Статья опубликована в рамках: I Международной научно-практической конференции «Научные достижения биологии, химии, физики» (Россия, г. Новосибирск, 26 октября 2011 г.)
Наука: Физика
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов
ИССЛЕДОВАНИЕ ПОВЕРХНОСТИ АЛЮМООКСИДНОЙ КЕРАМИКИ ПРИ ОБРАБОТКЕ ИМПУЛЬСНЫМ ЭЛЕКТРОННЫМ ПУЧКОМ В ФОРВАКУУМЕ
Юшков Юрий Георгиевич
М. н. с., аспирант, ТУСУР, г Томск
E-mail: YuYushkov@sibmail.com
Обработка материалов импульсными сильноточными электронными пучками низкой энергии, приводящая к нагреву или оплавлению лишь тонкого поверхностного слоя, обеспечивает существенную модификацию поверхностных свойств материала на больших глубинах. Для данной технологии используются, как правило, плазменные источники электронов с нестационарной [5] или квазистационарной [2] эмиссионной границей плазмы. При этом, номенклатура материалов, обрабатываемых импульсными электронными пучками, была ограничена металлами, сплавами и другими проводящими веществами.
В последнее время существенное развитие получили так называемые форвакуумные плазменные источники электронов [4]. Принципиальным отличием этих устройств является их способность к генерации пучков в ранее недоступной области давлений 5‑20 Па, которая может достигаться с использованием лишь одной механической (форвакуумной) ступени откачки. Одним из главных достоинств форвакуумных источников электронов является их способность непосредственной обработки непроводящих материалов. Как показали эксперименты, в форвакуумной области давлений при воздействии ускоренного электронного пучка на изолированную мишень, несмотря на энергию пучка в несколько килоэлектронвольт, установившийся плавающий потенциал этой мишени оказывается близким к потенциалу земли [3]. Это обусловливает возможность эффективной обработки диэлектриков электронным пучком с энергией, практически соответствующей величине ускоряющего напряжения. Для использования электронных пучков в импульсном режиме для непосредственной поверхностной обработки непроводящих материалов, в первую очередь различных керамик, следует обеспечить генерацию в форвакуумной области давлений импульсного пучка с относительно большим поперечным сечением. При этом удельные параметры пучка, главным образом плотность энергии пучка в импульсе, должна достигать значений, достаточных для эффективной обработки поверхности. В микросекундном диапазоне длительностей этот параметр должен быть порядка 10 Дж/см2 [1].
Основу конструкции созданного электронного источника составляет разрядная система с медным цилиндрическим полым катодом диаметром 93 и высотой 70 мм (рис.1) На оси полости расположена медная вставка диаметром 19 мм. Сетчатый анод является эмиссионным электродом.
Рисунок 1. Импульсный электронный источник
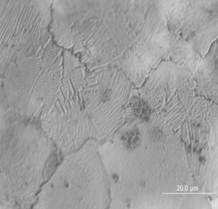
Ускоряющий промежуток образован анодом и сетчатым эмиссионным электродом. Источник электронов размещался на вакуумной камере, откачиваемой механическим насосом до предельного давления 1 Па. Рабочее давление (5–20 Па) регулировалось подачей газа (аргона или воздуха) непосредственно в вакуумную камеру. Импульс тока разряда обеспечивался искусственной формирующей линией, заряжаемой до (2–8) кВ и коммутируемой тиратроном ТГИ500/16. Длительность импульса составляла 100 мкс, а максимальный ток разряда без перехода в дугу достигал (100 ‑120) А. Частота повторения импульсов тока разряда ограничивалась температурным режимом электродов источника и достигала 10 Гц. Полученный электронный пучок применялся для обработки поверхности алюмооксидной керамики. На рис. 2. в качестве примера представлены фотографии алюмооксидной керамики (Al - 53.42%, O - 44.1 %), сделанные с помощью металлографического микроскопа, до и после обработки электронным пучком.
Как показали эксперименты, обработка керамических пластин в режиме одиночных импульсов с плотностью энергии выше 10 Дж/см2 из-за возникающих напряжений часто приводила к растрескиванию и даже разрушению пластин.
Рисунок 2. Поверхность керамики до и после обработки электронным пучком

В связи с этим был выбран режим многократного облучения с меньшей плотностью энергии в пучке и периодом повторения 1 с. Результатом такого облучения стало образование в приповерхностной области слоя со структурой отличной от структуры исходного материала (рис. 3.)
Рисунок 3. Поперечный скол керамики, обработанной электронным пучком. Плотность энергии в импульсе 10 Дж/см2, количество импульсов 300.
Толщина этого слоя возрастала с увеличением числа импульсов (рис. 4)
Рисунок 4. Толщина переплавленного слоя керамики как функция числа импульсов: 1 – расчет, 2 – эксперимент. Плотность энергии в импульсе 10 Дж/см2.
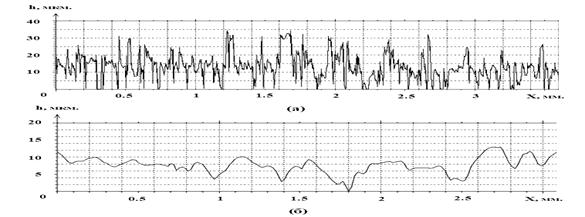
Как видно, после обработки поверхность керамики значительно сглаживается. Профилограммы, полученные с помощью прибора Micro Measure 3D Station, подтверждают этот вывод (рис. 5). Важно отметить, что при обработке керамики не наблюдалось ее разрушения. Это указывает на расплавление поверхностного слоя за время импульса тока.
Рисунок 5. Профилограммы поверхности керамики до (а) и после (б) облучения. Плотность энергии в импульсе 10 Дж/см2, число импульсов 100
Наряду с эффектами «полировки», керамика приобретает и ряд других замечательных свойств: снижается коэффициент трения, также происходит изменение фазового состава модифицированной керамики, и изменение кристаллической решетки, значительно увеличивается микротвердость образцов на глубине до 2000 нм (рис. 6.)
Рис. 6. Распределение микротвердости H по глубине x образца. Плотность энергии в импульсе 10 Дж/см2, число импульсов 100.
Результаты проведенных исследований однозначно свидетельствуют о принципиальной возможности импульсной электронно-лучевой модификации поверхности непроводящих материалов, в том числе и различных керамик. Использование для этих целей форвакуумных плазменных источников электронов обеспечивает энергетическую эффективность воздействия на диэлектрики, практически не отличающуюся от случая обработки металлических поверхностей. Факт плавления поверхности керамики свидетельствует о ее импульсном нагреве до температуры, превышающей 2000°С (температура плавления Al2O3 – 2050°С). Плавление керамики приводило к изменению ее поверхностных свойств, (увеличение микротвердости на глубине до 2000 нм, уменьшение коэффициента трения, возрастание модуля упругости). Вместе с тем при обработке керамики не наблюдалось ее разрушения за счет градиента температур. Последнее свидетельствует о возможности модификации поверхностных свойств непроводящих материалов без значительного нагрева их объема.
Список литературы:
1.Иванов Ю. Ф., Коваль Н. Н., Колубаева Ю. А. и др. // Изв. вузов. Физика. 2007. № 10/3 (Спец. выпуск). С. 29.
2.Коваль Н. Н., Щанин П. М., Девятков В. Н. и др. // ПТЭ. 2005. № 1. C. 135.
3.Медовник А. В., Бурдовицин В. А., Климов А. С., Окс Е. М. // Физика и химия обработки материалов. 2010. № 3. С. 39.
4.Burdovitsin V. A., Oks. E. M. // Laser and particle beams. 2008. V. 26 (4), P. 619.
5.Ozur G. E., Proskurovsky D. I., Rotshtein V. P., Markov. A. B. // Laser and Particle Beams. 2003. V. 21 (2), P. 157.
дипломов