Статья опубликована в рамках: XLIX Международной научно-практической конференции «Инновации в науке» (Россия, г. Новосибирск, 28 сентября 2015 г.)
Наука: Физика
Скачать книгу(-и): Сборник статей конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
ОПРЕДЕЛЕНИЕ КАЧЕСТВА ПОВЕРХНОСТИ ИЗДЕЛИИ ИЗ КВАРЦЕВОГО СТЕКЛА МЕТОДОМ ФРАКТАЛЬНОЙ ГЕОМЕТРИИ
Долапчи Сергей Михайлович
аспирант,
Челябинский педагогический университет,
РФ, г. Челябинск
E-mail: nauka.dsm2010@mail.ru
Живулин Дмитрий Евгеньевич
аспирант,
Челябинский педагогический университет,
РФ, г. Челябинск
Брызгалов Александр Николаевич
профессор, д-р физ.-мат. наук,
Челябинский педагогический университет,
РФ, г. Челябинск
DETERMINATION SURFACE QUALITY OF QUARTZ GLASS BY FRACTAL GEOMETRY
Sergei Dolapchi
postgraduate
Pedagogical University Chelyabinsk,
Russia, Chelyabinsk
Dmitry Zhivulin
Postgraduate
pedagogical University Chelyabinsk,
Russia, Chelyabinsk
Alexander Bryzgalov
professor, Doctor of Physical and Mathematical Sciences,
Pedagogical University Chelyabinsk,
Russia, Chelyabinsk
АННОТАЦИЯ
В работе представлены экспериментальные результаты измерения микротвердости кварцевого стекла марки КУ-1, подвергшегося отжигу в течение 11 ч при пяти температурах: 900, 950,1000, 1050,1100°С. Исследованы зависимости изменения микротвердости при максимальной нагрузке на индентор. Показано, что значения микротвёрдости при постоянной нагрузке на индентор с увеличением температуры изменяется по сравнению с эталонным образцом. Наибольшей прочности поверхности удаётся достичь у образца отожённого при температуре 1050 °С.
ABSTRACT
The paper presents experimental results of microhardness measurement of quartz glass brand KU-1, which was subjected to annealing for 11 h at five temperatures: 900, 950,1000, 1050,1100°C. Investigated the variation of the microhardness at maximum load on the indenter. It is shown that the values of microhardness with a constant load on the indenter with increasing temperature is altered compared to a reference sample. The greatest strength of the surface cannot reach the sample at a temperature of about 1050 °C.
Ключевые слова: индентор; силоксановая связь; кварцевое стекло; тридимит; кристобалит, ошибка измерения; фрактальная геометрия.
Keywords: indenter; the siloxane bond; quartz glass; tridymite; cristobalite; measurement error; fractal geometry.
Введение
В связи с широким использованием в промышленности кварцевого стекла, стала актуальна задача определения твёрдости поверхности изделий. Одним из эффективных способов является метод фрактальной геометрии, так как даёт хорошие результаты и не требует больших затрат, при этом качество поверхности будет характеризоваться одним числом.
Материалом, применяемым для изготовления высокодобротных волновых полусферических резонаторов, является кварцевое стекло. Данный материал обладает высоким значением модуля Юнга ~ 73 ГПа. Твердость кварцевого стекла является самой высокой среди известных неорганических стекол [11].
В процессе изготовления резонаторов заготовки из кварцевого стекла подвергаются механической обработке, при этом на поверхности изделия образуется нарушенный слой определенной толщины [7, с. 110—116]. Условия образования нарушенного слоя рассмотрены в работе [8]. Толщина нарушенного слоя согласно [2; 9; 10] пропорциональна размеру абразивных зерен и зависит от физических свойств обрабатываемого материала.
Для того чтобы уменьшить толщину нарушенного слоя при изготовлении изделий, заготовки из кварцевого стекла подвергают многостадийной шлифовке, уменьшая размер абразивного зерна на каждом этапе. На практике применение многостадийной механической обработки не позволяет свести к минимуму количество брака. Причиной этого может служить множество факторов. Одним из факторов является влияние трещиноватости поверхностного слоя.
В литературе недостаточно широко рассмотрен вопрос влияния температуры отжига на физико-механические свойства кварцевых стекол и скрытые под полировкой дефекты, обусловленные наличием поверхностного нарушенного слоя.
Целью данной работы является изучение влияния температуры отжига на микротвердость образцов кварцевого стекла марки КУ-1 с помощью метода фрактальной геометрии при обработке статистических данных.
Объекты и методы исследования
Плотность стекла без термической обработки равна 2,45 г/см3 и предельная нагрузка составляет 120 г/см2, а в области α,β,γ — тридимита низкотемпературного с ромбической сингонией, при температурах отжига 870—940оС плотность составляет 2,20 г/см3, соответственно предельная нагрузка составит 85 г/см2. При температурах 940—950 оС происходит процесс дегидротации, что способствует образованию нанотрещин шириной до 3нм и микротрещин шириной более 3нм. Максимальная предельная нагрузка будет соответствовать диапазону температур от 950 до 1050оС, так как на поверхности кварцевого стекла сформируются силоксановые связи ≡Si=O=Si≡ [1]. С приближением температуры к 1100 оС происходит разрушение силоксановых связей с последующей кристаллизацией и образованием кристобалита.
Образцы для исследования готовили из кварцевого стекла марки КУ-1 первой категории [4, с. 3—6] производства ОАО «ТехноКварц». Пластину из кварцевого стекла подвергали шлифовке, а затем разрезали на 6 частей размером 20×30×3 мм. Одну из пластин не подвергали термической обработке, остальные прокаливали при температуре 900, 950, 1000, 1050, 1100 оС в течение 11 ч.: 3 ч. на разогрев, 5 ч. отжиг и 3 ч. на отпуск для медленного снятия напряжений. Для того, чтобы избежать растрескивания образцов при прокаливании, образцы помещали в печь и нагревали со скоростью 300 оС /ч до заданной температуры. Печь была сконструирована таким образом, чтобы градиент температур, охватывающий поверхность изделия был равномерным со всех сторон. Исследования проводили с помощью микротвёрдомера ПМТ-3, индентором служила пирамида Виккерса с квадратным основанием и углом при вершине 136° [5]. Настройку прибора осуществляли при помощи свежего скола монокристалла NaCl по стандартной методике [3, с. 22—23]. Измерение микротвердости производили при нагрузке 120 г. Это делалось с целью прохождения индентором поверхностного полированного слоя.
Полученные результаты на отожжённых образцах сравнивались с результатами контрольного образца (рис. 1.)

Рисунок 1. Фотографии нагружения образцов кварцевого стекла КУ-1
Микротвёрдость можно определить двумя способами:
1. Методом предельной нагрузки.
2. Методом разности двух диагоналей.
Мы воспользовались первым способом.
Значения микротвердости определяли по формуле (1) [3, с. 24—31].
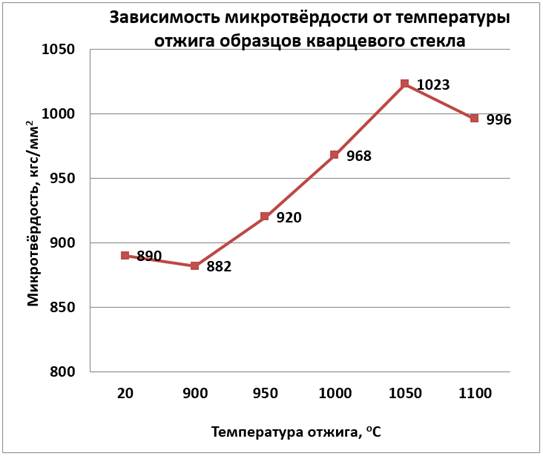
Рисунок 2. Зависимость микротвёрдости от температуры отжига образцов кварцевого стекла
![]() = 1,854
= 1,854![]() (1)
(1)
где: P — нагрузка в г,
d — длина диагонали отпечатка в мкм,
HV — значение микротвёрдости, кгс/мм2. Значение микротвёрдости для каждого образца определяли как среднее значение по 10 измерениям. Ошибку измерения длины диагонали определяли по формуле (2) [6, с. 23—24].
![]() (2)
(2)
где: d — длина диагонали отпечатка в мкм,
dср — среднее значение длины диагонали по всем измерениям в мкм,
n — количество измерений.
Полученные результаты представлены в таблице 1 и на графике (рис. 2.)
Таблица 1.
Зависимость микротвёрдости от температуры отжига образца стекла
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выводы по работе:
Трещины можно разделить на две группы: микротрещины, которые можно обнаружить с помощью оптических приборов и нанотрещины порядка 3 нм, которые образуются на поверхности изделий между незамкнутыми цепочками силонолей.
1. Трещины — результат механической обработки поверхности стекла и при отжиге в интервале температур 870—940 оС. Это интервал тридимита, максимальная плотность которого 2,20 г/см3, а плотность стекла без термической обработки равна 2,45 г/см3, поэтому на поверхности стекла образуются микротрещины.
2. В этот период на поверхность выходят силоноли со структурой Si-O-H. Термическую обработку проводим в диапозоне температур от 950 до 1050 оС. В этих пределах начинают нарушаться связи иона водорода с ионом кислорода, что влечёт за собой процесс дегидратации с образованием молекул структурной воды Н2О, которые затем отводятся с поверхности изделия. Это влечёт за собой уменьшение количества гидроксильных групп –ОН, с которыми связано снижение плотности стекла и его упругости.
3. Если силоноли находятся на расстоянии 0,7 нм, то между ними образуется связь через мостиковый ион кислорода, образуя силоксановую связь ≡Si=O=Si≡. По мере роста температуры, возрастает плотность связей и при 1050оС образуется силоксановая поверхность, а прочность поверхности достигает максимального значения. Если расстояние между смежными силонолями более 0,7 нм, то связи между ними не образуются, а создаются условия для обратного перехода нанотрещин в микротрещины на поверхности стекла.
4. Результат получения качественного промышленного изделия определяется режимами механической обработки, травления, с последующей термической обработкой в установленном диапозоне температур, определённом с помощью методов максимальной нагрузки на индентор микротвёрдомера, рентгенофазового анализа (РФА), комбинационного рассеяния (КР) и конструкцией печи.
5. С помощью фрактальной геометрии поверхность изделия можно охарактеризовать одним числом, например величиной максимальной нагрузки, эффект от действия которой по мере увеличения прочности поверхности изделия будет убывать, так как диаметр отпечатка индентора будет уменьшаться, следовательно, будет характеризовать качество изделия. Второй величиной, характеризующей качество поверхности, может выступать диаметр отпечатка пирамиды. Используя метод максимальной нагрузки совместно с фрактальной геометрией, можно быстро получить хорошие результаты, согласующиеся РФА и КР.
Список литературы:
- Брызгалов А.Н., Долапчи С.М. Создание оптимальных плёнок кремния на подложке сапфира методом эпитаксии. // Башкирский химический журнал. — 2015. — Т. 22. — № 2. — С. 113—115.
- Владимирова Т.В., Горбань Н.Я., Маслов В.П., Мельник Т.С., Одарич В.А. Исследование оптических свойств и строения поверхностного слоя ситалла // ОМП. — 1979. — № 9. —С. 31—34.
- Глазов В.М. Вигдорович В.Н. Микротвердость металлов. М. Металлургиздат, 1961. — С. 224.
- ГОСТ 15130-86 Стекло кварцевое оптическое; общие технические условия. Введен 01.01.88. Группа П40. — С. 30.
- ГОСТ 9450-76. Измерение микротвердости вдавливанием алмазных наконечников. — Взамен ГОСТ 450-60. Введ. 01.01.77. Группа T59. — С. 35.
- Кассандрова О.Н., Лебедев В.В. Обработка результатов наблюдений. М. Наука. 1970. — С. 194.
- Лунин Б.С. Физико-химические основы разработки полусферических резонаторов волновых твердотельных гироскопов. М. МАИ. 2005. — С. 224.
- Маслов В.П. Микро- и нанотехнологии соединения прецизионных деталей оптоэлектронных приборов // Вестник УМТ. — 2009. — № 1 (2). — С. 18—35.
- Маслов В.П. Физико-технологические проблемы обеспечения работоспособности оптико-электронных сенсорных приборов при экстремальных условиях // Сенсорная электроника и микросистемные технологии. — 2005. — № 1. — С. 57—62.
- Маслов В.П., Мельник Т.С., Скачков М.М., Щербакова Л.Е. Исследование состояния поверхностного слоя ситалла после механической обработки // ОМП. — 1978. — № 8. — С. 70—71.
- Пух В.П., Байкова Л.Г., Киреенко М.Ф., Тихонова Л.В., Казанникова Т.П. Синнани А.Б. Атомная структура и прочность неорганических стекол // Физика твердого тела. — 2005. — Т. 47. — № 5. — С. 850—855.
дипломов