Статья опубликована в рамках: XIV Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 10 октября 2012 г.)
Наука: Технические науки
Секция: Технология материалов и изделий легкой промышленности
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ПРОВЕРКА ВОЗМОЖНОСТИ ХОЛОДНОЙ ГИБКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ И ТИТАНОВЫХ СПЛАВОВ
Козлов Александр Васильевич
научный руководитель, д-р техн. наук, профессор,
филиал ФГБОУ ВПО «ЮУрГУ» (НИУ) в г. Златоусте
E-mail: kozlov@zb-susu.ru
Бобылев Андрей Викторович
канд. техн. наук, доцент,
филиал ФГБОУ ВПО «ЮУрГУ» (НИУ) в г. Златоусте
E-mail: bavzlatoust@mail.ru
Халиулин Евгений Велемьянович
соискатель, машиностроительный факультет
филиал ФГБОУ ВПО «ЮУрГУ» (НИУ) в г. Златоусте
E-mail: evgen7778777@gmail.com
CHECK OF POSSIBILITY COLD ARE FLEXIBLE PIPES FROM CORROSION-PROOF AND TITANIC ALLOYS
Alexander Kozlov
research supervisor, Dr. Tech. sciences, professor,
branch FGBOU of VPO "YuURGU" (NIU) in. Silver-tongued orator
Andrey Bobylev
Cand. Tech. sciences, assistant professor,
branch FGBOU of VPO "YuURGU" (NIU) in. Silver-tongued orator
Evgeny Haliulin
competitor, machine-building faculty
branch FGBOU of VPO "YuURGU" (NIU) in. Silver-tongued orator
Аннотация
В данной статье рассмотрены проблемы возможности холодной гибки труб из нержавеющих и титановых сплавов. Проанализированы характерные особенности холодной гибки, которые в значительной степени зависят от основных механических свойств материала изгибаемой трубы (на примере холодной гибки трубы из титанового сплава). Выявлена и обоснована необходимость совместного использования труб из титановых и нержавеющих сплавов. На основе проведенного исследования автором предлагается выделить главное достоинство холодной гибки тонкостенной трубы из титанового сплава — образование гофр не наблюдалось, овальность — в пределах 5 %.
Abstract
This article problems of possibility cold are considered are flexible pipes from corrosion-proof and titanic alloys. Characteristics of the cold are analysed are flexible, which substantially depend on the main mechanical properties of a material of a bent pipe (on an example of the cold pipes from a titanic alloy are flexible). Need of sharing of pipes from titanic and corrosion-proof alloys is revealed and proved. On the basis of the carried-out research by the author it is offered to allocate the main advantage cold are flexible a thin-walled pipe from a titanic alloy — education гофр wasn't observed, ovality — within 5 %.
Ключевые слова: холодная гибка труб; предел текучести; механические свойства материала; раскатной инструмент; титановые сплавы.
Keywords: the cold is flexible pipes; fluidity limit; mechanical properties of a material; raskatny tool; titanic alloys.
Криволинейные участки трубопроводов широко применяются в народном хозяйстве в качестве пологих отводов для магистральных и локальных трубопроводов: отводы гнутые ТУ 102-488-95, отводы гнутые ТУ 51-515-91, отводы гнутые ГОСТ 24950-81 и др. Еще более часто применяются крутозагнутые отводы: отводы крутозагнутые ГОСТ 17375-2001, калачи, утки и др. Особенно в большом объеме они используются в газовой и нефтяной промышленности, в коммунальном хозяйстве, химической промышленности, атомной промышленности, авиа- и ракетостроении, автомобиле- и тракторостроении. Технологические трубопроводы на промышленных объектах соединяют между собой технологические аппараты и машины. Основные характеристики пологих и крутозагнутых отводов приведены в табл. 1 и на рис. 1 [2].
Как показывает анализ наиболее распространенных методов гибки труб для изготовления криволинейных трубопроводов необходимо обеспечить существенное снижение изгибаемого усилия [2].
Таблица 1
Основные характеристики пологих и крутозагнутых отводов
Параметры |
Значение |
Рабочее давление PN (Pp) |
До 32,0 МПа |
Наружный диаметр D |
32—530 мм |
Температура t, ºC |
От –72º до +650º |
Угол гиба, град |
15, 30, 45, 60, 90 |
Угол поворота |
От 15º до 90º |
Радиус гиба К |
От 2 до 5 Ду |
Толщина стенки S |
От 6,0 до 40,0 мм |
Материал |
12Х18Н10Т, 08Х18Н10Т, 15Х5М, 10Х17Н13М2Т |
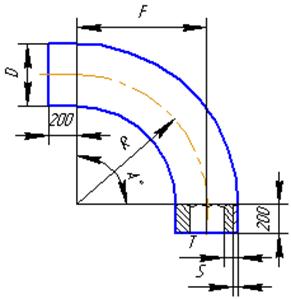
Рисунок 1. Отвод гнутый ТУ 51-515-91 и крутозагнутый ГОСТ 17375-2001 и их основные характеристики
К недостаткам большинства существующих способов снижения усилий при гибке относится то, что они очень энергоемки и требуют применения сложного дорогостоящего оборудования, что снижает эффективность их применения. Кроме того, не исключается потеря устойчивости в зоне гиба, что приводит к деформации формы поперечного сечения трубы, а в ряде случаев к ее разрушению. В случаях, когда работы связаны с нагревом или переохлаждением трубы, снижается безопасность работ.
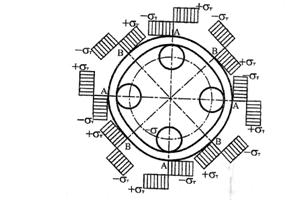
Технология, разработанная в ЮУрГУ, устраняет многие из перечисленных недостатков. Сущность этой технологии [4] заключается в следующем. При вращении ω2 раскатника (рис. 2 а), заведенного в трубу с достаточно большим натягом, в каждой точке кольцевой зоны раскатывания возникает знакопеременный изгиб (рис. 2 б), при котором изгибные напряжения кратковременно достигают предела текучести σT [2].
а) б)
Рисунок 2. Гибка труб, раскатываемых с большими натягами
Возможность холодной гибки описанным выше методом в значительной степени зависит от основных механических свойств материала изгибаемой трубы (табл. 2.) [3, 5].
Таблица 2
Пластичность металлов
Металл |
Предел текучести, МПА |
Относительное удлинение δ, % |
Временное сопротивление, МПА |
Сталь 10 |
205 |
31 |
330 |
Сталь 20 |
245 |
25 |
410 |
Сталь 45 |
355 |
16 |
600 |
12Х18Н10Т |
196 |
40 |
510 |
12Х18Н9Т |
196 |
40 |
540 |
ВТ1-0 |
340 |
20 |
345 |
ВТ1-00 |
240 |
25 |
295 |
ВТ3-1 |
955 |
13 |
1055 |
Наиболее важным параметром для холодной гибки является относительное удлинение δ.
Метод холодной гибки труб с раскатыванием [4] нашел достаточно большое распространение в отечественной промышленности. Проведенные теоретические и экспериментальные исследования [2] позволили разработать конструкции станков, которые охватывают диапазон изгибаемых труб от 57 до 219 мм в диаметре, которые в основном были предназначены для гибки труб из низкоуглеродистых и качественных углеродистых сталей (сталь 10, 20, 45).
В последнее время нами был получен новый заказ для нефтехимической промышленности — изготовление теплообменного оборудования.
Наилучшим образом для этих целей подходят трубы толщиной 5—6 мм из стали 12Х18Н10Т, поскольку эта сталь обладает высокими антикоррозийными свойствами, имеет весьма длительный срок работы при температуре до 600ºС и позволяет получать прочные и герметичные сварные соединения и выдерживать высокие давления [1]. При ее гибке с раскатыванием происходит значительное укатывание внутренней поверхности трубы, а, следовательно, окружные растягивающие деформации и раздача трубы по внутреннему диаметру. Это приводит к уменьшению фактического натяга и может вызвать потерю устойчивости стенок изгибаемой трубы и образование гофр. Для устранения данной проблемы пришлось увеличить натяг на 20…25 %. Вызванное этим увеличение контактных напряжений сказалось на стойкости деформирующих элементов и раскатного инструмента в целом.
В ходе контрольных экспериментов было изогнуто 65 труб диаметром 57 мм и толщиной стенки 5 мм из стали 12Х18Н10Т. Гибка осуществлялась на угол 180º (рис. 3) [2].

Рисунок 3. Изогнутые трубы Ø57×5 из стали 12Х18Н10Т
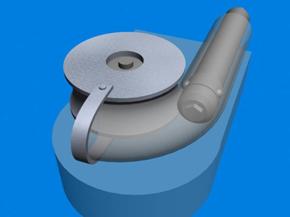
Вызывает интерес возможность гибки этим методом тонкостенных труб из титановых сплавов. Для проверки такой возможности была изготовлена специальная лабораторная установка (рис. 4,5), которая имеет следующую конструкцию.
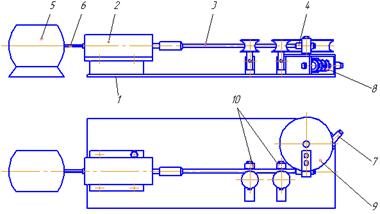
Рисунок 4. Схема установки для гибки мелкоразмерных труб
На сварной корпус 1 станка (рис. 4) установлен шпиндельный узел 2 со шпинделем 6 и борштангой 3. На конце борштанги 3 установлена раскатка 4. В качестве привода главного движения использовалась электродрель мощностью 0,95 кВт с частотой вращения n=450 об/мин. Вращение от электродрели 5 передается борштанге 3 и раскатке 4. На борштангу 3 устанавливается изгибаемая труба, для фиксации которой установлены упоры 10. Изгибаемое усилие передается рукояткой 7, вращением которой, при помощи червячной передачи 8, вращение сообщается гибочному ролику 9, по шаблону которого происходит изгиб трубы.

Рисунок 5. Установка для гибки мелкоразмерных труб
Для проверки возможности холодной гибки труб из титановых сплавов проведена серия натурных экспериментов.
Материал изгибаемой трубы — титановый сплав ВТ1-0, внутренний диаметр трубы 14 мм, наружный диаметр трубы 17 мм, частота вращения электродвигателя 450 об/мин, частота вращения рукоятки трубогиба 0,5 об/мин, натяг составил 1 мм. В качестве охлаждения применялась вода.
Таким образом, проведенные натурные эксперименты, подтвердили возможность холодной гибки тонкостенных титановых труб и трубчатых изделий.
Была осуществлена гибка на угол 30—45º, с радиусом гиба 60 мм. Образование гофр не наблюдалось, овальность — в пределах 5 %.
Для промышленного применения нового метода холодного гиба при гибки труб из нержавеющих и титановых сплавов требуется разработка специального оборудования и уточнение режимов гибки.
Список литературы:
1.Бейлард П.П. Напряжение от локальных нагрузок в цилиндрических сосудах давления // Вопросы прочности цилиндрических оболочек. М.: Оборонгиз, 1960.
2.Козлов А.В., Бобылев А.В. Технология и оборудование холодной гибки тонкостенных труб: монография. Челябинск: Изд-во ЮУрГУ, 2007. — 169 с.
3.Краткий справочник металлиста / С.В. Аврутин и др.; под ред. А.Н. Малова. 2-е изд. М.: Машиностроение, 1972. — 768 с.
4.Лакирев С.Г., Хилькевич Я.М. Патент РФ № 818707. Способ гибки труб // Б.И. — № 13. — 1981.
5.Справочник конструктора-машиностроителя: в 3 т. / под ред. И.Н. Жестковой. 8-е изд., перераб. и доп. М.: Машиностроение, 2001. Т. 1. — 920 с.
дипломов