Статья опубликована в рамках: XVII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 23 января 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

проектирование литьевых форм с использованием систем инженерного анализа
Махов Сергей Иванович
магистр, АПИ(ф)ФГБОУ ВПО НГТУ, г. Арзамас
Новиков Илья Сергеевич,
магистр, АПИ(ф)ФГБОУ ВПО НГТУ, г. Арзамас
Кангин Михаил Владимирович,
доцент, канд. техн. наук, доцент АПИ(ф)ФГБОУ ВПО НГТУ
DESIGNING OF THE CASTING MOULDS USING THE SHEME OF THE ENGEENIRING ANALYSIS
Sergey Mahov
Master of API (branch of) NSTU, Arzamas
Ilya Novikov
Master of API (branch of) NSTU, Arzamas
Miсhail Кangin
Candidate of Technical Sciences, Associate Professor of API (branch of) NSTU, Arzamas
АННОТАЦИЯ
В данной статье рассмотрены методы повышения эффективности проектирования литьевых форм с применением компьютерного анализа литья термопластов Moldex3D/eDesign R11.0 на примере группы деталей «Корпус».В результате проведённого анализа получены статистические графики и цветовые схемы, характеризующие время заполнения полости формы,расположение линий спая и воздушных ловушек, распределение давления и температуры в полости формы на стадии заполнениядетали с различными вариантами литниковых систем.
ABSTRACT
This article describes sсhemes of the efficiency upgrading of the designing the casting moulds using the computer-aided analysis Moldex3D/eDesign R11.0 of casting thermo-softening plastic materials. The example is the group of parts named “Frame”. The result of the analysis is statistical graphs and color diagrams instantiating mould fill time, physical layout of the weld lines and air traps, dispensing of the temperature and pressure in the casting mould during the casting of the component part using different gating systems.
Ключевые слова: моделирование; литниковая система; температура; давление; линия спая; воздушная ловушка.
Key words: model-based, gating system, temperature, pressure, weld line, air trap, analysis.
Моделирование процесса литья термопластов позволяет в полной мере оценить весь цикл литья, выявить определенные проблемы и поставить задачи для их устранения. Основой данного моделирования является применение фундаментальных законов механики и термодинамики, а также использование концепции сплошной среды для получения математических моделей всех стадий литья.
Современный компьютерный анализ литья пластмасс — совокупность численных методов приближенного решения систем уравнений, описывающих стадии процесса литья на моделях, геометрия которых приближена к геометрии реальных изделий.
Применение компьютерного анализа при литье пластмассовых изделий в значительной мере позволяет повысить эффективность проектирования пресс-форм, не прибегая к большим материальным затратам, помогает подобрать оптимальные режимы литья и конструкцию пресс-формы или детали.
Рассмотрим применение компьютерного анализа при проектировании пресс-формы на деталь «Корпус» (рис. 1.).
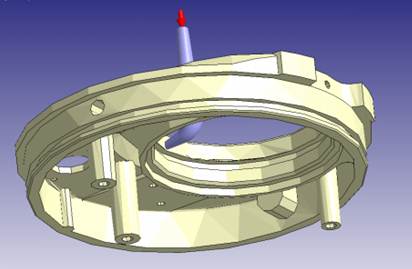
Рисунок 1. 3D-модель анализируемой детали «Корпус»
Деталь имеет форму диска с множеством отверстий различного диаметра, причем как на лицевой стороне, так и на торцевой части. Также имеет конструкционные элементы типа опорной стойки. Деталь в основном имеет одинаковую толщину, но также имеются зоны больших толщин, которые показаны на рисунке. Зоны с наибольшей толщиной показаны красным цветом(рис. 2). Здесь нужно обратить внимание на появление утяжин в данных местах. В совокупности всех конструкционных элементов можно сделать вывод о том, что деталь имеет сложную конфигурацию, которая не позволяет применить обычную схему литниковых каналов, системы охлаждения, а также трациционные параметры литья.
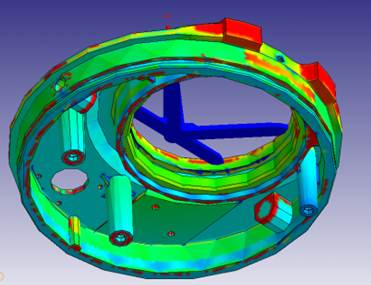
Рисунок 2. Анализ толщин анализируемой детали
Первой задачей при проектировании пресс-формы является расположение и конфигурация литниковой системы. К данной детали можно применить разнообразные литниковые системы, но, пользуясь соответствующей литературой, можно выявить, что конструкция детали предусматривает использование лишь некоторые виды литниковых систем. Наиболее эффективным является расположение впускного литника по центру детали, так как изначально был расчет на то, что форма будет одноместной. Далее встала проблема расположения разводящих литников. Здесь использовались два варианта.
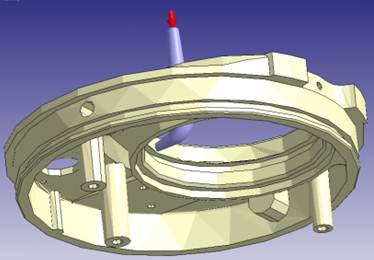
Рисунок 3. Литниковая система с одним точечным впуском
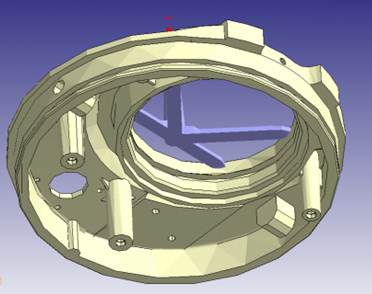
Рисунок 4. Литниковая система с разводящимлитником, имеющим 4 точки впуска.
Далее в проектировании пресс-формы нужно определиться с расположением каналов системы охлаждения. В данном случае применилась стандартная схема расположения каналов охлаждения для обоих вариантов.
После проведения компьютерного анализа обоих вариантов получили следующие результаты:
На стадии заполнения получили данные по времени заполнения, давлению, температуре фронта расплава, объемной усадке, определили места воздушных ловушек и их концентрацию по всей формообразующей полости,а также расположение линий спая.
В обоих вариантах наблюдается незначительный неполный впрыск:
· литник, имеющий 4 точки впуска — 3,89 % объема полости;
· одноточечный литник — 4,1 %.
Время заполнения было задано, как исходный параметр на литьевой машине и равнялось t=1 с., а по графику на рис.5 видно, что реальное время заполнения немного больше и равняется ![]() . Отсюда можно сделать вывод, что полость формы не заполнится полностью. По полученным цветовым схемам можно увидеть зоны, где расплав не успевает заполнить полости формы (рис. 5).
. Отсюда можно сделать вывод, что полость формы не заполнится полностью. По полученным цветовым схемам можно увидеть зоны, где расплав не успевает заполнить полости формы (рис. 5).
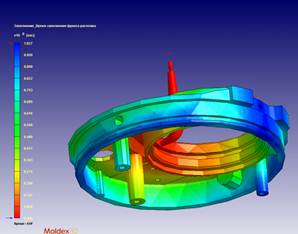
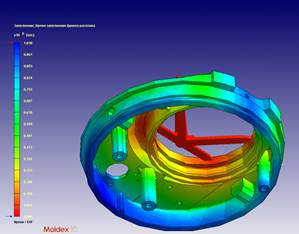
Рисунок 5. Анализ времени заполнения полости формы
Обе формы имеют много мест скопления воздуха, которые показаны на рис. 6 голубыми точками. По данным результатам можно определить места, где нужно расположить вентиляционные каналы. По данному параметру формы имеют незначительное различие.
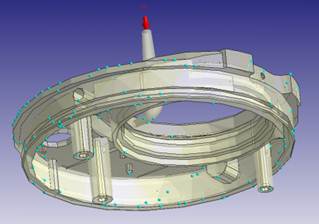
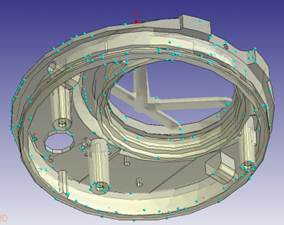
Рисунок 6. Анализ расположения воздушных ловушек
Количество линий спая объясняется количеством потоков фронта расплава, то есть где больше потоков там и больше линий спая. Однако деталь имеет множество отверстий, около которых вне зависимости от количества потоков будут образовываться линии спая. Здесь можно сделать вывод о том, что чем больше разводящих каналов, тем больше линий спая, поэтому наилучшая картина по данному параметру наблюдается в форме с одноточечным литником. Расположение линий спая показано на рис. 7.
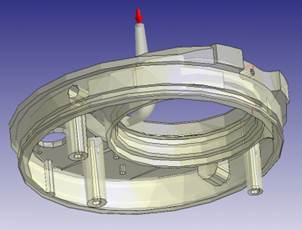
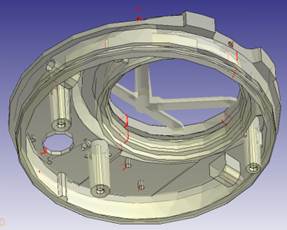
Рисунок 7. Анализ расположения линий спая
Распределение давления в формообразующей полости в текущий момент показано различными цветами (рис. 8 и рис. 9). Основываясь на падении и распределении давления, можно исправить дизайн изделия и заливки под давлением. По распределению давления можно:
·Проверить ситуацию с переносом давления;
·Проверить падение давления в системе литниковых каналов;
·Проверить баланс потока;
·Избежать чрезмерной выдержки под давлением и облоя расплава;
·Проверить степень выдержки под давлением.
По статистическим графикам и цветовым схемам можно сказать, что на форме с 4-хточечным литником наблюдается более равномерное распределение давления по всей полости формы. Также наблюдается большее падение давления в системе литниковых каналов, что может привести к недостаточному заполнению полости формы и потребует большего времени выдержки под давлением и появлению облоя.
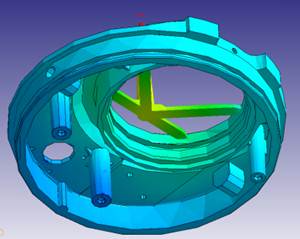
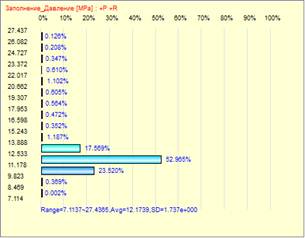
Рисунок 8. Распределение давления в полости формы с литником, имеющим 4 точки впуска
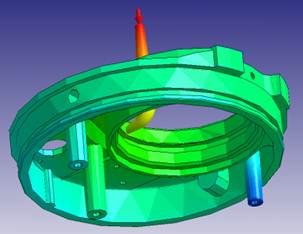

Рисунок 9. Распределение давления в полости формы с литником, имеющим одну точку впуска
Еще одним важным параметром на стадии заполнения является температура фронта расплава.Температура фронта расплава - это температура пластмассового расплава при достижении данной точки. Это значение показывает, как тепло передается и диссипирует во время фаз литья под давлением. По статистическому графику на рис. 10 и рис. 11 можно сказать о том, что в форме с литником, имеющим 4 точки впуска наблюдается более равномерное распределение температуры по всей полости формы.
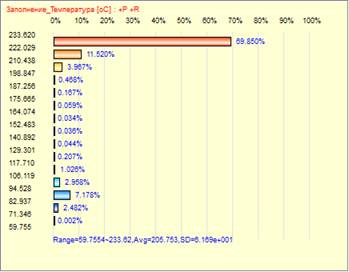
Рисунок 10. Статистический график распределения температуры расплава в форме, имеющей4 точки впуска.
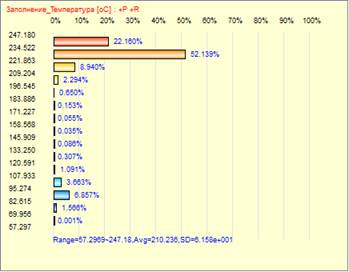
Рисунок 11. Статистический график распределения температуры расплава в форме, имеющейодну точку впуска.
Стадия заполнения является важнейшей в процессе литья под давлением, так как она создает основу для остальных стадий. Зная влияние параметров этой стадии на качество детали можно на корню предотвратить основные виды дефектов и, как следствие появление брака. К таким параметрам можно отнести температуру формы, температуру расплава, давление в полости формы и в литниковой системе, а также движение фронта расплава в полости формы.
По рассмотренным параметрам можно сделать вывод о том, что на стадии заполнения более приемлемым вариантом литника является литник, имеющий 4 точки впуска. По некоторым параметрам варианты не сильно отличаются, но распределение давления и температуры фронта расплава в форме с литником, имеющим 4 точки впуска более равномерное. Состояние расплава в нем более оптимальное для перехода к другой стадии литья.
Список литературы:
1.Литье пластмасс под давлением / Т.А. Освальд, Л.-Ш. Тунг, П.Дж. Грэмани, под ред. Э.Л. Калинчева — СПб.: Профессия, 2006. — 712 с., ил.
2.Переработка пластмасс/ Шварц О., Эбелинг Ф.-В., Фурт Б.; под общ.ред. А.Д. Паниматченко. — СПб.: Профессия, 2005. — 320 с., ил.
3.Техника переработки пласмасс/ Подред. Н.И. Басова и В. Броя. — совместное идание СССР и ГДР (Издательство «ДейтчерФерлагФюрГрунтштофиндустри», г. Лейпциг). — М.: Химия, 1985. — 528 с., ил.
дипломов