Статья опубликована в рамках: VI Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 16 января 2012 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ. ПЛАВАЮЩАЯ ДВУХРЕЗЦОВАЯ ГОЛОВКА, ИМЕЮЩАЯ ВОЗМОЖНОСТЬ РАДИАЛЬНОГО СМЕЩЕНИЯ
Лазарев Дмитрий Евгеньевич
аспирант 1 года обучения ЭТИ (филиала) СГТУ им. Ю. А. Гагарина, г. Энгельс
E-mail: demy4@list.ru
Для чистовой обработки отверстий используют различные по конструкции резцовые головки. Выбор того или иного инструмента зависит от длины обрабатываемого отверстия, физико-механических свойств обрабатываемого материала, диаметра отверстия, требуемой точности и производительности. Для чистовой обработки отверстий с диаметрами больше 70 мм с последующим раскатыванием роликами наиболее часто применяются головки с плавающими блоками резцов. Они позволяют получить достаточно высокую точность обработанного отверстия в пределах 6…8 квалитетов точности за счет большой жесткости резцов в радиальном направлении. Поэтому погрешность зависит только от настройки резцов на заданный размер, которая осуществляется вне станка с точностью (0,001…0,01) мм. В промышленном производстве преимущественно используются головки резцовые с призматическими плавающими блоками, установленными в прямоугольном пазу, выполненном в корпусе инструмента с возможностью радиального смещения блока под воздействием разности сил резания, действующих на противоположно расположенные резцы.
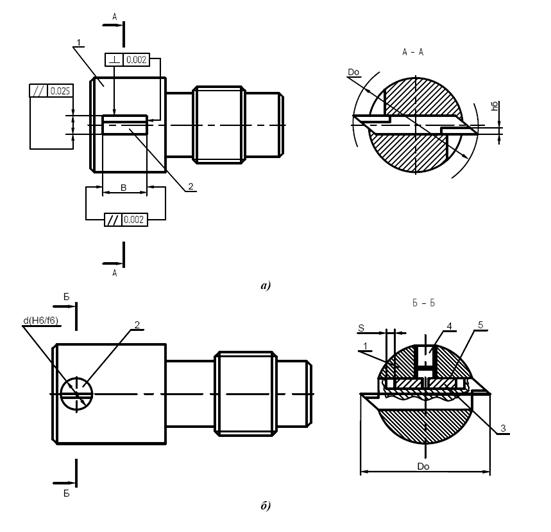
В представленной на рис. 1, а базовой резцовой головке, помимо достижения точности размеров, необходимо назначить допуски на отклонение от параллельности противоположно расположенных поверхностей и перпендикулярности смежных стенок паза, в котором расположен резцовый блок, что вызывает определенные технологические трудности. Перечисленные недостатки легко устраняются применением цилиндрического плавающего резцового блока (рис. 1, б). В этом случае в корпусе резцовой головки необходимо обработать одну цилиндрическую поверхность, заданная точность которой может быть обеспечена различными методами такими, как протягивание, развертывание, внутреннее шлифование, тонкое растачивание. Предлагаемая резцовая головка состоит из корпуса 1, внутри которого установлен цилиндрический плавающий блок 2. Для предотвращения поворота резцового блока 2 в его корпусе расположена призматическая шпонка 3 с отверстием, в которой вставлен штифт 4.
Рисунок 1. Головки для чистового растачивания глубоких отверстий:
а) применяемая в производстве; б) предлагаемая.
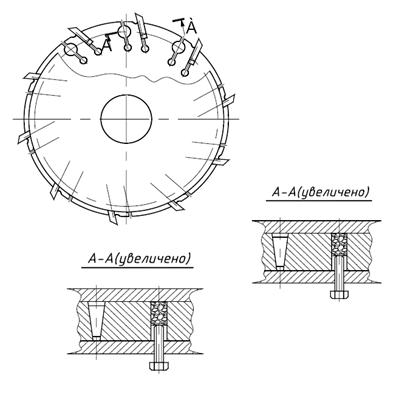
Для повышения производительности и снижения огранки при вихревом растачивании необходимо увеличить количество зубьев в инструменте. В современных фрезах, которые можно использовать при вихревом растачивании в качестве режущих элементов, используются резцовые вставки. Они имеют большие габариты, поэтому возможное их количество, устанавливаемое одновременно в инструменте, ограничено. С целью увеличения количества одновременно устанавливаемых в корпусе инструмента резцов предлагается конструктивное решение резцовой головки, изображенное на рис. 2.
В данной конструкции применяются твердосплавные пластины прямоугольного сечения, которые устанавливаются в специально подготовленные для них в корпусе инструмента пазы. Крепление пластин осуществляется коническими штифтами.
Рисунок 2. Многорезцовая расточная головка с установкой большого количества режущих элементов.
Особенности обработки точных отверстий − недостаточная жесткость применяемого инструмента и высокая склонность к упругим деформациям под воздействием усилия обработки. С увеличением глубины отверстия резко возрастают трудности при обеспечении высокой производительности, требуемого и стабильного качества поверхности. Как следствие, из всех цилиндрических поверхностей деталей различного назначения, применяемых в машиностроении, наиболее трудоемкими и сложными в обработке являются глубокие отверстия.
Выбор того или иного метода обработки отверстия зависит от его размеров и точности, свойств материала заготовки, требований к качеству поверхностного слоя и производительности. При черновых операциях преимущественно используют токарную обработку сверлами, зенкерами, развертками, резцовыми головками, а при чистовых операциях − тонкое растачивание, абразивную обработку − внутреннее шлифование и хонингование. Для повышения качества поверхностного слоя широко применяются методы ППД: выглаживание, обкатывание роликами, дорнование. Для обеспечения требований по качеству, точности и достижению заданной шероховатости поверхности необходимо наличие в технологии как черновой, так и чистовой обработки.
На черновых операциях применяются токарно-винторезные, обдирочно-бесцентрово-шлифовальные станки, при этом используется инструмент и оснастка, учитывающие особенности обработки отверстий. При черновой обработке возникают нежелательные явления, такие как вибрации, появляющиеся в связи с тем, что инструмент в процессе обработки подвергается большим крутящим и изгибающим моментам, увеличивается податливость технологической системы, возникают трудности подвода смазывающе-охлаждающей жидкости (СОЖ), затруднено удаление стружки из зоны резания, невозможность непосредственного визуального контроля над процессом обработки и др.
Применение люнетов, поддерживающих борштангу и обрабатываемый инструмент, значительно снижает производительность из-за большого вспомогательного времени, связанного с необходимостью их установки, переустановки и подготовкой установочных поверхностей. Повышение производительности и приведение равнодействующей сил резания, действующих на нежесткую заготовку, к нулю, можно достичь применением многорезцовых головок, которые оснащены несколькими режущими элементами, расположенными равномерно по окружности вокруг обрабатываемой поверхности. Резцы могут быть настроенными на заданный размер, или с возможностью перемещения в радиальном направлении, причем либо жестко друг относительно друга, либо автономно.
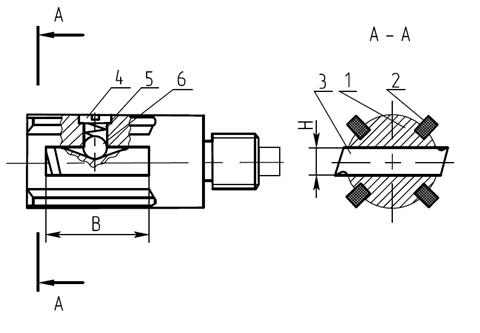
На рис. 3 представлена конструкция плавающей двухрезцовой головки, имеющей возможность радиального смещения вследствие радиального биения заготовки.
Рисунок 3. Плавающая двухрезцовая расточная головка:
1 – оправка, 2 – направляющая шпонка, 3 – плавающий резец, 4 – штифт, 5 – пружина, 6 – шарик.
Настройка на размер в такой головке обеспечивается перемещением режущих элементов относительно друг друга в радиальном направлении, в том случае, когда он является сборным или заточкой, когда резец является цельным. Поскольку плавающий блок резцов обладает большой жесткостью, то обеспечиваемая точность размеров может находиться в пределах 7...9 квалитета. Однако подобные резцовые головки относятся к инструментам без определенности базирования. Это означает, что под действием различных факторов, таких как неточность настройки каждого из резцов, различной степени их износа, неоднородности материала детали и припуска на обработку, на заготовку действует равнодействующая сил резания, отличная от нуля и имеющая неопределенное направление, что приводит к дополнительным погрешностям и вибрациям. В этом отношении обработка отверстий с подвижными шпонками, установленными на борштанге соответствующим образом более предпочтительна, т. к. результирующее усилие резания имеет направление между опорными направляющими шпонками, установленными на корпусе инструмента.
В качестве чистовой обработки для обеспечения низкой шероховатости (Ra=0,12...0,63 мкм) может применяться различная абразивная обработка или поверхностное пластическое деформирование. Обработка глубоких отверстий шлифованием возможна только уравновешенным инструментом. Суммарная составляющая радиальных сил, действующих на инструмент, в этом случае должна быть равна нулю. К такому виду обработки относится хонингование. Несмотря на то, что хонингование является одним из точных методов обработки, позволяет достичь низкой шероховатости, тем не менее по производительности уступает другим методам, в том числе и тонкому растачиванию, а обработка малоуглеродистых незакаленных сталей при хонинговании приводит к быстрому засаливанию абразивных шлифовальных кругов, что требует частой правки и вызывает повышенный расход абразивного материала.
Список литературы:
1. Минков М. А. Технология изготовления глубоких точных отверстий – М.: Машиностроение, 1965. – 176 с.
2. Отений Я. Н., Смольников Н. Я., Ольштынский Н. В. Прогрессивные методы обработки глубоких отверстий. РПК «Политехник», Волгоград, 2003.-178 с.
3. Соломенцев Ю. М. Технологические основы оптимизации процесса обработки деталей на станках. – М., 1974. – 48 с.
дипломов