Статья опубликована в рамках: XXXVIII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 24 сентября 2014 г.)
Наука: Технические науки
Секция: Организация производства и менеджмент, системы управления качеством
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
МЕТОДИКА ПЛАНИРОВАНИЯ ЕДИНИЧНОГО ДИСКРЕТНОГО МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Колесникова Ольга Валерьевна
старший преподаватель Дальневосточного Федерального университета, РФ, г. Владивосток
E -mail: miis@mail.ru
Лелюхин Владимир Егорович
канд. техн. наук, доцент Дальневосточного Федерального университета, РФ, г. Владивосток
PLANNING METHODOLOGY SMALL SERIES OF DISCRETE ENGINEERING PRODUCTION
Olga Kolesnikova
lecturer of Far Eastern Federal University, Russia, Vladivostok
Vladimir Lelyukhin
candidate of Science, associate professor of Far Eastern Federal University, Russia, Vladivostok
АННОТАЦИЯ
В статье рассмотрены вопросы формирования производственных планов для условий мелкосерийного и единичного машиностроения.
Предложена оригинальная методика формирования интегрального плана производства, синхронизированного с поступающими заказами и загрузкой производственных мощностей. В основу методики положено необходимое и достаточное информационное обеспечение.
ABSTRACT
The article discusses the formation of the production plans for the conditions of small-batch engineering.
The paper proposes an original technique for the formation of an integral plan of production, synchronized with the incoming orders and capacity utilization. Methodology is based on the necessary and sufficient information support.
Ключевые слова: машиностроение; единичное производство; дискретное производство; конструкторско-технологическая подготовка; синхронное планирование
Keywords: engineering; production unit; discrete manufacturing; design and technological preparation; synchronized planning
Подготовка производства по определению представляет собой комплекс работ направленных на обеспечение и организацию производства. В машиностроении к подготовке производства принято относить конструкторскую, технологическую, организационную подготовку, материальное и информационное обеспечение. Цель подготовки производства состоит в создании технических, организационных и экономических условий для производства (выпуска) продукции [6, 3].
Заключительным и интегрирующим элементом подготовки производства является планирование, в процессе которого определяется где, когда и какие процедуры должны быть выполнены, для получения искомого результата.
Сегодня предлагается достаточно большой спектр методик, моделей и алгоритмов планирования, вполне успешно функционирующих в различных производственных условиях [5, 4]. Однако в мелкосерийном и единичном машиностроении с дискретным характером производства пока что планирование осуществляется на основе профессионального «волюнтаризма», который зачастую преподносится как производственный опыт.
Важно отметить, что даже самые замечательные модели и алгоритмы не смогут обеспечить корректности результатов, если в процессе моделирования используется недостаточно «качественная» информация. Качество информации здесь определяется учетом и описанием всех факторов, которые значимо влияют на результаты планирования.
В массовом и крупносерийном производстве подготовке вышеуказанной информации уделяется серьёзное внимание, в том числе оформлению конструкторской и технологической документации с требуемой степенью детализации. В этих условиях планирование подчиняется строго определенным правилам (алгоритмам), не вызывает особых проблем и позволяет использовать MRP-II, MES, APS и другие автоматизированные системы [1, 7, 9]. При этом используется трехуровневая модель планирования на машиностроительных предприятиях [7, 9].
На первом (верхнем) уровне предполагается составление объемно-календарного плана. При детализации этого плана (на втором уровне) составляется укрупненный план производства для всех подразделений предприятия. В этом плане определяется номенклатура, объемы и сроки выпуска продукции, а также материальные ресурсы необходимые для его выполнения. И только на третьем шаге составляется расписание загрузки оборудования с учетом вышеперечисленного информационного обеспечения.
Такой подход к планированию вполне оправдан в массовом и крупносерийном производстве. Поскольку с одной стороны технологические процессы (бизнес-процессы) остаются практически неизменными в течение определенного времени, а с другой стороны имеются реальные планы на длительную перспективу.
Несколько по-иному обстоят дела в единичном и мелкосерийном производстве. Казалось бы, что со снижением серийности должны расти удельные затраты на конструкторскую и технологическую подготовку. Однако в машиностроении бытует существующий еще с советских времен стереотип всевозможного снижения затрат на технологическую подготовку. Например: «Технологическое проектирование от общего объема технической подготовки составляет 30÷40 % для мелкосерийного, 40÷50 % для серийного и 50÷60 % для массового производств» [8].
На самом деле попытка уменьшения времени выполнения заказа за счет сокращения степени детализации технологической подготовки, приводит к увеличению производственного цикла, а также к снижению качества выполнения работ.
Кроме того, в условиях единичного и мелкосерийного производства ситуация с планированием осложняется тем, что работа «под заказ» трудно прогнозируема даже на небольшую перспективу, поэтому объемно-календарный план представляет собой некий прогноз основанный на статистике прошлых периодов никоим образом не связанный с выполнением работ в текущее время. Вполне естественно, что такой прогноз не может служить основой для формирования детального производственного плана.
В работе предлагается объемно-календарное планирование использовать в качестве годового и квартального прогнозного ориентира экономической ситуации предприятия. Производственное планирование и управление осуществлять с использованием единого интегрального плана предприятия синхронизированного с поступающими заказами и загрузкой производственных мощностей.
Основой методики формирования такого плана является необходимое и достаточное информационное обеспечение с однозначным и полным описанием конструкции изделия и технологии его изготовления. Кроме этого, весьма важным является информация о плановой загрузке каждого рабочего места. По мнению авторов для формирования корректного производственного плана (графика) в качестве исходных данных необходимо и достаточно иметь следующее информационное обеспечение:
1. Состав заказа (производственное задание);
2. Однозначное описание состава и структуры выпускаемых изделий;
3. Полное описание технологических процессов (бизнес-процессов) производства этих изделий;
4. Состав оборудования и схемы расположения рабочих мест;
5. Схемы организации производственных и информационных потоков на предприятии;
6. Регламенты организации работы на предприятии (производственный календарь);
7. Сложившаяся на момент планирования загрузка рабочих мест.
Из всего объема конструкторской информации для целей планирования необходимы структура изделия (электронная структура изделия) и спецификация на сборочные единицы. Для использования возможности автоматизированной обработки информации в машиностроении описание производимой продукции принято представлять в виде электронной структуры машиностроительного изделия в соответствии с ГОСТ 2.053-2006 [2].
Пример такого представления в виде графа показан на Рисунок 1. Вершинами графа (обозначены латинскими символами) являются детале-сборочные единицы (ДСЕ), а дугами указаны взаимосвязи между ними. Цифры рядом с дугами указывают входимость ДСЕ в более верхний уровень, иными словами количество деталей или сборочных единиц применяемых в узле на который указывает стрелка. В данном примере вершина «А» в соответствии с направлением дуг (стрелок) является конечной.
Поскольку процесс изготовления ДСЕ представляется определенным образом упорядоченной последовательностью технологических операций, его также можно изобразить в виде ориентированного графа.
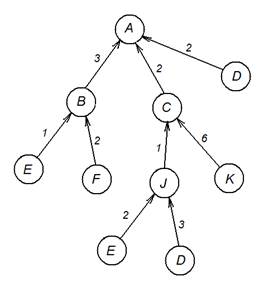
Рисунок 1. Представление электронной структуры изделия в виде ориентированного графа-дерева
В результате структура изделия представляется в виде графа работ, который получается из электронной структуры изделия заменой вершин (ДСЕ) последовательностями технологических операций их изготовления (Рисунок 2).
Построенный таким образом граф производственной структуры изделия представляет собой модель информационного взаимодействия конструкторской и технологической подготовки.

Рисунок 2. Производственная структура изделия в виде графа-дерева
В процессе изготовления изделия, а соответственно и при составлении производственного плана, имеются следующие ограничения:
· сборочная единица не может быть произведена раньше, чем составляющие ее детали и другие сборочные единицы;
· последовательность выполнения технологических операций строго определена в технологическом процессе и не может быть изменена;
· начало выполнения следующей технологической операции из технологического процесса возможно только после окончания текущей операции;
· на одном рабочем месте (станке, слесарном верстаке и т. д.) не может одновременно выполняться несколько операций с несколькими разными заготовками;
· выполнение всех работ может производиться только в рабочее время, соответствующее графику работы.
Планирование выполняется в следующем порядке. Подбирается перечень заказов (покупателя или внутренних), которые необходимо произвести. При планировании изделия выбираются в порядке, установленном в перечне. Для выбранного изделия строится граф технологических операций в соответствии со структурой изделия (Рисунок 2). Далее в соответствии с алгоритмом определяется порядок обработки детале-сборочных единиц.
В современных указанных MRP-II, MES и APS системах планирование начинается от заранее заданного срока выполнения заказа и выполняется в обратном порядке к текущей дате (в прошлое по временной шкале) [1, 7, 9]. Понятно, что при этом может возникать ситуация, когда не хватает временного интервала для выполнения заказа (Рисунок 3). В этом случае определяется новый срок исполнения заказа и выполняется перепланирование.
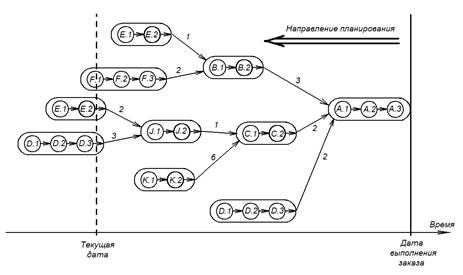
Рисунок 3. Планирование в MRP-II, MES и APS системах
В отличие от подходов MRP-II, MES и APS, авторы предлагают формировать план на основе моделирования расписания выполнения технологических операций в соответствии с производственной структурой изделия. В качестве начала формирования используется любая дата не ранее текущей. Планирование выполняется от исходной даты в будущее, с учетом существующей занятости каждого рабочего места (Рисунок 4).
Процесс планирования при предлагаемом подходе выглядит следующим образом: формирование модели заказа покупателя Þ формирование модели плана Þ утверждение модели в качестве плана или удаление модели.
Формирование модели заказа покупателя . Моделью заказа считается предварительный заказ покупателя, в котором отражаются его пожелания.
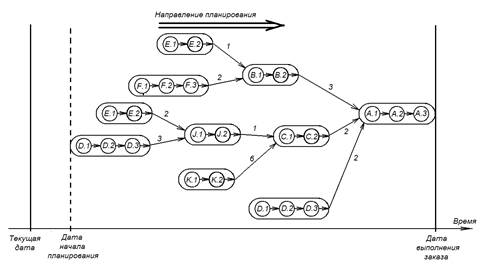
Рисунок 4. Предлагаемая схема производственного планирования
Формирование модели плана исполнения для предварительного заказа покупателя. Модель плана формируется с учетом реальной загрузки производства. В результате планирования определяется дата изготовления заказа и его стоимость. Важным моментом является формирование модели плана до заключения договора с заказчиком.
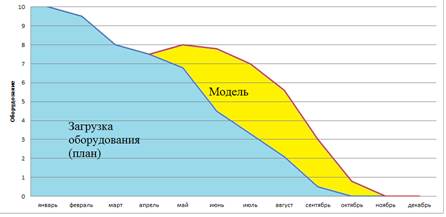
В результате моделирования определяется срок исполнения заказа с учетом реальной загрузки оборудования (Рисунок 5), причем для одного и того же изделия длина производственного цикла может отличаться. Например, если заказ оформляется в феврале (Рисунок 5, а), когда оборудование предприятие практически полностью занято выполнением других работ, то срок исполнения заказа растянется до декабря. Если же заказ оформляется в апреле (Рисунок 5, б), когда загрузка оборудования значительно меньше, то и срок исполнения заказа будет существенно меньше. Иными словами, длина производственного цикла для единичного производства существенно зависит от текущей загрузки оборудования, поэтому такой параметр как срок изготовления не может быть жестко определен и установлен.
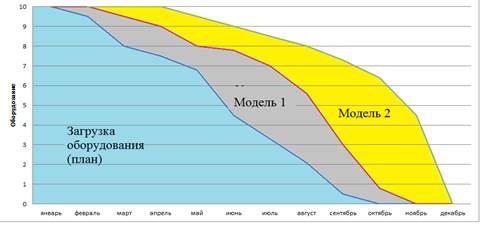
Утверждение модели в качестве плана . По результатам моделирования плана уточняется заказ покупателя и условия его выполнения. Если договоренность с заказчиком достигнута, то оформляется договор на изготовление заказа, модель плана утверждается и становится планом производства. Если по каким-либо причинам договоренность с заказчиком не достигнута, то модель плана удаляется, и освободившееся место может быть использовано для выполнения другого заказа (Рисунок 6).
Действия планировщика в этой ситуации зависят от политики предприятия и времени работы с моделями планов. Могут быть рассмотрены следующие ситуации. В ходе моделирования сформировано две модели планов: «Модель 1» сформирована с учетом реальной текущей загрузки оборудования; «Модель 2» формировалась как с учетом реальной загрузки оборудования, так и с учетом возможной загрузки оборудования при утверждении «Модели 1» (Рисунок 6, а).
 а)
а)
 б)
б)
Рисунок 5. Формирование модели плана
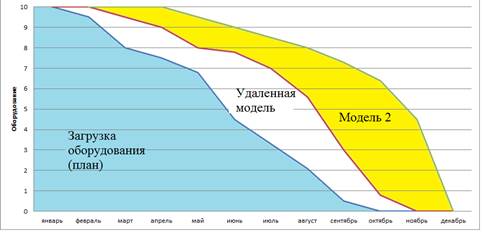
Предположим, что первый заказчик отказался от своего заказа и «Модель 1» удалена (Рисунок 6, б). Какие действия можно предпринять с «Моделью 2». Возможен вариант, когда «Модель 2» не изменяется и план остается такой как на Рисунок 6, б. В этом случае при появлении нового заказа свободное место учитывается и заполняется при планировании. Либо другой вариант, «Модель 2» отменяется и производится перепланирование с учетом изменившейся ситуации. В этом случае работы по второму заказу могут быть выполнены раньше оговоренных в договоре сроков.
 а)
а)
 б)
б)
Рисунок 6. Манипулирование моделями плана
Предлагаемый подход предполагает формирование одного детального плана производства вместо трех (объемно-календарного, укрупненного, оперативно-календарного).
Таким образом, предложенная методика формирования единого интегрального плана производства предназначена для единичного и мелкосерийного типов машиностроительного дискретного производства и базируется на следующих основных принципах формирования плана:
1. формирование плана осуществляется на основе всей необходимой и достаточной информации как об изделии (конструкторская и технологическая информация), так и внутренней (загрузка оборудования и т. д.) и внешней (заказы покупателей, спрос на продукцию и т. д.) среде предприятия;
2. формирование плана начинается с даты запуска изделия или заказа в производство вперед, в будущее. Дата запуска изделия/заказа в производство указывается перед началом планирования и может быть равна текущей дате или быть больше ее. Такой подход позволяет избежать необходимости перепланирования в результате пересечения границы сегодняшнего дня и ухода в прошлое;
3. план формируется за один цикл. Поскольку планирование выполняется от даты запуска вперед, в будущее, то однозначно будет найдена конечная дата изготовления изделия;
4. план формируется с учетом имеющейся загрузки оборудования. Поскольку план формируется на весь период изготовления изделий, то загрузка оборудования известна на любой период (неделю, месяц, год). Исходя из этой информации, всегда можно поставить в план изготовление нового заказа с учетом изготовления всех имеющихся заказов и изделий;
5. план может формироваться на любой период, срок, который зависит только от времени изготовления изделия.
На основе предложенной методики на машиностроительном предприятии ОАО «Дальрыбтехцентр» разработана и внедрена оригинальная система формирования интегрального производственного плана на платформе 1С:УПП. Система позволяет оперативно определять сроки исполнения заказов с учетом реальной загрузки мощностей предприятия.
Список литературы:
1.Гаврилов Д.А. Управление производством на базе стандарта MRPII. 2-е изд. СПб.:Питер, 2008. — 416 с.: ил.
2.ГОСТ 2.053-2006. Единая система конструкторской документации. Электронная структура изделия. Общие положения. М. Стандартинформ. 2007.
3.Ковальский В.И. Организация и планирование производства на машиностроительном предприятии.: Учеб.пособие для машиностроительных техникумов / В.И. Ковальский. М.: Машиностроение, 1986. — 288 с.: ил.
4.Мауэргауз Ю.Е. «Продвинутое» планирование и расписания (AP&S) в производстве и цепочках поставок. М.: Экономика, 2012. — 574 с.
5.Мезенцев Ю.А. Оптимизация расписаний последовательно-параллельных обслуживающих систем // Программные продукты и системы. — 2009. — № 1. — С. 22—26.
6.Организация и планирование машиностроительного производства (производственный менеджмент): Учебник / К.А. Грачева, М.К. Захарова, Л.А. Одинцова и др.; Под ред. Ю.В. Скворцова, Л.А. Некрасова. М.: Высш. шк., 2003. — 470 с.: ил.
7.Питеркин С.В. Точно вовремя для России. Практика применения ERP-систем. / С.В. Питеркин, Н.А. Оладов, Д.В. Исаев. М.: Альпина Бизнес Букс, 2005. — 368 с.
8.Технология машиностроения. Часть I: Учебное пособие/ Э.Л. Жуков, И.И. Козарь, Б.Я. Розовский, В.В. Дегтярев, А.М. Соловейчик; Под ред. С.Л. Мурашкина. СПб.: Изд-во СПбГТУ, 1999. — 190 с.
9.Фролов Е.Б. MES-системы, как они есть или эволюция систем планирования производства. Часть II. / Е.Б Фролов, Р.Р. Загиддулин [Электронный ресурс] — Режим доступа. — URL: http://12news.ru/doc2593.html
дипломов