Статья опубликована в рамках: VII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 21 февраля 2012 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

ИННОВАЦИОННЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ШИРОКИМ ВЫГЛАЖИВАНИЕМ
Лукьянов Алексей Александрович
студент, Тольяттинский государственный университет, г. Тольятти
Е-mail:
Бобровский Игорь Николаевич
начальник лаборатории, Тольяттинский государственный университет, г. Тольятти
Е-mail: Bobri@yandex.ru
Ежелев Андрей Викторович
аспирант, Тольяттинский государственный университет, г. Тольятти
В отечественном машиностроении происходит технологическая модернизация, направленная на повышение эффективности производства и конкурентоспособности выпускаемой продукции. Освоение прогрессивных технологий обеспечивается преимущественно за счет приобретения импортного оборудования и инструмента и, в меньшей степени, путем внедрения новых технологических процессов, созданных в нашей стране. Наряду с уже традиционными требованиями постоянного повышения производительности, точности и качества обработки деталей все более активно выдвигается условие экологичности их изготовления. При этом требование экологичности производства в расширенной трактовке затрагивает не только комфортность условий труда, но и уменьшение материало- и энергоемкости выпускаемых изделий, что напрямую влияет на их экономичность и конкурентоспособность.
Применительно к финишным операциям обработки, например, с использованием абразивного инструмента и принудительного охлаждения зоны резания, более предпочтительным с точки зрения экологии представляются процессы поверхностного пластического деформирования (ППД) и особенно те, в которых не применяются смазывающе-охлаждающие технологические среды (СОТС).
Обработка методами ППД состоит в силовом контактном воздействии деформирующего инструмента на поверхность заготовки в условиях их относительного движения [1].
Процесс ППД осуществляется без снятия стружки путем деформирования микронеровностей и глубинных, прилегающих к поверхности, слоев материала. В результате происходит значительное снижение шероховатости, упрочнение поверхностного слоя, в нем возникают остаточные напряжения сжатия. При этом исключается шаржирование обработанной поверхности абразивными и другими частицами; становится возможным образование частично и полностью регулярных микрорельефов [3]INDEX \h "A" \c "2" \z "1049" . Эти достоинства в сочетании с высокой производительностью, надежностью и простотой осуществления предопределили широкое и непрерывно расширяющееся применение различных способов финишной обработки давлением практически во всех отраслях промышленности с высокими технико-экономическими показателями.
Для автомобилестроения ключевой проблемой внедрения новой технологии становится ее повышенная надежность и стабильность, то есть уверенность в безусловном выполнении всех необходимых требований к точности и качеству чрезвычайно быстрой обработки огромного количества – до 600 000 и более деталей в год только одного типа - при их непрерывном изготовлении в течение нескольких лет. При отсутствии влияния оператора на ход технологического процесса, выполнение даже относительно несложных требований по точности формы и размеров обрабатываемой поверхности, ее шероховатости и других регулируемых характеристик качества поверхностного слоя, требует тщательной научно-исследовательской подготовки.
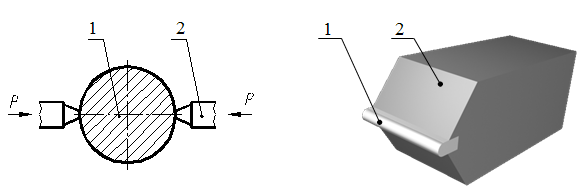
В Тольяттинском государственном университете предложен и разработан новый технологический процесс ППД методом выглаживания широким самоустанавливающимся инструментом [2] (рис. 1).
Процесс выглаживания широким самоустанавливающимся инструментом по своей физической сущности близок к традиционному процессу выглаживания алмазным сферическим индентором. В обеих схемах упрочнение происходит в условиях трения скольжения с интенсивным нагружением в контактной зоне.
|
а) |
б) |
|
Рис. 1. Процесс обработки широким самоустанавливающимся выглаживателем: а) схема обработки, где 1 – обрабатываемая деталь, 2 – выглаживатель; б) выглаживатель, где 1 – рабочая часть выглаживателя, 2 – корпус |
|
Разработаны технологические схемы выглаживания широким самоустанавливающимся инструментом (рис. 2).
Обкатывание роликом, как и широкое выглаживание, является высокопроизводительным методом отделочно-упрочняющей обработки, так как деформирует поверхность детали по всей её ширине. Его преимуществом является также упрочнение в условиях трения качения, что более благоприятно в сравнении с трением скольжения. Но конструктивно устройство для обкатывания более сложное, чем при широком выглаживании, так как необходимо обеспечить самоустановку и базирование выглаживающего ролика относительно обрабатываемой поверхности детали и его вращение без заедания при большом давлении.
.jpg)
.jpg)
Рис. 2. Основные технологические схемы процессаширокого выглаживания
По этой причине, для массового автомобильного производства при непрерывном выпуске в течение длительного времени большого числа обрабатываемых деталей, предпочтение для внедрения было отдано методу выглаживания широким самоустанавливающимся инструментом.
Разработанные оригинальные технологические схемы и конструкции инструментов, технических устройств для широкого выглаживания деталей из конструкционных сталей и высокопрочных чугунов с машинным временем обработки 6…10 с, позволили заменить ранее применявшуюся технологию шлифования абразивными лентами с охлаждением керосином. По сравнению с другим возможным альтернативным методом выглаживания алмазным индентором с точечным контактом и продольной подачей инструмента, новый процесс широкого выглаживания твердосплавным инструментом позволяет увеличить производительность обработки однотипных деталей до 75 раз.
В заключение необходимо отметить, что количество способов ППД обширно, все они хорошо изучены, каждый из них имеет собственную технологическую нишу. Однако в основном все они внедрены преимущественно в мелкосерийное производство для ответственных деталей. Возможно заменять финишные процессы, например, тонкого точения, шлифования или полирования с охлаждением, на методы ППД без применения смазочно-охлаждающих средств, но среди известных методов ППД очень трудно найти технологический процесс, который бы удовлетворял требованиям массового производства, в условиях которого за очень короткое время необходимо достичь требуемого качества обработки детали.
Список литературы:
- Барац, Я. И. Оптимальное сочетание методов ППД при финишной обработке сопрягаемых поверхностей, работающих в условиях трения скольжения / Я. И. Барац // Научн.конференция: Надежность механических систем. - 1995. - С. 19—20.
- Бобровский Н. М., Мельников П. А., Бобровский И. Н., Ежелев А. В., Лукьянов А. А. Исследование влияния режимов обработки на шероховатость поверхности закаленных валов в условиях массового производства // Современные проблемы науки и образования. – 2011. – № 5; URL: www.science-education.ru/99-4791(дата обращения: 19.02.2012).
- Одинцов, Л. Г. Финишная обработка деталей алмазным выглаживанием и вибровыглаживанием / Л. Г. Одинцов. - М.: Машиностроение, 1981.
дипломов