.1 // Strakt.Ru [Электронный ресурс] — Режим доступа. — URL: http://www.strakt.ru/static/siemens-D81-1.pdf (дата обращения: 18.07.2013).
2.Погонин Д.А., Чепчуров М.С., Жуков Е.М. Станочный модуль для восстановительной обработки крупногабаритных тел вращения // Патент России № 120029. 2012. Бюл. № 25.
3.Чепчуров М.С. Контроль и регистрация параметров механической обработки крупногабаритных деталей: моногр. — Белгород: 2008.
4.Чепчуров М.С. Модернизация управления приводом фрезерного станка с ЧПУ при использовании ПК // Ремонт, восстановление, модернизация. — 2008. — № 7.
дипломов