Статья опубликована в рамках: X Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 04 апреля 2013 г.)
Наука: Технические науки
Секция: Материаловедение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
отправлен участнику

МОДЕЛИ СВАРКИ И МОДЕЛЬ ДИФФУЗИИ ПРИ СВАРКЕ
Уткина Анна Владимировна
студент 4 курса, Физико-технологический факультет, СамГТУ, г. Самара
E-mail: annutkina16@gmail.com
Амосов Евгений Александрович
научный руководитель, канд. техн. наук, доцент,Физико-технологический факультет, СамГТУ, г. Самара
Во многих отраслях промышленности широкое применение находят композитные конструкции, а сварка разнородных металлов относится к числу наиболее важных проблем сварочной науки и техники. Проблема в том, чтобы создать качественное соединение разнородных материалов. Вопросам свариваемости разнородных металлов уделяется большое внимание, как в нашей стране, так и за рубежом.
Важен правильный выбор способа сварки разнородных сочетаний металлов: иногда данное сочетание металлов трудно выполнить одним способом, но применение другого может обеспечить необходимые служебные характеристики соединения. Естественно, что выбор способа обусловлен конструкцией изделия в целом. Наряду с известными, традиционными способами сварки при соединении разнородных металлов применяют специальные, такие, как термокомпрессионную, магнитно-импульсную, инерционную. Своеобразным способом соединения разнородных металлов является сварка-пайка, осуществляемая как непосредственно, так и с предварительным нанесением покрытий на один из металлов (гальваническим путем или путем горячего погружения).
Соединение разнородных металлов в твердом состоянии. Основные виды сварки давлением — холодная (в том числе прокатка), прессовая, трением, диффузионная, ультразвуковая, взрывом, сопротивлением, магнитно-импульсная и др. Они по существу отличаются друг от друга только характером приложения давления и тем, подогреваются ли свариваемые металлы до сварки или в процессе ее. Почти во всех случаях параметрами, определяющими процесс соединения, являются давление, температура и длительность их воздействия. За исключением сварки сопротивлением, при сварке давлением не происходит плавления, или если и происходит, то расплав выдавливается наружу, так что, в конечном счете, при сварке давлением происходит соединение на поверхности твердого тела. Следовательно, в этом случае почти не доставляет беспокойства охрупчивание швов, обусловленное образованием химических соединений, которое представляет проблему при сварке плавлением. Таким образом, остаются только проблемы, связанные с различием коэффициентов термического расширения, но при принятии надлежащих мер получить надежное соединение сравнительно легко. Недостаток сварки давлением — ограничение по размерам и форме соединяемых деталей.
Холодная сварка представляет собой соединение однородных или разнородных металлов при температуре ниже минимальной температуры рекристаллизации; сварка происходит благодаря пластической деформации свариваемых металлов в зоне стыка под действием механического усилия. Практическое значение этого способа состоит не только в больших его возможностях — получать высокопрочные соединения без нагрева, но и в развитии новых комбинированных процессов, связанных с минимальным нагревом и интенсивной деформацией. Особенно велико преимущество холодной сварки перед другими при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды. Сначала холодную сварку применяли преимущественно для соединения алюминия, меди и алюминия с медью. В настоящее время количество соединяемых металлов возросло.
Сварка трением — соединение однородных или разнородных металлов в процессе прижатия свариваемых поверхностей друг к другу с одновременным развитием трения скольжения. В отличие от других способов сварки этот способ не требует подачи теплоты от внешнего источника нагрева, а осуществляется за счет выделения теплоты на самих соединяемых поверхностях. Благодаря этому достигается замечательный эффект при сварке разнородных металлов. В некоторых случаях сварка трением может быть применена даже к комбинациям металлов, образующих между собой интерметаллические соединения. Однако в настоящее время для применения сварки трением необходимо, чтобы, по меньшей мере, один из соединяемых узлов имел круглое сечение, например, представлял собой круглый стержень или трубу.
При диффузионной сварке, прилагая давление, необходимое для плотного прилегания свариваемых деталей, зону соединения выдерживают в течение определенного промежутка времени при температуре ниже точки плавления. Между контактирующими поверхностями происходит диффузия и обеспечивается соединение. Благодаря тому, что при диффузионной сварке расплавления не происходит, отсутствует опасность образования трещин, газовых пор, охрупчивания. Поэтому диффузионная сварка очень удобна для соединения разнородных металлов.
Ударная конденсаторная сварка характеризуется весьма быстрым нагревом и очень малой зоной проникновения теплоты. Способ применяют при соблюдении следующего принципа: рабочие параметры сварочного режима подбирают применительно к металлу с более низкой температурой плавления. Применение этого способа очень эффективно для сплавления металлов, образующих эвтектические смеси. Ударная сварка в вакууме предложена, например, для сварки таких сочетаний, как ниобий-сталь. Суть способа заключается в том, что на предварительно нагретые поверхности одиночный импульс силы передается ударником, движущимся со скоростью до 20 м/с. За![]() —
—![]() с. происходит сближение, локальная деформация этих поверхностей и образование соединения. Столь малая продолжительность процесса сварки обеспечивает хорошее качество соединений разнородных металлов. Общая деформация образцов по высоте не более 15 %. Ударная сварка в вакууме перспективна для соединения разнородных металлов с ограниченной взаимной растворимостью и малой длительностью латентного периода образования интерметаллидов.
с. происходит сближение, локальная деформация этих поверхностей и образование соединения. Столь малая продолжительность процесса сварки обеспечивает хорошее качество соединений разнородных металлов. Общая деформация образцов по высоте не более 15 %. Ударная сварка в вакууме перспективна для соединения разнородных металлов с ограниченной взаимной растворимостью и малой длительностью латентного периода образования интерметаллидов.
Ультразвуковая сварка — соединение металлов путем возбуждения в свариваемых деталях упругих колебаний ультразвуковой частоты при одновременном создании определенного давления. При ультразвуковой сварке необходимые условия для образования соединений создаются в результате механических колебаний ультразвукового преобразователя. Энергия вибрации создает сложные напряжения растяжения, сжатия и среза. При превышении предела упругости соединяемых металлов происходит пластическая деформация в зоне их соприкосновения. В результате пластической деформации и диспергирующего действия ультразвука происходит удаление адсорбированных пленок жидкости, газов, органических пленок и поверхностных окислов, в результате чего образуется сварное соединение.
Сварка взрывом высокопроизводительный, экономически выгодный способ производства листовых композиционных материалов, заключающийся в получении при помощи сварки взрывом двух или многослойных металлических заготовок с последующей их горячей прокаткой на листы заданных размеров. В связи с тем, что процесс происходит при нормальной температуре, при его применении не образуются интерметаллиды и обеспечивается самая большая прочность соединения среди возможных способов сварки. Благодаря этим преимуществам сварку взрывом можно назвать «чемпионом» сварки разнородных металлов. Сварка взрывом широко применяется для получения переходных соединений. Взрывом можно получать новые материалы с новыми свойствами; взрыв сваривает конструкции неограниченных длин и площадей.
Рассмотрим следующую модель сварки. Пусть имеются два листа с шероховатой поверхностью и разной плотностью. Более тяжёлый лист лежит сверху. (Рисунок 1)
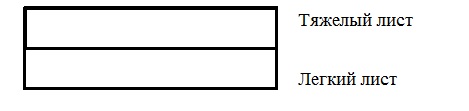
Рисунок 1. Модель сварки
Наша задача создать как можно более обширную площадь поверхности контакта этих листов.
Очевидно, что если мы оплавим поверхность листов, то площадь их контакта увеличится. Следовательно, нужно сообщить соприкасающимся поверхностям листов тепловую энергию, которая приведет к оплавлению поверхности.
Определим, как можно подвести тепловую энергию к поверхности. Для того рассмотрим лист с неровной поверхностью (поверхность второго листа будем считать гладкой при таком рассмотрении).

Рисунок 2. Модель контакта листов
Подведем к листам электроды и пустим ток. Сопротивление мест контакта много больше сопротивления листа. Поэтому можно изобразить лист с подходящим током в виде следующей схемы:
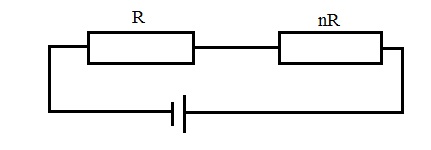
Рисунок 3. Электрическая схема системы. R — сопротивление листов, nR —– сопротивление мест контакта (n много больше 1)
По закону Джоуля-Ленца: Q=![]() RT
RT
Q — количество тепла, I — ток, t — время.
На сопротивлении nR выделится гораздо больше тепла, чем на сопротивлении R, при равной силе тока (а сила тока в последовательно соединенных проводниках одинакова).
За счёт того, что nR много больше, чем R и на шероховатостях выделится много тепла, произойдёт оплавление поверхности, что увеличит площадь контакта листов и улучшит свойства сварочного соединения.
Но, с другой стороны, выделение тепла усилит диффузию атомов, что может ухудшить свойства сварного шва. Поэтому следует ограничить время сварки, чтобы диффузия не успела оказать заметное влияние на свойства сварного соединения.
На данный момент известно достаточно мало моделей процесса сварки и диффузии, и большинство из них со сложными математическими вычислениями. Мы же предлагаем простую и наглядную модель, что является её несомненным преимуществом.
При сварке металлов, как известно, развиваются высокие температуры, что приводит к активизации процессов диффузии. Диффузия атомов металлов друг в друга (если она происходит с высокой скоростью) может оказать заметное влияние на свойства сварного шва. Поэтому, рассматривая вопросы сварки, мы и обращаем внимание на диффузионные процессы.
В данной статье представлена модель диффузии. Зная, как происходит диффузия, мы можем влиять на этот процесс, а значит, и влиять на свойства сварного соединения.
В отличие от известной модели, предлагаемая модель обращает внимание на распределение энергии атомов твердого тела и влияние этого распределения на диффузионные перескоки атомов.
Как известно, при сварке разнородных материалов могут образовываться интерметаллические соединения, ухудшающие механические свойства сварного шва. Образование таких соединений происходит за счет диффузионных процессов.
При достаточно высокой температуре средняя энергия атома металла равна
![]()
где:![]() — постоянная Больцмана,
— постоянная Больцмана,
T — температура в градусах Кельвина.
Диффузионные процессы, как известно, зависят от следующего коэффициента
![]()
где: Q — энергия активации диффузии,
![]() — константа для данного вида атомов в данной матрице.
— константа для данного вида атомов в данной матрице.
Перепишем выражение для D в виде:
![]()
Как правило, Q в несколько раз превышает энергию E.
Изобразим энергии Q и E следующим образом:

Рисунок 4. Графическое изображение Q и E
Так как E отображает только среднюю энергию, изменим рисунок таким образом, чтобы на нем были видны все значения энергий атомов твердого тела. Примем, что энергия атомов распределена куполообразно около среднего значения. Т. е. на рисунке это выглядит так:
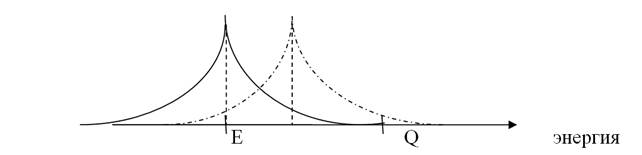
Рисунок 5. Графическое изображение распределения энергии атомов
Как видно из рисунка 5, если энергия Е достаточно мала, то только очень малая часть атомов в образце имеет энергию, большую величины Q. Следовательно, только малая часть атомов может перескочить потенциальный барьер и попасть в другое положение равновесия.
Допустим, температура металла (а значит и величина средней энергии) возросла. Как видно из рисунка 5, в этом случае весь купол, отражающий распределение энергий, сместился по оси вправо. Как видно из того же рисунка, теперь значительно большее количество атомов имеют энергию, большую Q. Это означает, что значительно возросло число атомов, перепрыгивающих барьеры между положениями равновесия. Иначе говоря, с ростом температуры, согласно нашим рассуждениям, значительно возросла диффузия, что соответствует действительности.
Если считать, что количество атомов, имеющих энергию, отличную от![]() , убывает по экспоненте, то отсюда следует, что с ростом температуры число атомов, участвующих в диффузии, возрастает по экспоненциальному закону. Такое представление согласуется с действительностью, так как известно, что диффузия экспоненциально зависит от температуры.
, убывает по экспоненте, то отсюда следует, что с ростом температуры число атомов, участвующих в диффузии, возрастает по экспоненциальному закону. Такое представление согласуется с действительностью, так как известно, что диффузия экспоненциально зависит от температуры.
Таким образом, рисунок 5 отражает предложенную нами модель диффузии, которая может протекать, например, при сварке разнородных материалов.
Нами были предложены простые и наглядные модели процесса сварки и диффузии при сварке, которые могут быть использованы при теоретическом анализе процесса создания неразъемного соединения разнородных материалов.
Список литературы:
1.Гуляев А.П. Металловедение. — М.: Металлургия, 1986. — 544 с.
2.Новиков И.И. Теория термической обработки металлов. — М.: Металлургия, 1986. — 480 с.
отправлен участнику