Статья опубликована в рамках: XLVI Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 27 мая 2015 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
ОБЕСПЕЧЕНИЕ ТОЧНОСТИ ФОРМЫ ОБОЛОЧЕК КОРПУСОВ ГЕОХОДА ПРИ СБОРКЕ
Чазов Павел Андреевич
аспирант, ТПУ, учебный мастер кафедры ТМС ЮТИ ТПУ, РФ, г. Юрга
ENSURE THE ACCURACY FORMS SHELLS OF BODY OF GEOHOD DURING ASSEMBLY
Chazov Pavel
graduate student, TPU, educational master the department TMS YUTI TPU, Russia, Yurga
АННОТАЦИЯ
Дано краткое описание специфики производства нового вида щитовых проходческих агрегатов многоцелевого назначения — геоходов; описаны мероприятия по формированию точности оболочек корпусов геохода в процессе сборки; выполнен анализ вариантов сочетаний мероприятий по обеспечению геометрической точности оболочек; выявлены достоинства и недостатки мероприятий и их сочетаний.
ABSTRACT
A brief description of the specifics of the production of a new type of shield tunneling machines, multi-purpose — geohod; describes measures to form shells of geohod’s body accuracy during assembly; the analysis of options for combinations of measures to ensure the geometric accuracy of the shells; identified the strengths and weaknesses of activities and their combinations.
Ключевые слова: Геоход; точность сборки; базирование; геометрическая точность.
Keywords: Geohod; precision assembly; basing; geometric accuracy.
Создание новых типов машин ставит новые научно-технические задачи как в направлениях их проектирования, так и в не менее важных вопросах разработки технологий производства. Новый вид щитового проходческого агрегата — геоход относится к принципиально новому типу машин, в связи с чем конструкторские и опытно-технологические разработки в данном направлении сопряжены с рядом трудностей, обусловленными [5]:
· низкой унификацией составных частей машины;
· наличием уникальных особенностей или сочетания особенностей конструкции машины;
· отсутствием предприятий, чьи производственные процессы ориентированы на изготовление таких машин;
· сложностью оценки технико-экономической эффективности тех или иных технологических решений в связи с отсутствием практики выполнения специфичных технологических операций, в особенности связанных со сборкой, контролем и регулировкой составных частей машины.
Конструкция геохода содержит ряд крупногабаритных корпусных изделий: стабилизирующая секция, головная секция и корпусы модуля сопряжения [3]. Точность оболочек корпусов задана требованием цилиндричности, как показано на рис. 1.
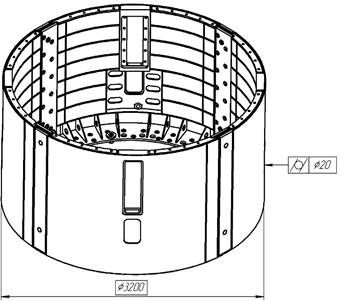
Рисунок 1. Требования к геометрической точности оболочек
Технологически точность формируется точностью оболочек отдельных секторов и их взаимным расположением при сборке [6]. При этом для формирования точности оболочек могут быть использованы следующие мероприятия [4]:
1. Мероприятие «А. Выверка шпангоутов по листу оболочки» заключается в том, что форма оболочки сектора определяется формой листа, по которому ориентируются шпангоуты, а возникающий зазор заплавляется при сварке сектора.
2. Мероприятие «B. Натягивание листа на шпангоуты» заключается в том, что форма оболочки сектора определяется формой и размещением шпангоутов, по которым ориентируется и в соответствии с которыми деформируется лист.
3. Мероприятие «C. Сборка без корректировки радиусов» заключается в том, что при сборке сектора ориентируются таким образом, чтобы поверхности оболочек секторов выстроились в одну цилиндрическую поверхность с номинальным радиусом секторов. При этом превалирующим фактором, определяющим форму оболочки секции будет являться форма секторов.
4. Мероприятие «D. Сборка с корректировкой радиусов» заключается в том, что при сборке сектора ориентируются таким образом, чтобы поверхности оболочек секторов лежали внутри поля допуска. При этом в сечении поверхность секции будет являться криволинейным многоугольником.
5. Мероприятие «E. Обеспечение формы механической обработкой разъемов» заключается в том, что разъемы секторов, в том числе и отверстия под штифты, полностью обеспечивают взаимное базирование секторов при сборке за счет точности их механической обработки.
6. Мероприятие «F. Обеспечение формы позиционированием секторов при сборке» заключается в том, что в процессе сборки сектора взаимно ориентируют по поверхностям оболочек секторов независимо от разъемов. Замки разъемов могут в таком случае ввариваться в конструкцию «по месту».
Граф мероприятий по обеспечению геометрической точности оболочек приведен на рис. 2. Данный граф позволяет синтезировать варианты технологии изготовления корпусных изделий геохода. Всего возможны восемь различных вариантов сочетаний мероприятий по обеспечению геометрической точности оболочек: «ACE», «ACF», «ADE», «ADF», «BCE», «BCF», «BDE», «BDF» [2; 7].
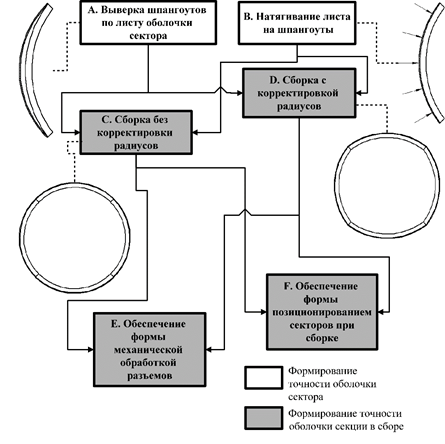
Рисунок 2. Граф мероприятий по обеспечению геометрической точности оболочек
Выбор того или иного варианта должен учитывать сочетания достоинств и недостатков каждого из мероприятий, которые приведены в табл. 1.
Таблица 1.
Достоинства и недостатки мероприятий по обеспечению геометрической точности оболочек
|
Мероприятие |
Достоинства |
Недостатки |
|
«А. Выверка шпангоутов по листу оболочки» |
Не требуются сложные приспособления для взаимной ориентации шпангоутов. Лист приваривается в релаксированном состоянии |
Недостаточная жесткость листа. Возможен повышенный расход сварочных материалов для заполнения зазоров. Сложность получения высокой точности формы листа, а соответственно и секции |
|
«B. Натягивание листа на шпангоуты» |
Возможность обеспечения высокой точности шпангоутов, а соответственно и секции. Возможность обеспечения удобного пространственного расположения сварных швов |
Требуется сложное приспособление для взаимной ориентации шпангоутов. Лист приваривается в напряженном состоянии, что может вызвать коробления конструкции |
|
«C. Сборка без корректировки радиусов» |
Относительная простота выверки секторов при сборке или механической обработке. Отсутствие огранки поверхности оболочки. |
Невозможность исправления неточностей, возникших при изготовлении секторов. |
|
«D. Сборка с корректировкой радиусов» |
Возможность исправления неточностей, возникших при изготовлении секторов. |
Сложность выверки секторов при сборке или механической обработке. |
|
«E. Обеспечение формы механической обработкой разъемов» |
Высокий уровень взаимозаменяемости. Снижение трудоемкости процесса сборки. |
Высокие требования к точности обработки, потребность в точном крупногабаритном оборудовании. Требуется наличие надежных баз и достаточная жесткость конструкции сектора. |
|
«F. Обеспечение формы позиционированием секторов при сборке» |
Гарантированная собираемость секции |
Высокая трудоемкость сборки и большой расход сварочных материалов. Отсутствие взаимозаменяемости секторов. |
Среди указанных восьми вариантов сочетаний мероприятий по обеспечению геометрической точности оболочек особый интерес представляют вариант «ADF», а также варианты «ADE» и «ACE». Это связано с тем, что вариант «ADF» обладает крайне важными в условиях опытного производства преимуществами: возможностью исправления неточностей и гарантированной собираемостью. Варианты «ADE» и «ACE» позволяют обеспечивать собираемость для конструкций, в которых вваривание замков «по месту» невозможно (корпуса модулей сопряжения) [1].
Результаты:
· разработан граф технологических мероприятий по обеспечению точности оболочек корпусных изделий геохода, позволяющий выполнять синтез различных вариантов технологий изготовления таких изделий геохода, как головная секция, стабилизирующая секция, корпусы модуля сопряжения, ротор погрузочного устройства;
· разработана методика обеспечения точности оболочек корпусных изделий их позиционированием при сборке
· выполнен анализ методов обеспечения собираемости корпусных изделий геохода, позволяющий выполнить выбор того или иного метода обеспечения собираемости в зависимости от конструкции изделия и условий производства.
Список литературы:
1.Аксенов В.В., Вальтер А.В., Лагунов С.Е. Настройка положения опор методом триангуляции при сборке секций геохода // Технологии и материалы. — 2015. — № 1. — С. 31—36.
2.Аксенов В.В., Вальтер А.В., Бегляков В.Ю. Обеспечение геометрической точности оболочки при сборке секций геохода // Обработка металлов (Технология, оборудование, инструменты). — 2014. — № 4 (65). — С. 19—28.
3.Аксенов В.В., Вальтер А.В. Специфика геохода как предмета производства // Научное обозрение. — 2014. — Vol. 8, — Ч. 3. — P. 945—950.
4.Колганов И.М., Филиппов В.В. Проектирование приспособлений, прочностные расчеты, расчет точности сборки. Ульяновск: УлГТУ, 2000. — 99 с.
5.Петрушин С.И., Губайдулина Р.Х. Организация жизненного цикла изделий машиностроения: монография. Томск: Изд-во Томского политехнического университета, 2012. — 200 с.
6.Радзевич С.П. Формообразование поверхностей деталей (Основы тео-рии). Киев: Растан, 2001. — 592 с.
7.Walter A.V., Aksenov V.V. Determining deviations in geometry of the geokhod shells // Applied Mechanics and Materials. — 2015. — Vol. 2017. — P. 439—444.
дипломов