Статья опубликована в рамках: VII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 21 февраля 2012 г.)
Наука: Технические науки
Секция: Информатика, вычислительная техника и управление
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

Внедрение средств автоматизации в процессы контроля и управления на производстве
Никонов Андрей Владимирович
аспирант Вятского государственного университета, г. Киров
Е-mail: ITspecal2009@yandex.ru
Промышленные предприятия Кировской области, как и всей России, находятся в постоянном соперничестве с конкурентами за возможность своего существования, расширение рынков сбыта и удовлетворение возрастающих требований к качеству выпускаемой продукции. Всё это требует модернизации существующих технологических процессов, внедрения новых устройств и приборов.
Так, на одном из заводов возникла проблема автоматизации процесса контроля параметров прессования и вулканизации при производстве резинотехнических изделий. Для решения поставленной задачи предлагалось использовать различные средства автоматизации, выпускаемые фирмами «ОВЕН», «Системы контроля», «КонтрАвт», обладающие собственными специфическими особенностями и параметрами настройки.
Установленное на заводе промышленное оборудование для прессования и вулканизации резинотехнических изделий обслуживается рабочими без использования специальных средств контроля и управления, что приводит к нарушениям технологического процесса. Так в целях экономии времени персонал повышает необходимую температуру в печах в полтора-два раза, а выпущенные изделия не соответствуют стандартам качества и отбраковываются. Наличие больших объемов брака заставило решать вопрос о контроле технологических параметров, а именно температуры и времени, с помощью средств автоматизации.
Для контроля установленной рабочим температуры запекания резиновой смеси, используем стационарный датчик, размещенный в камере, а также измеритель-регулятор ТРМ201 (рис. 1) фирмы «ОВЕН».
Одноканальный измеритель-регулятор ТРМ201 применяется для измерения, регистрации и/или регулирования температуры теплоносителей и различных сред в холодильной технике, сушильных шкафах, печах различного назначения, пастеризаторах и другом технологическом оборудовании, а также для измерения других физических параметров [2]. Данный прибор обладает следующими функциями:
· измерение температуры и других физических величин (давления, влажности, расхода, уровня и т. п.) с помощью стандартных датчиков;
· регулирование измеряемой величины по двухпозиционному (релейному) закону;
· аналоговое П-регулирование;
· цифровая фильтрация и коррекция входного сигнала, масштабирование шкалы для аналогового входа;
· отображение текущего значения измеряемой величины на встроенном светодиодном цифровом индикаторе;
· регистрация данных на ПК и установление конфигурации прибора с компьютера через интерфейс RS-485 с помощью адаптера интерфейса.

Рисунок 1. Внешний вид ТРМ201
В процессе работы ТРМ201 производит опрос входного датчика, установленного в камере запекания, вычисляя по полученным данным текущее значение измеряемой величины, отображает его на цифровом индикаторе и выдает соответствующие сигналы на выходное устройство.
Для связи с компьютером применяется адаптер интерфейса RS-232/RS-485 ОВЕН АС3-М, предназначенный для взаимного преобразования сигналов интерфейсов RS-232 и RS-485 и подключения до 32 приборов к одному последовательному порту компьютера [1].
Для визуализации процесса контроля и регистрации данных на ПК используется SCADA-система, поставляемая в комплекте с приборами ОВЕН, и состоящая из двух компонент: Owen Process Manager и Owen Report Viewer, позволяющих фиксировать и архивировать значения температуры и времени.
Постоянный опрос датчика температуры с помощью терморегулятора ТРМ201, отображение и запись измеренных значений в SCADA-системе ОВЕН дают возможность проследить каждое изменение температуры и установить точное время, когда это произошло, контролируя, таким образом, технологический процесс. Функциональная схема автоматизации контроля вулканизации с помощью ТРМ201 приведена на рис. 2.

Рисунок 2. Функциональная схема автоматизации контроля
Для управления процессом запекания изделий применения рассмотренного выше прибора ТРМ201 недостаточно, ввиду невозможности автоматически включать/выключать ТЭН по истечении определенного промежутка времени. Для решения этой задачи можно использовать установленные на части промышленных установок многоканальные программные регуляторы температуры с графическим дисплеем Термодат — 17Е3 фирмы «Системы контроля», добавив к ним реле времени ЭРКОН-215 фирмы «КонтрАвт».
Прибор Термодат-17Е3 предназначен для измерения и контроля температуры. Он обеспечивает регулирование температуры по программе, то есть по заранее установленному оператором графику. Программа регулирования может содержать до двадцати участков, каждый из которых определяет действия прибора: нагрев, охлаждение, поддержание температуры. Имеется возможность задать 20 программ регулирования и в дальнейшем оперативно выбирать одну из них.
Запуск программы на выполнение осуществляется подачей соответствующей команды с клавиатуры прибора, внешней кнопкой или тумблером. При завершении программы регулирование прекращается, при этом Термодат-17Е3 продолжает измерять температуру. Прервать выполнение программы можно в любой момент, подав соответствующую команду (выключен) с клавиатуры прибора.
Прибор работает в режиме электронного самописца. Измеренная температура выводится в виде графика на жидкокристаллический графический дисплей с подсветкой. Термодат-17Е3 поддерживает два протокола обмена с компьютером: «Термодат» — протокол, специфический для приборов «Термодат», и широко распространённый протокол Modbus (ASCII) [3].
Реле времени ЭРКОН-215 предназначено для автоматического замыкания-размыкания внешних цепей с выдержками времени в соответствии с заданными пользователем временными диаграммами в схемах автоматики и управления. Коммутация внешних цепей осуществляется посредством группы переключающих контактов встроенного электромеханического реле [4].
Модификация реле ЭРКОН-215-220-Р-1 обладает программно-аппаратной поддержкой интерфейса RS-485, что позволяет использовать реле для работы в сети в составе системы управления.
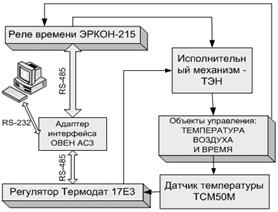
Рисунок 3. Функциональная схема автоматизации управления
Таким образом, во втором случае формируется двухконтурная система управления температурой и временем процесса (рис. 3). Что касается связи с компьютером, то здесь также предлагается воспользоваться адаптером фирмы ОВЕН АС3 и свободно распространяемой SCADA-системой Owen Process Manager.
Список литературы:
1. Автоматический преобразователь интерфейсов RS-232/RS-485 ОВЕН АС3-М: краткое описание. URL: http://www.owen.ru/catalog/37471589 (дата обращения 20.02.2012).
2. Измеритель-регулятор одноканальный с RS-485 ОВЕН ТРМ201: краткое описание. URL: http://www.owen.ru/catalog/28533238 (дата обращения 20.02.2012).
3. Многоканальный программный регулятор температуры с графическим дисплеем (электронный самописец) Термодат — 17Е3: инструкция по настройке. Систем. требования: Adobe Acrobat Reader. URL: http://www.termodat.t-sys.ru/assets/downloads/194/termodat-17e3_manual.pdf (дата обращения 20.02.2012).
4. Реле времени ЭРКОН-215: паспорт (ПИМФ.403455.006 ПС изм. 2) Систем. требования: Adobe Acrobat Reader. URL: http://files.contravt.ru/pasp_ercon215.pdf (дата обращения 20.02.2012).
дипломов