Статья опубликована в рамках: XVII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 23 января 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ С ИСПОЛЬЗОВАНИЕМ САПР ТП ВЕРТИКАЛЬ V5
Махов Сергей Иванович
магистр, АПИ(ф)ФГБОУ ВПО НГТУ, г. Арзамас
Новиков Илья Сергеевич,
магистр, АПИ(ф)ФГБОУ ВПО НГТУ, г. Арзамас
Кангин Михаил Владимирович,
доцент, канд. техн. наук, доцент АПИ(ф)ФГБОУ ВПО НГТУ
TECHNOLOGICAL PROCESS DESIGNING USING ASCON CAD VERTIKAL V5
Sergey Mahov
Master of API (branch of) NSTU, Arzamas
Ilya Novikov
Master of API (branch of) NSTU, Arzamas
Miсhail Кangin
Candidate of Technical Sciences, Associate Professor of API (branch of) NSTU, Arzamas
Аннотация
В данной статье рассмотрены методы повышения эффективности технологической подготовки производства с использованием САПР ТП ВЕРТИКАЛЬ V5 на примере группы деталей «ВТУЛКА ГИДРОКЛАПАНА».
ABSTRACT
This article describes schemes of the efficiency upgrading of the engineering process using ASCON CAD VERTIKAL V5. The example is the group of parts named “Hydraulic valve’s spigot”.
Ключевые слова: типовые технологические процессы; конструкторско-технологические элементы; автоматизированное проектирование технологических процессов.
Keywords: typical technological process; design technology elements; Computer-Assisted Design of technological process.
Основными особенностями эффективности функционирования машиностроительного предприятия являются короткие сроки и высокое качество технологической подготовки производства (ТПП). ТПП включает комплекс работ, обеспечивающих наиболее эффективное применение новых высокопроизводительных технологических процессов (ТП) с использованием передовых достижений науки и техники, технологический контроль конструкторских чертежей, разработки процессов получения заготовок, их механической, термической и отделочной обработки, конструирование средств технологического оснащения, проверку и отладку ТП и конструкции спроектированной оснастки. Возможность сократить сроки ТПП и осуществить ее с более высокими технико-экономическими показателями заключается в технологической унификации. Основными направлениями, которой являются типизация ТП и групповой метод обработки деталей [1, с. 31].
Развитие современных CAD/CAPP/CAE/CAM/PLM-систем позволяет автоматизировать и повысить эффективность процесса разработки технологических процессов за счет:
‒ интеграции с CAD/CAPP систем с целью: автоматического переноса данных из чертежа (и 3D модели) в текст ТП; обеспечения визуальной настраиваемой связи графических данных (конструкторской информации) со структурными элементами ТП (технологической информацией); просмотр и редактирование планов обработки поверхностей КТЭ в привязке к элементам 3D модели; навигации в тексте ТП по 3D модели и (или) по чертежу.
‒ проектирования технологических процессов в следующих автоматизированных режимах: на основе техпроцесса аналога; с использованием библиотеки часто повторяемых технологических решений; с использованием библиотеки конструкторско-технологических элементов (КТЭ); автоматического формирование фрагментов ТП на основе типовых планов обработки КТЭ; заимствования технологических решений из ранее разработанных технологий; диалоговый режим проектирования с использованием баз данных системы.
·автоматизированного формирования текстов переходов в следующих режимах: по алгоритмам выбранного плана обработки; по нормируемой операции ТП; формирование стандартизованных переходов (по ЕСТД или СТП) с помощью справочников; копирование готовых переходов из Библиотеки пользователя или других ТП.
·автоматизированного предоставления данных о материалах, оборудовании, инструменте и т.п. с помощью Универсального технологического справочника (УТС) и корпоративного справочника Материалы и сортаменты.
·автоматизированного выбора средств технологического оснащения: автоматический подбор инструмента и оснастки по параметрам, заданным для выбранного типового плана обработки КТЭ; выбор из справочников с учетом возможных связей инструмента с оборудованием и других заданных ограничений на выборку.
·разнообразные прикладные модули позволяют производить расчет трудовых и материальных затрат, режимов резания и т. п.
·все приложения получают технологические данные из системы ВЕРТИКАЛЬ, а справочные данные — из Универсального технологического справочника и корпоративных справочников.
Для решения задачи повышения эффективности технологической подготовки производства с использованием САПР ТП ВЕРТИКАЛЬ V5 авторам потребовалось:
·на основе классификационных признаков выявить группу деталей, которым можно установить однотипные высокопроизводительные методы обработки с использованием однородных и быстропереналаживаемых орудий производства.
·выявить множеств КТЭ входящих состав всей группы деталей и разработать комплексную деталь, содержащую в своей конструкции все основные элементы характерные для деталей данной группы («Вал привода») и являющейся ее конструктивно-технологическим представителем.
·разработать групповой технологический процесс (ТТП/ГТП) с использованием САПР ТП ВЕРТИКАЛЬ V5, который позволил бы обработать любую деталь группы без значительных отклонений от общей технологической схемы.
·разработать единичный технологический процесс (ЕТП) на конкретную деталь на базе спроектированного ранее ТТП/ГТП.
·доработать спроектированный ЕТП рассчитав режимы резания, нормы времени и т. д., уточнив средства технологического оснащения, сформировав комплект технологической документации.
В результате анализа совокупности деталей по габаритам, геометрической форме, общности подлежащих обработке поверхностей, точности и шероховатости обрабатываемых поверхностей, однородности заготовок выявлена группа деталей, которая может характеризоваться при обработке общностью оборудования, технологического оснащения и технологического процесса. Разработанная комплексная деталь, содержащая в своей конструкции все основные элементы характерные для деталей данной группы «Втулка гидроклапана» и являющаяся ее конструктивно-технологическим представителем показана на рис. 1.
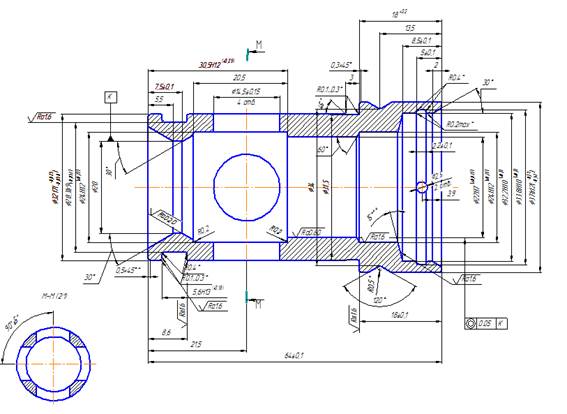
Рисунок 1. Комплексная деталь
Во время проектирования ТТП/ГТП в САПР ТП ВЕРТИКАЛЬ V5:
·к файлу ТТП/ГТП были подключены 3D модель и чертеж детали;
·сформировано дерево КТЭ отображающее состав и иерархию элементарных поверхностей, КТЭ и групп КТЭ детали;
·сформировано дерево ТП отображающее состав и иерархию операций, переходов, оснастки и других объектов, составляющих технологический процесс изготовления ДСЕ;
·проектирование ТТП/ГТП велось как наполнением дерева ТП, так и наполнением дерева КТЭ;
·настроены связи между деревом КТЭ, деревом ТП и 3D моделью (чертежом), что позволило легко ориентироваться в техпроцессе;
·формирование всех объектов ТТП/ГТП осуществлялось путем их добавления из УТС; поиск необходимых объектов осуществлялся с использованием механизмов фильтрации и поиска данных, что значительно повысило скорость проектирования.
Фрагмент спроектированного ТТП/ГТП показан в рабочем окне САПР ТП ВЕРТИКАЛЬ V5 (рис. 2).
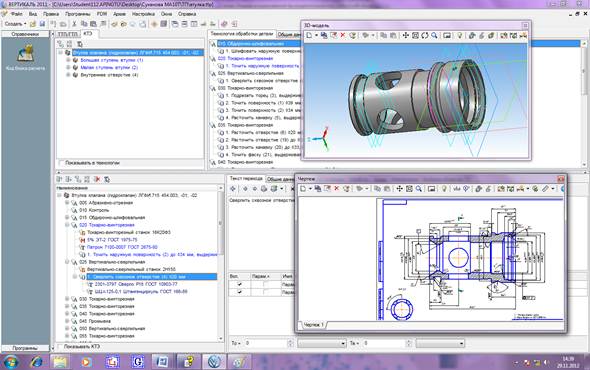
Рисунок 2. Фрагмент ТТП/ГТП в рабочем окне ВЕРТИКАЛЬ V5
Во время проектирования ЕТП на одну деталь из группы, на основе созданного ТТП/ГТП:
·в режиме редактирования общих данных из дерева КТЭ ТТП/ГТП были выбраны и удалены вместе с переходами обработки КТЭ, не входящие в проектируемый техпроцесс;
·переподключены эскизы и чертежи;
·изменены параметры размеров и шероховатостей;
·уточнены средства технологического оснащения (оборудование, инструмент, оснастка и т. д.);
·рассчитаны режимы резания и нормы времени;
Фрагмент спроектированного ЕТП на базе разработанного ранее ТТП/ГТП показан в рабочем окне САПР ТП ВЕРТИКАЛЬ V5 (рис. 3).
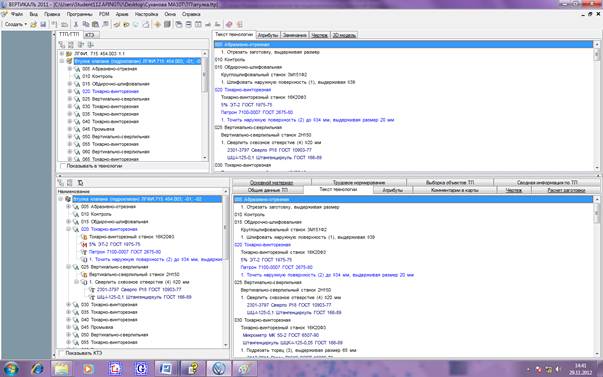
Рисунок 3. Фрагмент ЕТП в рабочем окне ВЕРТИКАЛЬ V5
В ходе работы авторами в УТС была внесена недостающая информация о станках, инструментах, оснастке и КТЭ и других объектах необходимых для технологического проектирования.
Использование САПР ТП позволяет:
·существенно сократить сроки и трудоемкость технологической подготовки производства;
·существенно повысить качество технологической документации;
·сократить число воспроизводимых технологических маршрутов и тем самым снизить издержки на материально-техническое обеспечение производства за счет оптимизации номенклатуры применяемых материалов, оснастки и режущих инструментов.
Список литературы:
1.Митрофанов С.П. Групповая технология машиностроительного производства. В 2-х т. Т. 1. Организация группового производства. 3-е изд., перераб. и доп. –— Л.: Машиностроение, Ленингр. отд-ние, 1983. – 407 с., ил.
2.Суханова М.И., Кангин М.В. Повышение эффективности технологической подготовки производства с использованием САПР ТП ВЕРТИКАЛЬ V5 на примере группы деталей «Вал привода» // Технические науки основы современной инновационной системы: Материалы международной научно-практической конференции (Йошкар-Ола 25 апр.): В 2 ч. [текст] / Приволжский научно-издательский центр. — Йошкар-Ола: КОЛЛОКВИУМ, 2012. — 1 ч. 144 с. — 2 ч. 120 с.
дипломов