Статья опубликована в рамках: XI Международной научно-практической конференции «Наука вчера, сегодня, завтра» (Россия, г. Новосибирск, 07 апреля 2014 г.)
Наука: Технические науки
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
СТРАТЕГИИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В ТРЕХ ВРЕМЕННЫХ ИНТЕРВАЛАХ
Хусаинов Рустем Мухаметович
канд.техн.наук, доцент Набережночелнинского института(филиал) КФУ, РФ, г. Набережные Челны
E-mail : rmh@inbox.ru
Давлетшина Галия Камиловна
старший преподаватель Набережночелнинского института(филиал) КФУ, РФ, г. Набережные Челны
E-mail : 2009masik@mail.ru
Замараева Татьяна Афанасьевна
старший преподаватель Набережночелнинского института(филиал) КФУ, РФ, г. Набережные Челны
Ключевыми факторами экономической эффективности машино-строительного предприятия являются производительность и качество выпускаемой продукции. Во многом эти факторы определяются технической оснащенностью производства и уровнем технологии. Однако фактическая производительность зависит от потерь времени, связанных с отказами и техническим обслуживанием оборудования. Также качество выпускаемой продукции не является постоянной величиной, оно зависит от состояния средств технологического оснащения. С выработкой ресурса оборудования качество имеет тенденцию ухудшаться. Эти потери зачастую сводят на нет достижения, связанные с технологическим совершенствованием производства.
Обеспечение фактической производительности и заданного уровня качества связано с повышением надежности элементов технологической системы.
Наряду с совершенствованием конструкции средств технологического оснащения, важную роль играют в этом организационно-технические мероприятия, то есть система эксплуатации технологического оборудования, обозначаемая как система технического обслуживания и ремонта (ТОиР).
Реализация системы ТОиР обеспечивает надежность технологической системы, но, с другой стороны, разработка стратегии ТОиР зависит от уровня надежности отдельных элементов технологической системы. Ее необходимо рассматривать как единую систему, в силу взаимосвязанности и взаимного влияния процессов, особенно динамических, происходящих в ней. С точки зрения влияния на общий уровень надежности, удобно выделить в технологической системе пять подсистем (рис. 1), каждая из которых, в свою очередь, состоит из подсистем второго порядка.
В то же время, в различных элементах технологической системы преобладают процессы различной природы. В силу этого, для различных элементов характерны различные закономерности возникновения отказов.

Рисунок 1. Состав технологической системы
Для постепенных отказов характерно постепенное накопление повреждений. При достижении некоторого порогового значения Хпр, считается, что произошел отказ (например, изнашивание инструмента до наступления какого-либо из критериев износа). После устранения причины отказа, как правило, вновь происходит накопление повреждений по тому же закону (рис. 2, а).
Для случайных отказов понятие периода повторения, в силу их случайной природы, не имеет смысла. Однако, чаще всего, случайные отказы, не происходят однократно. Поэтому, с большой долей условности, многие виды случайных отказов можно считать циклическими со случайным периодом повторения (рис. 2, б).
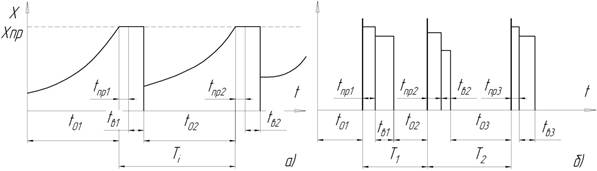
Рисунок 2. Проявление отказов: t 01, t02 — наработки на отказ; tпр1, tпр2, tпр3 — время простоя в ожидании устранения отказа; tв1, tв2,tв3 — время восстановления после отказа; Ti, T1, T2 — периодичность повторения отказов
С точки зрения влияния на показатели производственного процесса и выбора стратегии предупреждения важное значение имеет период проявления отказов. По этому показателю можно выделить отказы, проявляющиеся:
1. в оперативном плане — с периодом повторения или развития в течение минут, часов;
2. в среднесрочном плане — с периодом повторения или развития в течение месяцев;
3. в долгосрочном плане — с периодом повторения или развития в течение нескольких лет.
Анализируя причины возникновения отказов в отдельных подсистемах и способы их предупреждения и компенсации, можно выявить три группы мероприятий по обеспечению общей надежности технологической системы:
1. Соблюдение оптимального режима работы технологической системы.
2. Диагностика.
3. Профилактические мероприятия.
Для большинства предприятий стоит вопрос о компромиссе между затратами на обеспечение надежности, качеством продукции и производительностью. В этом случае вопрос о применении той или иной стратегии ТОиР (по потребности, планово-предупредительной, по техническому состоянию, проактивной) решается на основе ее эффективности.
Критерием выбора и оценки эффективности стратегии техобслуживания и ремонта может быть средняя относительная прибыль за единицу календарного времени
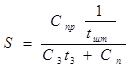 (1),
(1),
где: tшт — фактическое штучное время изготовления единицы изделия;
Сз — затраты, связанные с единицей времени простоя оборудования;
t з — среднее время простоев оборудования, должно выражаться в тех же единицах времени, что и tшт ;
C п — единовременные затраты за рассматриваемый промежуток времени;
Спр — прибыль, которую дает единица выпущенной и реализованной продукции, ориентировочно можно принять
Спр = Ц – Сст,
где: Ц — цена реализации готового изделия;
Сст — полные затраты на изготовление и реализацию изделия.
Таким образом, величина S представляет собой отношение прибыли, которую приносит технологическая система в течение некоторого времени к затратам в течение этого же времени.
Определение величин, входящих в формулу (1) зависит от плана рассмотрения процессов:
1. Краткосрочного — когда главной целью является обеспечение качества обрабатываемой поверхности, рассматриваются простои, связанные с подналадками оборудования, причиной которых является выход погрешности изготовляемой поверхности за пределы поля допуска, а также затраты, связанные с выпуском и исправлением брака.
2. Среднесрочного — когда основной проблемой являются внезапные отказы, и соответственно, главной целью системы эксплуатации является их предупреждение с целью обеспечения заданного уровня производительности.
3. Долгосрочного — когда наиболее опасными являются постепенные отказы, которые приводят к потере геометрической точности, жесткости и виброустойчивости оборудования. Эти процессы ведут, главным образом, к снижению качества обрабатываемых поверхностей, особенно к погрешностям формы и взаимного расположения.
Таблица 1.
Стратегии обеспечения технологической надежности
|
План |
Стратегии |
|
Краткосрочный |
100 % контроль обрабатываемых деталей; выборочный контроль обрабатываемых деталей; выполнение подналадки в плановом порядке. |
|
Среднесрочный |
Техническое обслуживание по регламенту; техническое обслуживание по техническому состоянию. |
|
Долгосрочный |
Система ремонтов по потребности (реактивная система ремонтообслуживания; система ремонтов по регламенту; система ремонтов по техническому состоянию; проактивная система ремонтообслуживания. |
В плане выбора организации мероприятий по обеспечению надежности технологических систем необязательно применять одну стратегию к разным компонентам производственной системы и к разным компонентам одной технологической системы, поскольку к ним предъявляются различные требования по надежности и они имеют разный уровень надежности. Для каждого элемента, узла, агрегата должна быть выбрана своя стратегия с учетом их роли в обеспечении производительности и качества производственной системы. Многое зависит от специфики предприятия: квалификации персонала, степени износа оборудования, вида оборудования, степени ответственности изготовляемых деталей. Поэтому при выборе стратегии следует руководствоваться не только сиюминутными соображениями производительности и минимизации затрат, но и оценивать уровень качества и надежности во всех периодах (оперативном, среднесрочном, долгосрочном) рассмотрения.
Список литературы:
1.Антоненко И.Н., Крюков И. Э. Информационные системы и практики ТОиР: этапы развития // Главный энергетик. — 2011. — № 10. — с. 37—43.
2.Вумек Дж.П., Джонс Д.Т., Бережливое производство: как избавиться от потерь и добиться процветания вашей компании. М.: Альпина Бизнес Букс, 2005. — 473 с.
3.ГОСТ Р ИСО 230-1- 2010. Испытания станков. Часть 1. Методы измерения геометрических параметров. М. 2011. — 90 с.
4.Надежность и диагностика технологических систем: Учебник / В.А. Синопальников [и др.] М.: Высшая школа, 2005. — 343 с.
5. Скворцов Д., Данилов О., Свистула О. Автоматизация ТОиР. Хроника внедрений // Простоев нет. Надежность оборудования. Информационный портал. — 2010. [Электронный ресурс] – Режим доступа. — URL: http://www.prostoev.net/modules/myarticles/article.php?storyid=173. (дата обращения 08.11.10.).
6.Ящура А.И. Система технического обслуживания и ремонта общепромышленного оборудования: Справочник. М.: Изд-во НЦ ЭНАС, 2006. — 360 с.
дипломов