
Статья опубликована в рамках: XXXII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 26 марта 2014 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
АНАЛИЗ СПОСОБОВ ОБРАБОТКИ ДИСКОВЫХ МНОГОЗУБЫХ ИНСТРУМЕНТОВ
Парненко Валерия Сергеевна
ассистент, кафедра интегрированных технологий машиностроения, Национальный технический университет Украины «Киевский политехнический институт», Украина, г. Киев
ANALYSIS OF THE METHODS OF HANDLING OF THE DISC INSTRUMENTS WITH A LOT OF TEETH
Parnenko Valeriia
assistant , National Technical University of Ukraine "Kyiv Polytechnic Institute", Department of Integrated Technology Engineering, Ukraine Kyiv
АННОТАЦИЯ
Целью настоящей статьи является анализ методов обработки многозубых дисковых инструментов. Для достижения поставленной цели в данной статье рассматриваются всевозможные методы и способы обработки заданного инструмента, а также инструмент второго порядка, которым возможно производить обработку. Проведенный обзор показывает, что фасонные обкаточные фрезы имеют ряд существенных преимуществ.
ABSTRACT
The purpose of this article is to analyze methods of processing the instruments with a lot of teeth. To achieve this goal, this paper discusses various methods and techniques for processing a given instrument, as well as a tools of the second order, which may make processing. The review shows that the run-in shaped cutters have some significant advantages.
Ключевые слова: копирование; обкатка; дисковый инструмент; многозубый инструмент; инструмент второго порядка.
Keywords: method of running; method of replication; disc tool; the instruments with a lot of teeth; the tool of the second order.
Существует два метода обработки зубьев дисковых многозубых инструментов: метод копирования и метод обкатки [3, c. 350]. В зависимости от формы и размеров профиля зуба, а также от числа зубьев, используется различные способы фрезерования, а также шлифование (рис. 1).
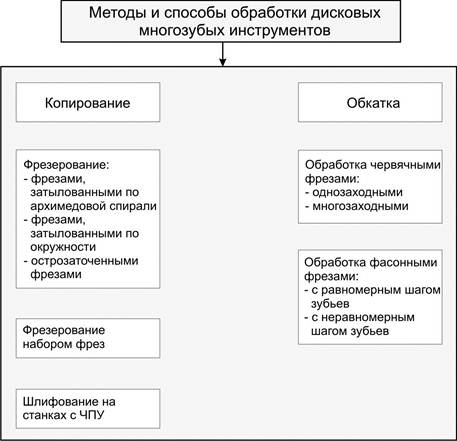
Рисунок 1. Методы и способы обработки дисковых многозубых инструментов
При малом числе зубьев обработка ведется методом копирования. При методе копирования профиль режущих кромок полностью соответствует профилю впадин. Достоинством метода копирования является простая кинематика станка. Обработка многозубых изделий методом копирования на универсально-фрезерных станках одноугловыми и двухугловыми фрезами имеет свои достоинства и недостатки [2, c. 171]. Одноугловая фреза характеризуется простотой изготовления, поскольку впадина зуба образуется за один проход простой угловой фрезой, что является ее единственным достоинством. Большую стойкость имеет двуxугловая фреза по сравнению с одноугловой. (рис. 2 а-г).
Методом копирования производится обработка зубьев многозубых изделий шлифовальными кругами (рис. 2 д). Основными преимуществами процесса вышлифовки стружечных канавок являются высокая точность и качество поверхностей режущей части инструмента, сокращение цикла производства.
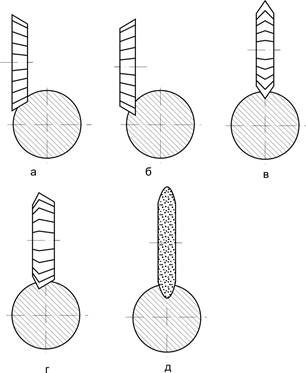
Рисунок 2. Обработка зубьев дискового многозубого инструмента методом копирования
При вышлифовке зубьев могут применяться дисковые фасонные круги, профиль которых совпадает с профилем стружечной канавки. Существенным недостатком использования таких кругов является их профилирование на каждый отдельный типоразмер.
Преимущества метода копирования заключается в простоте конструкции инструмента, его технологичности, возможности оснащения твердым сплавом. Обработка ведется как на универсальных станках, так и на станках с ЧПУ. Метод копирования обеспечивает обработку любых многозубых изделий.
Метод копирования является приемлемым при обработке изделий с малым числом зубьев. Но при обработке дисковых многозубых инструментов с равномерным шагом зубьев типа дисковых пил и при большом числе зубьев этот метод является затруднительным, так как трудно обеспечить необходимую точность шага зубьев. При большом числе зубьев накапливаются ошибки при делении на шаг и становятся недопустимыми, в результате чего может изменяться, по сравнению с чертежом, число зубьев инструмента.
Поэтому широкое распространение при обработке разнообразных дисковых многозубых инструментов с равномерным шагом зубьев и с большим числом зубьев получили инструменты, работающие методом обкатки.
Среди инструментов, работающих методом обкатки, наиболее широкое применение получили червячные фрезы [2, c. 316], обрабатывающие всевозможные дисковые многозубые инструменты на зубофрезерных станках и обеспечивающие высокую точность по шагу (рис. 3).
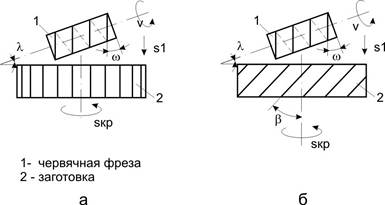
Рисунок 3. Схема обработки дисковых многозубых инструментов червячной фрезой на зубофрезерном станке
В результате кинематики, показанной на рисунке 3, червячная фреза ведет непрерывно обработку, не имеет холостых перемещений, что объясняет высокую производительность процесса и большую точность окружного шага зубьев обрабатываемой детали. К преимуществу червячной фрезы относится также то, что она не является инструментом постоянной установки и при эксплуатации может перемещаться вдоль своей оси, что увеличивает общий срок службы инструмента.
При малых размерах канавок зубьев, что, как правило, имеют многозубые изделия, размеры зуба фрезы, определяемые при профилировании инструмента, сравнительно небольшие, что затрудняет изготовление такого инструмента и обуславливает быстрый износ фрезы.
К недостаткам червячных фрез относится то, что ими невозможно обработать многозубые детали с поднутрением. Поэтому, как правило, проектируют червячные фрезы для изделий, считая, что профиль их зубьев имеет угол g≤0°. Поэтому если изделие имеет угол g>0°, то приходится необходимый профиль изделия, после фрезерования червячными фрезами, обработки зуборезными гребенками или долбяками, окончательно обрабатывать шлифованием, что снижает производительность обработки.
Детали зубчатого типа, впадины которых не могут быть образованы червячными фрезами с профилированием методом обкатки, изготовляют червячными фрезами, осуществляющими процесс профилирования методом копирования. Обработка производится при непрерывных вращательных движениях фрезы и заготовки, это обеспечивает непрерывный процесс деления — переход от одной впадины к следующей.
Червячные фрезы постоянной установки, работающие методом обкатки, предназначены для получения прямолинейного профиля детали без переходных кривых. В этом случае формирование профиля изделия производится, как правило, одним профилирующим зубом, все остальные зубья только вырезают материал впадины зуба, не соприкасаясь с поверхностью изделия. Недостатком фрез постоянной установки является сложность конструкции, а также то, что они не допускают передвижек на оправке и требуют определенной установки относительно обрабатываемой заготовки, что усложняет эксплуатацию рассматриваемого инструмента. Особой конструктивной разновидностью червячных фрез постоянной установки являются фрезы-улитки (рис. 4).

Рисунок 4. Фреза улитка
Эти фрезы применяются для нарезания внутренних и наружных зубьев различных цилиндрических изделий. Их применяют большей частью при фрезеровании крупных изделий. При применении этих фрез окончательное образование профиля впадины производится методом копирования последним профилирующим зубом, режущие кромки которого имеют форму впадины. Предшествующий ему зуб не может иметь таких же размеров, так как он срежет часть контура требуемого профиля зуба детали. Чтобы этого не произошло, форму режущих кромок предшествующего зуба фрезы следует изменить, чтобы она не выходила за пределы будущей впадины, образуемой последним зубом фрез. Это изменение может быть любым, легко технологически осуществимым и обеспечивающим допустимую толщину срезаемых слоев, значение геометрических параметров и др. Несмотря на высокую производительность, фрезы-улитки имеют сравнительно малое распространение. Изготовление таких фрез-улиток, особенно при малых размерах зубьев, затруднительно.
Известны также дисковые фасонные фрезы для обработки многозубых изделий методом обкатки. Их преимущества — простота конструкции инструмента; сравнительно высока стойкость, так как каждый зуб фрезы является профилирующим; высокая точность изготовленных деталей по шагу зубьев в силу обработки методом обкатки, простота переточек и т. п.
Фасонные обкаточные фрезы являются инструментом постоянной установки. Изменение положения фрезы относительно заготовки приводит к искажению профиля изделия, что усложняет в определенной степени эксплуатацию такого инструмента.
Преимуществом фасонных обкаточных фрез заключается, в частности, в том, что они могут обрабатывать изделия с равномерным шагом зубьев, изделия типа дисковых отрезных пил с положительными передними углами.
Рассматриваемые конструкции фасонных фрез были разработаны и исследованы применительно к изготовлению храповых колёс (рис. 5), что позволило существенно повысить точность по шагу зубьев и производительность процесса [1, с. 40].
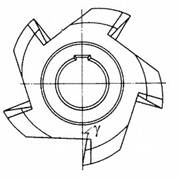
Рисунок 5. Конструкция дисковой фасонной фрезы для изготовления храповых колес
Однако фасонные обкаточные фрезы для обработки многозубых изделий с неравномерным шагом зубьев исследованы недостаточно, и их возможности, области целесообразного применения в полной мере не определены. Не исследованы, в частности, процессы обработки этими инструментами деталей с неравномерным зубом, размеры и формы образующихся на профиле изделия переходных кривых.
Проведенный обзор показывает, что фасонные обкаточные фрезы имеют ряд существенных преимуществ, которые заключаются в простоте конструкции инструмента, высокой точности обработки дисковых многозубых инструментов методом обкатки, в возможности непрерывной обработки изделий с неравномерным шагом зубьев, в простоте переточки инструмента в процессе эксплуатации, которая проводится на обычных универсально-заточных станках с использованием стандартных и широко распространенных универсально-заточных головок.
Список литературы:
1.Одинцова А.С. Фасонные фрезы для обработки храповых колес методом обкатки: Дис. … канд. техн. наук: Киев. / Одинцова Анна Сергеевна. К., 1989. — 208 с.
2.Режущий инструмент: [учебник для вузов] / Д.В. Кожевников, В.А. Гречишников, С.В. Кирсанов, В.И. Кокарев, А.Г. Схиртладзе. М.: Машиностроение, 2007. — 528 с.
3.Родин П.Р. Металлорежущие инструменты. К., Вища школа. Головное изд-во, 1986. — 455 с.
дипломов