Статья опубликована в рамках: XXXV Международной научно-практической конференции «Инновации в науке» (Россия, г. Новосибирск, 27 июля 2014 г.)
Наука: Технические науки
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
МОДЕЛИРОВАНИЕ МИКРОРЕЛЬЕФА ПОВЕРХНОСТИ ДЕТАЛИ ОБРАБОТАННОЙ ВЫГЛАЖИВАНИЕМ БЕЗ ПРИМЕНЕНИЯ СОТС С УЧЕТОМ ТЕХНОЛОГИЧЕСКОЙ НАСЛЕДСТВЕННОСТИ
Мельников Павел Анатольевич
канд. техн. наук, доцент, Тольяттинский государственный университет, РФ, г. Тольятти
E-mail:
Попов Андрей Николаевич
магистрант, Тольяттинский государственный университет, РФ, г. Тольятти
E-mail:
Мельникова Дарья Вячеславовна
аспирант, Тольяттинский государственный университет, РФ, г. Тольятти
E-mail:
MODELING SURFACE MICRORELIEF DETAILS ARE PROCESSED WITHOUT THE USE OF SMOOTHING COOLANT WITH TECHNOLOGICAL HEREDITY
Pavel Melnikov
candidate of the technical science, assistant professor of the chair «Environmental Engineering» of Togliatti State University, Russia, Togliatty
Andrey Popov
undergraduate of Togliatti State University, Russia, Togliatti
Daria Melnikova
post-graduate student of Togliatti State University, Russia, Togliatti
Проведение научно-исследовательской работы осуществляется при поддержке гранта Президента Российской Федерации МК-6076.2013.8.
АННОТАЦИЯ
Эксплуатационные характеристики изделий в значительной мере определяются технологическим процессом их изготовления. Обработка поверхностей деталей машин без использования смазочно-охлаждающих технологических средств (СОТС) на сегодняшний день является одним из перспективных направлений перехода к экологически чистому производству. В работе представлена математическая модель формирования микрорельефа поверхности детали, обработанной выглаживанием без применения СОТС с учетом технологической наследственности.
ABSTRACT
Operational characteristics of the products are largely determined by the process of their manufacture. Surface treatment of machine parts without the use of coolant is by far one of the most promising directions of the transition to cleaner production. The paper presents a mathematical model of the workpiece surface microrelief delighted burnishing without coolant considering technological heredity.
Ключевые слова : микрорельеф; технологическая наследственность; способ обработки; обработанная поверхность; модель; исключение смазочно-охлаждающих технологических средств.
Keywords: microrelief; technological heredity; processing method; machined surface; model; exception of lubricating technological tools.
Финишные методы обработки деталей играют особую роль в процессе изготовления, так как определяют эксплуатационные свойства изделия. К таким методам относится отделочно-упрочняющая обработка поверхностным пластическим деформированием (ППД). В данной работе рассматривается метод ППД — выглаживание. По сравнению с традиционными методами финишной обработки (тонкое шлифование, хонингование, суперфиниширование, полирование) метод выглаживания имеет ряд преимуществ [1], которые проявляются в улучшении ряда эксплуатационных характеристик изделий: повышении долговечности, износостойкости и усталостной прочности.
Обработка деталей машин без использования смазочно-охлаждающих технологических средств (СОТС) на сегодняшний день является одним из перспективных направлений перехода к «зеленым» технологиям обработки, позволяющим решать ряд проблем [2]:
· повысить экологическую безвредность производства: потери при утечках и выносе, так как эмиссия, промывочная вода и не в последнюю очередь утилизация отработанных СОТС загрязняют почву, воду и воздух;
· улучшить условия труда, так как компоненты СОТС, бактерициды и фунгициды, возникающие продукты реакций, а также занесенные инородные вещества вызывают заболевания;
· снизить пожароопасность, поскольку большинство СОТС, применяющихся при суперфинишной обработке на основе масел, имеет сравнительно малую температуру вспышки и могут привести к возгоранию оборудования;
· снизить затраты на закупку, хранение, транспортировку и утилизацию СОТС.
Как было отмечено в работе [3], при обработке ППД без использования СОТС требования к стойкости выглаживающего инструмента наиболее существенны, особенно в условиях массового производства, где необходимо достаточно достоверно определять период стойкости выглаживающего инструмента на стадии проектирования технологического процесса с целью предотвращения брака в процессе изготовления деталей.
Вопрос прогнозирования микрорельефа обработанной поверхности является не менее актуальным при внедрении технологии в действующее производство. В данной работе представлена разработанная математическая модель, позволяющая определить корреляционные связи между параметрами обработки выглаживанием без применения СОТC и показателями качества обработанной поверхности. Актуальность достижения указанной цели обуславливается тем, что эксплуатационные характеристики изделий в значительной мере определяются технологическим процессом их изготовления. Особая роль при этом принадлежит финишным методам обработки, так как именно на этих операциях окончательно формируются физико-механические и геометрические показатели обработанной поверхности.
Экспериментальные методы исследования эффектов взаимодействия инструмента с обрабатываемой деталью связаны со сложностями как чисто технического, так и принципиального характера, имеют достаточно ограниченные возможности. Поэтому весьма перспективным является подход, основанный на создании имитационной механико-математической модели, адекватно описывающей процесс механической обработки. При наличии такой модели на основе численного эксперимента можно получить исчерпывающую информацию об особенностях процесса формообразования в окрестности зоны контакта инструмента с обрабатываемой поверхностью и выявить причины возникающих в обрабатываемой детали эффектов.
При разработке механико-математической модели использовали следующий подход к решению данной задачи [5]. В данной работе модель процесса выглаживания строилась со следующим допущением – исходная поверхность является абсолютно гладкой. Однако, анализируя фотографии поверхности детали после обработки алмазным выглаживанием (рисунок 1), обнаруживаем следы от предыдущей обработки (в данном случае после абразивной обработки шлифованием).
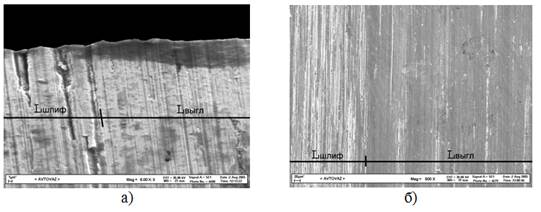
Рисунок 1. Фотографии обработанной поверхности выглаживанием
При этом вопрос технологической наследственности в процессе формирования микрорельефа обработанной поверхности крайне важен, так как наличие «рисок» от абразивного инструмента благоприятно сказывается на работе деталей в условиях трения, поскольку служат резервуарами для смазочных материалов. Таким образом, процесс алмазного выглаживания деформирует (скругляет) верхушки микронеровностей, оставляя при этом в микрорельефе впадины от предыдущей абразивной обработки для удержания смазки.
Исходя из вышесказанного, в модели необходимо учитывать микрорельеф от предыдущей операции. В работе [4] при моделировании исходной поверхности обрабатываемой детали предлагается использовать алгоритм моделирования поверхности с заданными параметрами шероховатости [4]. Однако предлагаемый алгоритм также не позволяет адекватно моделировать поверхность после механической обработки, поскольку не учитывает особенности механической обработки, в частности, процесс абразивной обработки.
Замкнутая цикличность модели (рисунок 2) позволяет учитывать технологическую наследственность предыдущих операций.
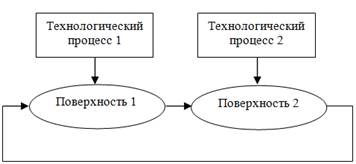
Рисунок 2. Схема цикличности модели
При моделировании поверхности после абразивной обработки целесообразнее использовать стохастическое воздействие зерен абразивного круга на поверхность обрабатываемой детали [6, 7, 8]. Данная модель более адекватно описывает поверхность детали при абразивной обработке. Такой подход оправдан, поскольку, учитывая стохастичность процесса шлифования, смоделированный участок сможет адекватно нести информацию о микрорельефе всей обработанной поверхности.
Для оценки адекватности разработанных математических моделей проанализируем на сходимость модели поверхности, полученные с помощью разработанной математической модели, и фотографии поверхностей, полученные с помощью сканирующего электронного микроскопа высокого разрешения Supra 50 VP LEO с системой микроанализа INCA x-sight + Oxford.
Сопоставляя смоделированную поверхность (рисунок 3,а) и фотографию реальной детали (рисунок 3,б), обработанной алмазным выглаживанием, можно судить об адекватности работы разработанной математической модели. На обоих рисунках отчетливо видно, как меняется характер микрорельефа поверхности детали при переходе через границу участка поверхности, обработанной только шлифованием, на участок, дополнительно обработанный алмазным выглаживанием. Микронеровности на выглаженном участке более слаженные и низкие по высоте, отсутствуют острые вершина, однако наиболее глубокие впадины в микрорельефе, полученные в процессе абразивной обработки, остаются и на выглаженной поверхности в результате технологической наследственности. При этом в обоих случая были одинаковые параметры обработки: R = 3 мм – радиус выглаживающего инструмента; S = 0,3 мм/об, h=0.01 мм – глубина внедрения выглаживающего инструмента.
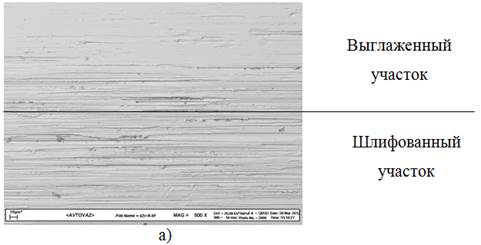
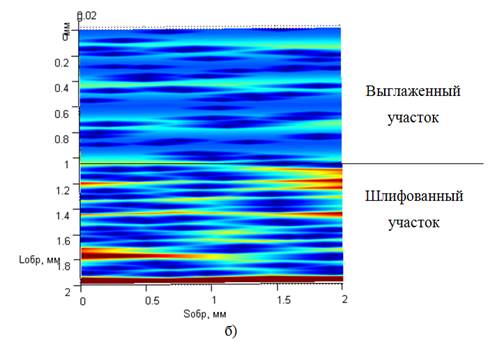
Рисунок 3. Сопоставление поверхности (а), полученной с помощью электронного микроскопа, и поверхности (б), полученной в процессе математического моделирования
Как видно, поверхность на участке, обработанном алмазным выглаживанием (рисунок 3), более сглаженная и имеет более низкий профиль микронеровностей, чем на поверхности после абразивной обработки. Таким образом, можно судить об адекватности работы математической модели.
Список литературы:
1.Бобровский Н.М., Мельников П.А., Бобровский И.Н. и др. Исследование влияния режимов обработки на шероховатость поверхности закаленных валов в условиях массового производства // Современные проблемы науки и образования, 2011 / [Электронный ресурс]. — Режим доступа. — URL: www.science-education.ru/99-4791. (дата обращения: 15.12.2011).
2.Бобровский Н.М., Мельников П.А., Хамидуллова Л.Р. Алгоритм моделирования поверхности с заданными параметрами шероховатости // Отраслевая регистрация (ОФАП) № 3344; Госрегистрация № 50200400310.
3.Васильев А.В., Мельников П.А., Гусарова Д.В. и др. Снижение риска негативного воздействия смазочно-охлаждающих жидкостей технологических средств в условиях предприятий машиностроения // Известия Самарского научного центра РАН. — 2011. — Т. 13. — № 6. — C. 233—239.
4.Малышев В.И., Попов А.Н. Имитационная модель процесса шлифования с вибрационной правкой шлифовального круга // Известия Самарского научного центра РАН. — 2010. — Т. 12 — № 4(4). — С. 923—925.
5.Малышев В.И., Попов А.Н. Стохастическая имитационная модель рабочей поверхности шлифовального круга с учетом вибрационной правки // Материали за VII международна научна практична конференция Бъдещите изследования 2011 17—25 февруари 2011. София, 2011. — 70 с. 9—11.
6.Мельников П.А. Повышение эффективности технологии выглаживания широким самоустанавливающимся инструментом без смазочно-охлаждающей жидкости : автореферат дис. ... кандидата технических наук: 05.02.08 / П. А. Мельников. Самара, 2008. — 20 с.
7.Мельников П.А., Попов А.Н., Липандина Н.В. Моделирование процесса формирования микрорельефа обработанной поверхности при алмазном выглаживании // Вектор науки Тольяттинского государственного университета. — 2010. — № 3 (13). — С. 112—114.
8.Попов А.Н. Имитационное моделирование геометрической структуры рабочей поверхности круга // Казанская наука. — 2011. — № 1. — С. 13—14.
дипломов