Статья опубликована в рамках: XII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 30 июля 2012 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ДОСТОВЕРНОСТИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ ПРИБОРА ДЛЯ ТОЧНОГО БЕСКОНТАКТНОГО КОНТРОЛЯ ДИАМЕТРОВ ХВОСТОВИКОВ СТОМАТОЛОГИЧЕСКИХ БОРОВ
Табекина Наталья Александровна
студент, БГТУ им. В.Г. Шухова, г. Белгород
E-mail: mail-tasha@bk.ru
Тетерина Ирина Александровна
ведущий инженер кафедры Технология машиностроения, г. Белгород
E-mail: irinochka1611@rambler.ru
EXPERIMENTAL CHECK OF RELIABILITY OF RESULTS OF MEASUREMENTS OF THE DEVICE FOR EXACT CONTACTLESS CONTROL DIAMETERS OF SHAFTS OF STOMATOLOGIC PINE FORESTS
Natalia Tabekina
student of Belgorod Shukhov State Technological University, Belgor
Irina Teterina
leading engineer of chair Technology of mechanical engineering, Belgorod
АННОТАЦИЯ
Цель работы: экспериментальная проверка достоверности результатов измерений.
Метод: эксперименты по оценке точности способа контроля выполнялись на тарированном специальном лабораторном оборудовании.
Результат: разрешение выпускаемых в настоящее время ПЗС матриц позволяет построить эффективный и точный прибор автоматического измерения небольших размеров с точностью до 0,001 мм.
Выводы: сравнение результатов измерений стандартным и лабораторным образцами приборов выявило незначительные расхождения размеров, доказывающие правильность найденного решения.
ABSTRACT
Background: experimental check of reliability of results of measurements.
Methods: experiments according to accuracy of a way of control were carried out with calibrated special laboratory equipment.
Result: the permission of CCDs of matrixes which are produced nowadays allows to construct the effective and exact device of automatic measurement of the small sizes to within 0,001 mm.
Conclusion: the comparison of results of measurements standard and laboratory samples of devices revealed the insignificant divergences of the sizes proving the correctness of the decision.
Ключевые слова: микрометр; процент отклонения; статистическая погрешность.
Keywords: micrometer; deviation percent; statistical error.
1. Прибор для точного бесконтактного контроля диаметров хвостовиков стоматологических боров
Прибор представляет собой устройство для измерения диаметра относительно малых заготовок либо деталей (до 2,5 мм). Подключается к персональному компьютеру и позволяет наблюдать увеличенное изображение измеряемого объекта. Так же возможно отслеживание качества поверхности объекта. Схема прибора изображена на рис. 1.

Рис.1. Конструкция прибора для измерения диаметров боров
1 — корпус; 2 — затененная шахта; 3 — источник излучения (лазер); 4 — микросхема с ПЗС матрицей; 5 — порт питания микросхемы; 6 — порт питания лазера.
В корпусе 1 установлена затененная шахта 2, в которой закреплен лазер 3. В корпусе и в шахте выполнены 2 соосных отверстия для помещения измеряемого объекта. На микросхеме 4 располагается ПЗС матрица, находящаяся строго под источником излучения [2, с. 15—17]. Так же на плате находятся порт питания самой микросхемы 5 и лазера 6. В нижней и верхней части корпуса имеются отверстия для вывода проводов питания платы и лазера
Функциональная схема прибора изображена на рис. 2.
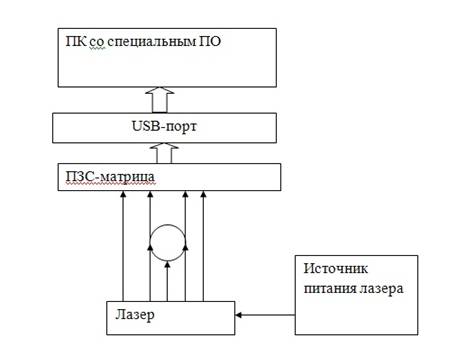
Рис. 2. Функциональная схема прибора
2. Экспериментальная проверка достоверности результатов измерений
Разработанный лабораторный образец прибора требует экспериментальной проверки, для чего на предприятии была получена партия заготовок боров, т. е. изделия, прошедшие только механическую обработку. Вручную были выполнены измерения на лабораторном образце прибора и с помощью микрометра (по ГОСТ 6507-90)МКЦ SCHUT с защитой IP54 (защита от пыли и брызг) [1, с. 24а—25]:
· Диапазон измерений 0—200 мм
· Цена деления 0.001 мм
· автоматическое выключение
· вольфрамовое покрытие измерительных поверхностей
· мм/дюймы
· защита IP54
Измерения проводились при температуре 20±2Сº с паузами на охлаждение для исключения влияния температуры на величину измеряемого размера. Данные занесены в таблицу и обработаны EXCEL.
Фрагмент таблицы представлен на рис. 3.
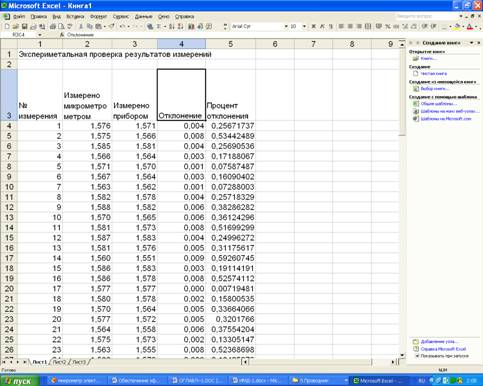
Рис. 3. Фрагмент таблицы с результатами измерений
Графики, полученные по результатам измерений представлены на рис. 4.
Рис. 4. Графики отклонений размеров по результатам измерений
Согласно графикам средний процент отклонения между измеренными величинами составил — 0,335, что полностью подтвердило правильность полученных результатов.
Выводы:
1. Разрешение выпускаемых в настоящее время ПЗС матриц позволяет построить эффективный и точный прибор автоматического измерения небольших размеров с точностью до 0,001 мм.
2. Расхождение размеров, измеренных тарированным промышленным прибором и лабораторным образцом находится в пределах статистической погрешности.
Список литературы:
1.Егунов, О.В. Устройство бесконтактного измерения шероховатости поверхностей деталей сложной формы / О.В. Егунов, М.С. Чепчуров, — Сборник научных трудов Sworld по материалам международной научно-практической конференции. — Т. 5, № 4. — 2010. — С. 24а—25.
2.Чепчуров, М.С. Бесконтакный способ контроля шероховатости поверхности деталей пресс-форм и его реализация / М.С. Чепчуров, Ю.А. Афанаскова Технология машиностроения. — № 11. — 2009. — С. 15—17.
дипломов